G3用户手册 - 第18页
凯格精密机械有限公司 - 1 8 - 第 三 章 维护与 保 养 注 意: 调整 时 不 能 使 运输 传送 带伸 长 。 3.3.6 C a m era Driv e Y µ 检查 C amer a D ri v e Y 轴 导 向 丝杆 的 磨 损情况; µ 清 洁并 润滑 导 向 丝杆 ; µ 检查 直 线 导轨 的 磨 损情况; µ 用 棉布 清 洁 直 线 导轨 ; µ 用 润滑油 脂 润滑 直 线 导轨 , 从 奶 嘴 处 …
凯格精密机械有限公司
- 17 -
第三章
维护与保养
µ 检查各气动元件及管路有无漏气现象;
µ 按照气路原理图检查并调整压力表上的压力,使压力符合要求。
Ø 气路总压力:6Kgf/cm
2
Ø 刮刀压力:0~5 Kgf/cm
2
Ø 网框夹紧压力:5 Kgf/cm
2
Ø 真空吸压力:4 Kgf/cm
2
Ø 酒精箱压力:1~2 Kgf/cm
2
图 3-7 气动元件图
3.3.5 传动部分:
调整运输传送带的松紧
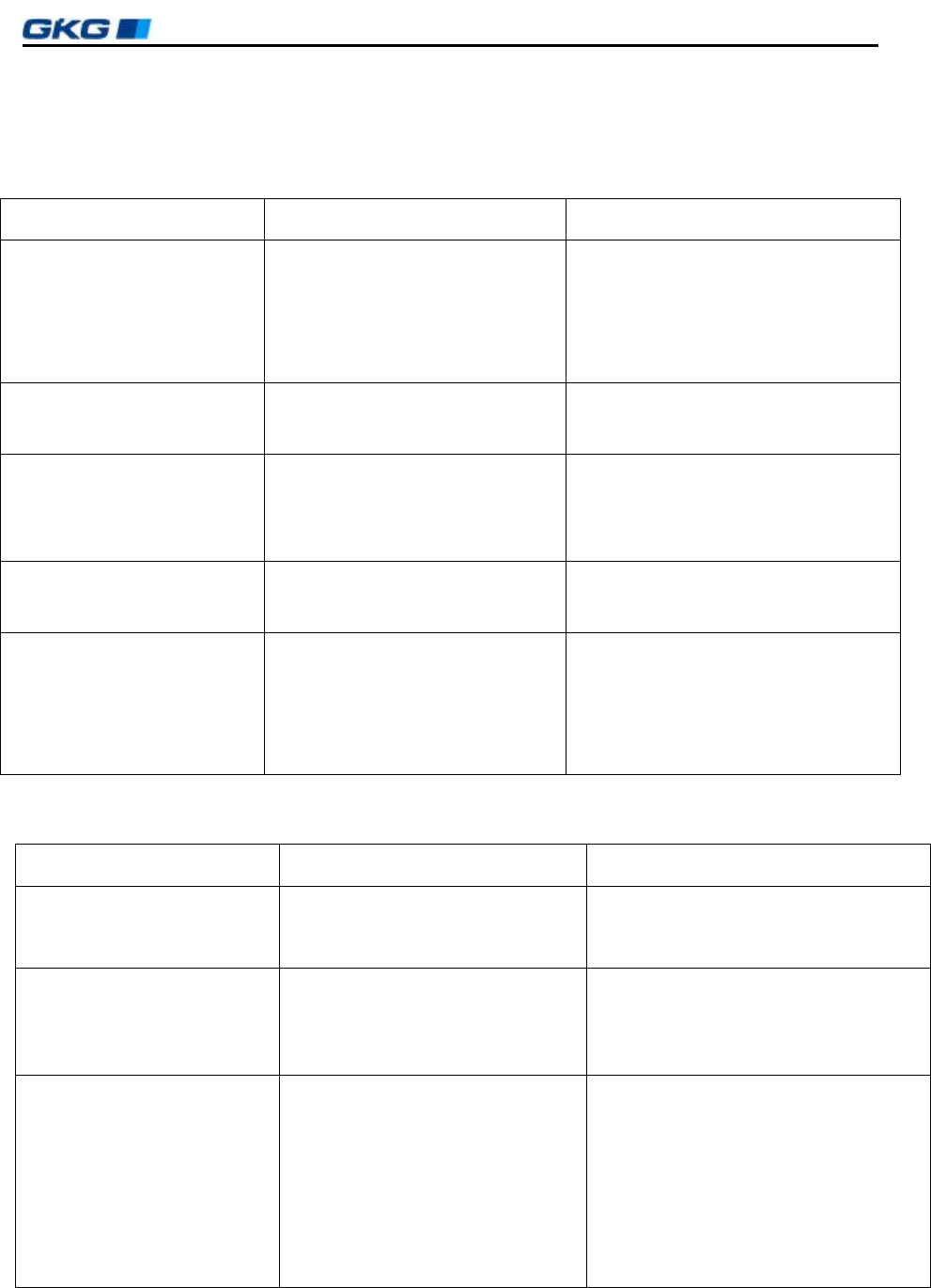
图 3-8 运输平带张紧
µ 检查两运输导轨上的皮带;
µ 松开两导轨右端外侧的两个皮带张紧轮调节螺钉;
µ 向内或向外移动两个张紧轮位置;
µ 用手试压传送带,感觉松紧适宜即可;
µ 拧紧张紧轮调节螺钉。
运输带松紧调节螺钉
运输导轨

凯格精密机械有限公司
- 18 -
第三章
维护与保养
注意:
调整时不能使运输传送带伸长。
3.3.6 Camera Drive Y
µ 检查 Camera Drive Y 轴导向丝杆的磨损情况;
µ 清洁并润滑导向丝杆;
µ 检查直线导轨的磨损情况;
µ 用棉布清洁直线导轨;
µ 用润滑油脂润滑直线导轨,从奶嘴处向滑块中加注润滑油脂。
3.3.7 Camera Drive X
µ 取下 Camera Drive X 导向丝杆盖板;
µ 检查导向线杆磨损情况,用不起毛棉布清洁导向丝杆;
µ 用 THK 导轨丝杆专用润滑油稍加润滑导向丝杆;
µ 用棉布清洁直线导轨;
µ 用润滑油脂润滑直线导轨,从奶嘴处向滑块中加注润滑油脂;
µ 重新装好盖板。
凯格精密机械有限公司
- 19 -
第四章
常见故障分析与排除
第四章 常见故障分析与排除
4.1 操作控制系统
常 见 故 障 故 障 原 因 排 除 方 法
开机后机器没有任何动静:
三色灯无指示、电 脑屏幕无
显示
1) 机器后面主电源开关未打
开;
2) 总电源故障;
3) 指示灯故障。
1) 打开电源开关;
2) 检查总电源开关及线路;
3) 更换指示灯。
设备不能启动
1) 电控箱内的保险丝熔断;
2) 其他故障。
1) 更换保险丝;
2) 按照电脑屏幕指示排除故障。
计算机启动不了
1) 启动器里有软盘;
2) 操作系统故障,运行文件丢
失。
1) 将启动器里软盘取出;
2) 重新安装机器操作软件。
设备动作间断,一个流程无
法完成
1)相应的传感器失灵,可能是
光电开关上覆盖了灰尘所致。
1)将其擦拭干净即可恢复正常。
气缸没有动作
1) 空气压力不够;
2) 气路管道漏气或堵塞;
3) 控制线路接触不良。
1) 检查总气源压力;
2) 检查空气过滤器及气路管道;
3) 检查控制该气缸的电磁阀的控
制电压和信号。
4.2 运输系统:
常 见 故 障 故 障 原 因 排 除 方 法
PCB 进板停留在等待位置
1)运输导轨上已经有 PCB 板。
1)将导轨上 PCB 板取出后重新操
作。
运输时间超时
1) 运输皮带打滑;
2) 运输马达故障或运输单元控
制故障。
1) 调整运输皮带松紧;
2) 检查运输电机。
印刷完后 PCB 板没有
被释放
1) 送入调宽马达驱动器的信号
信接触不良;
2) 驱动器故障;
3) 传输皮带松或皮带脱落;
4) 运输马达故障;
5) 宽度调节超出极限。
1) 检查线路;
2) 更换驱动器;
3) 调整皮带松紧;
4) 维修或更换运输马达;
5) 检查极限传感器。