G3用户手册 - 第14页
凯格精密机械有限公司 - 1 4 - 螺钉 2 螺钉 1 第 三 章 维护与 保 养 3 -1 网 板 自动 清 洗 装 置 小心 : 1 ) 若 模板窗 口 堵塞 , 千万勿 用 坚 硬 金 属 针划捅 , 避免 破 坏 窗 口形 状 。应 将模板 取 下 , 用 塑 料 刷和 酒 精 进 行 清 洗 , 再 用 气 枪 将窗 口 吹 干 。 备用的 模板 应 有 专 门 存 放 的 地方 , 避免 损坏 。 2 )模板 上 、 下 …

凯格精密机械有限公司
- 13 -
滚筒连接处
用过卷纸
干净卷纸
第三章
维护与保养
用过卷纸
3.3 设备维护内容
3.3.1 检查并清洁钢网模板
1. 检查钢网模板位置
µ 检查固定钢网模板位置的锁紧气缸挡环有无松动。
µ 检查固定钢网模板的挡块有无松动。
2. 模板清洁
1) 模板及周围的残留锡膏会影响焊接剂的粘贴、沉淀、厚度及印刷的品质,及时清洁模
板是保证精确印刷的必要条件。模板每印一定数量的 PCB 板( 根据使用情况而定,一
般印刷 0.3mm 细间距的 PCB 板每隔 1~3 块),进行一次清洗以清除模板底部的附着
物。如不及时进行清洗,模板窗口易被锡膏堵塞,影响印刷质量。
2) 清洗有自动干洗、湿洗、真空吸三种方式。清洗工具用擦拭卷纸,清洗液推荐使用工
业酒精。
3) 自动清洗时根据酒精箱内(位于机器后部支架上)液位开关显示清洗液的液位,当清
洗液液位低于液位开关时系统会发出报警并显示报警原因。此时应向酒精箱内加注工
业酒精。方法如下:
a) 关掉机器左侧下部的气源开关;
b) 打开机器后部罩盖,并打开酒精箱盖;
c) 注入清洗液(工业用酒精);
d) 酒精箱被充满后重新把盖子盖好,关闭后罩盖;
e) 重新打开气源。
注意:选用清洗液应注意其有关安全方面的信息以及是否适用于所选择锡膏。
4) 清洗用擦拭卷纸用完后应及时更换,更换方法如下:
a) 将清洗装置移动到起点位置;
b) 打开机器后盖,将已用过的脏卷纸从滚筒上取下;
c) 再将干净的清洗卷纸装到卷纸滚筒上;
d) 本机使用清洗卷纸的牌号为 GKG265/445/45。
上真空吸管
凯格精密机械有限公司
- 14 -
螺钉 2
螺钉
1
第三章
维护与保养
3-1 网板自动清洗装置
小心:1)若模板窗口堵塞,千万勿用坚硬金属针划捅,避免破坏窗口形状。应将模板取下,
用塑料刷和酒精进行清洗,再用气枪将窗口吹干。备用的模板应有专门存放的地方,
避免损坏。
2)模板上、下两面磨损到一定程度使印到 PCB 板上的锡膏图形厚、薄不均,此时应
更换模板。
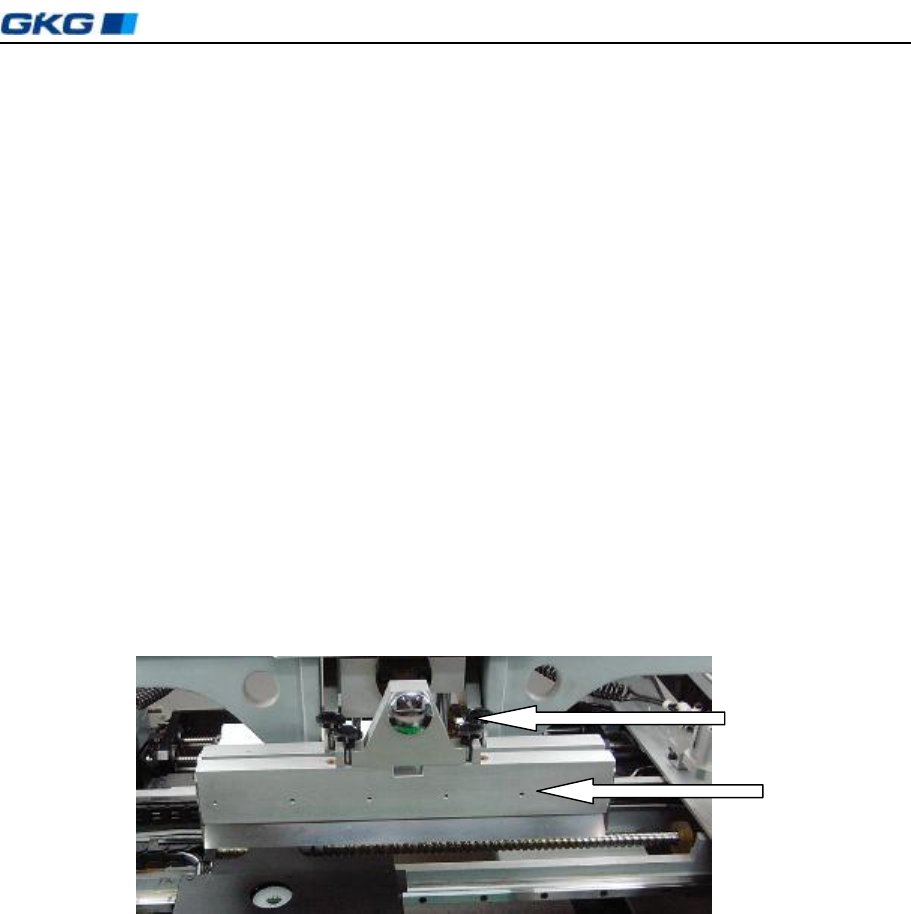
3.3.2 刮刀系统:
刮刀部分
1) 打开机器前盖;
2) 移动刮刀横梁到适合位置,松开刮刀头上螺钉 1 取下刮刀压板;
3) 松开刮刀压板上螺钉 2,取下刮刀片;
4) 用棉布沾少许酒精,清洁刮刀压板和刮刀片;
5) 重新将刮刀压板及刮刀片装到刮刀头上;
6) 如刮刀片磨损严重应更换,更换方法同上。
3-2 刮刀部分
刮刀驱动部分
检查刮刀驱动的齿型带张力:
1) 检查刮刀部件两侧的齿型带;
2) 稍稍拧松齿形带轮张紧座的连接螺栓;
3) 根据需要调节张紧座的位置;
4) 用手试压齿形带,感觉松紧适宜即可(也可用频率仪测量齿形带张力,方法是:快击
齿形带,在频率仪上观察其频率值应在 90Hz±5Hz 即可)。
5) 拧紧齿形轮张紧座上的连接螺栓。
注意:
调整时不能使齿形带伸长变形。

凯格精密机械有限公司
- 15 -
刮刀驱动马达
调节螺钉
刮刀运动齿形带
齿形带松紧调节螺钉
第三章
维护与保养
图 3-3 刮刀驱动皮带调节
3.3.3 印刷部分:
图 3-4 印刷工作台及运输导轨
注意:
两运输印刷导轨的平行度以及与工作平台的平行度在出厂前已调试好。
印刷工作台:
µ 检查印刷工作台上是否有锡膏残渣;
µ 用干净的棉布沾少许酒精做必要的清洁;
µ 检查传输系统及定位夹紧部位上是否有锡膏残渣;
µ 取下工作台四周盖板,用干净的棉布清洁导向杆及直线导轨;
µ 用 THK 导轨、丝杆专用润滑油润滑导向丝杆及直线导轨;
µ 用棉布沾少许酒精清洁传感器;
µ 需要时调整 X、Y 运动方向的同步带,调整方法同刮刀齿形带;
µ 将盖板重新盖好。