00197740-12_FeatureDescription_SR7xx_R20-2_DE.pdf - 第142页
Stationssoftware 7xx bis 7 14.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020 142 8.20 Mehrere LDU-X-Module auf einem Tisc h Mehrere LDU-X-Module können a uf einem Tisch gestellt werden. Diese Funktion wird von de r St…
Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
141
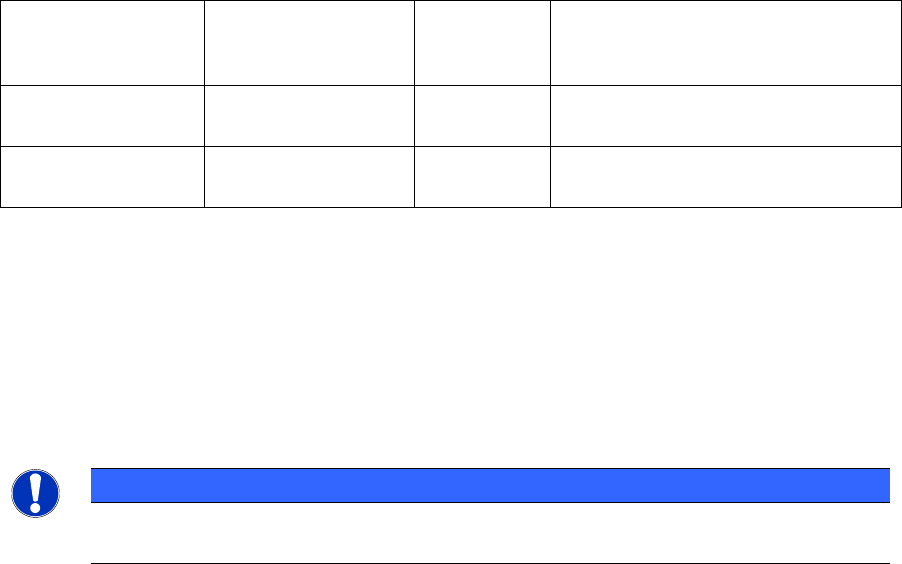
In SIPLACE Pro gibt es für diesen Förderer zwei Förderertypen:
Förderertyp in
SIPLACE Pro
Merkmale
Max.
BE-Höhe +
Magazin
Förderertyp in Stationssoftware
Multiple JEDEC
Tray Feeder 14
14 Ebenen /
Flächenmagazine
12,0 mm
Multiple JEDEC Tray Feeder
Multiple JEDEC
Tray Feeder 18
18 Ebenen /
Flächenmagazine
7,6 mm
Multiple JEDEC Tray Feeder
Tabelle 8-1: Förderertypen Multiple JEDEC Tray Feeder
Der Förderertyp mit 14 Ebenen pro Kassette ist für das Fördern von hohen Bauelementen
vorgesehen. In der Stationssoftware wird nicht zwischen den Förderertypen mit 14 bzw. 18 Ebenen
pro Kassette unterschieden, es wird immer die volle Kapazität mit 18 Ebenen pro Kassette
angenommen. An der Station wird für beide Varianten Multiple JEDEC Tray Feeder als
Förderertyp angezeigt.
Wenn die Rüstkontrolle nicht eingesetzt wird, werden die Einstellungen der Ebenen für die
jeweiligen Flächenmagazine an der Station auch nach einem Neustart erhalten.
HINWEIS
Ein Auslassen von Ebenen für hohe Bauelemente ist nicht vorgesehen. Hierfür sind die
verschiedenen Kassettentypen zu verwenden.
8.19.2 JEDEC Tray Stack Feeder
Der neue Förderer JEDEC Tray Stack Feeder wird auf dem Bestückautomaten SX1/SX2 V2 und
den Bestückautomaten der SIPLACE X-Serie S unterstützt. Dieser Förderer ähnelt dem Förderer
"Traystack Feeder AX", hat aber eine längere Zuführachse.
JEDEC Tray Stack Feeder kann an den gleichen Positionen wie der Multiple JEDEC Tray Feeder
gerüstet werden.
8.19.3 SIPLACE Wafer-Systeme 12 1&3 und 12 2&4
Die SIPLACE Wafer-Systeme 12 1&3 und 12 2&4 werden auf den Bestückautomaten der CA-Serie
unterstützt. Siehe Abschnitt 8.1.

Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
142
8.20 Mehrere LDU-X-Module auf einem Tisch
Mehrere LDU-X-Module können auf einem Tisch gestellt werden. Diese Funktion wird von der
Stationssoftware unterstützt. Die LDU_X-Module können mit unterschiedlichem
Verarbeitungsmaterial und Flussmitteldicke ausgestattet sein.
SIPLACE Pro überwacht dabei, dass der ganze Dipp-Bereich erreicht werden kann und erlaubt
keine LDU-X-Position außerhalb des Kopf-Verfahrbereichs.
In der Rüstung werden so viele LDU-X-Module pro Tisch angelegt, wie in SIPLACE Pro definiert
sind.
8.21 FCCS-Kalibrierung in der Linie
Zum Abgleich der Helligkeitswerte der Kameras innerhalb einer Linie, kann eine FCCS-
Kalibrierung durchgeführt werden.
Wenn die zu kalibrierende Maschine in einer Linie steht, ist es jetzt möglich, das FCCS-Magazin
von der Vorgängermaschine zu übernehmen und für die Entnahme an das Ende der Linie zu
transportieren.
WARNUNG
Da der Transport des Magazins mit dem Kalibrierteil ohne Bedienereingabe erfolgt, muss
die ganze Linie in den FCCS-Modus geschaltet werden!
An allen Maschinen der Linie werden über die FCCS-GUI entweder Kameras für die FCCS-
Kalibrierung oder nur der Durchtransportmodus ausgewählt. Dadurch wird automatisch die
korrekte Breite für die verwendete Transportspur eingestellt. Alle Vorbedingungen (z.B. Support-
Pins entfernen, Leiterplatten ausfahren) müssen soweit erfüllt sein, dass an allen Maschinen der
Linie das Magazin im Eingabeband erwartet wird.
An der ersten Maschine muss das FCCS-Magazin manuell eingelegt werden. Die Kalibrierung
startet automatisch und das Magazin wird nach dem Speichern/Verwerfen der Ergebnisse in die
nächste wartende Maschine weitertransportiert, an der die Kalibrierung automatisch gestartet wird.
Maschinen, die sich im Durchtransportmodus befinden, transportieren automatisch das Magazin
zur nachfolgenden Maschine weiter.
Am Ende der Linie bleibt das Magazin im Ausgabeband liegen und kann manuell entnommen
werden.
Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
143
8.22 Virtuelle Inkpunkt-Bearbeitung
Ab dieser Stationssoftware-Version können virtuelle Inkpunkte über ein externes Manufacturing
Execution System (MES) und dem SIPLACE Board Gate Keeper (BGK) ermittelt und für die
Stationen in der Linie über die Funktion Whisper Down the Line (WDTL) freigegeben werden.
Somit müssen die Inkpunkte nicht mit der LP-Kamera an jeder Station in der Linie gelesen werden.
Das MES enthält die Inkpunkt-Information. Der BGK erfragt die Inkpunkt-Information vom MES und
verhält sich dann wie eine vorhergehende Station zu der ersten Station in der Linie. Der LP-
Barcode und die Inkpunkt-Information werden über WDTL vom BGK an die erste Station
übermittelt. Anschließend wird die Inkpunkt-Information über WDTL von der ersten Station an die
nachfolgenden Stationen weitergegeben.
Voraussetzungen
– SIPLACE Pro-Version ab 11.1
– Die Lizenz "Whispering Down the Line" ist für jede Station in der Linie erforderlich.
– Die Option Whisper Down the Line muss für alle Stationen aktiviert sein.
– Die Funktion Externe virtuelle Inkpunkt-Bearbeitung muss in SIPLACE Pro aktiviert sein.
Einschränkungen
– Physische und virtuelle Inkpunkte dürfen nicht gemischt werden.
– Die Leiterplatte darf keine aktiven Inkpunkte enthalten.
8.23 Meldeleuchten und akustische Signale – Erweiterungen
Die Bestückautomaten sind mit Meldeleuchten ausgestattet, über welche der Bediener den
Maschinenstatus erkennen kann. Abhängig vom Maschinentyp, können die Meldeleuchte-Systeme
zweifarbig (grün / weiß) oder dreifarbig (grün / gelb / rot) sein.
Die jeweils aktive Konfiguration des Meldeleuchte-Systems kann manuell über die Schaltfläche
Verteilen in den Benutzereinstellungen an SIPLACE Pro hochgeladen und von dort auf alle zu
dem Zeitpunkt eingeschalteten Bestückutomaten der gesamten Linie verteilt werden.
Voraussetzungen:
– Verbindung zu SIPLACE Pro ist hergestellt.
– Die aktuelle Sitzung ist gültig.
– Alle Bestückautomaten der Linie sind mit dem gleichen Meldeleuchte-System (zweifarbig oder
dreifarbig) ausgestattet.
Für das dreifarbige Meldeleuchte-System kann optional ein akustisches Signal eingebaut werden.
Wenn das akustische Signal aktiv ist, wird eine entsprechende Schaltfläche in der Ansicht
Produktion auf der GUI eingeblendet, über die das Signal ausgeschaltet werden kann.
Wenn der Bediener den Stopp-Taster an der Maschine betätigt oder die Haube öffnet, wird das
Signal automatisch ausgeschaltet.