00197740-12_FeatureDescription_SR7xx_R20-2_DE.pdf - 第40页
Stationssoftware 7xx bis 7 14.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020 40 Die kontrollierte LP-Übergabe wird in S IPLACE Pro eingestellt und wird in der GUI auf der Bedienebene " Er weiterte Produktion &quo…
Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
39
5.9 Automatischer Produktwechsel (LP-Barcode-Betrieb)
Im LP-Barcode-Betrieb fordert die Station den Auftrag mittels eines gelesenen Leiterplatten-
Barcodes beim LineControl an. Sobald der Auftrag vom LineControl vorgegeben wurde und auf der
Station produktiv geworden ist, beginnt die Station automatisch mit der Bestückung. Auf diese
Weise können verschiedene Produkte gleichzeitig bestückt werden, ohne dass der Bediener sich
um die Vorgabe des passenden Auftrags kümmern muss. In der Grundansicht wird der aktive LP-
Barcode-Betrieb durch ein entsprechendes Symbol angezeigt.
Wenn kein Barcode gelesen werden konnte, meldet der Barcode-Leser einen Lesefehler an die
Stationssoftware und ein Dialog wird geöffnet in dem der Bediener den Barcode manuell eingeben
kann. Über OIS können die bereits gelesenen LP-Barcodes angezeigt werden. Durch Klicken auf
ein Leiterplattensymbol in der Grundansicht der Stationssoftware kann außerdem der gelesene
Barcode zu dieser Leiterplatte angezeigt werden.
In SIPLACE Pro kann eingestellt werden, wie die Leiterplatte behandelt werden soll, wenn im
LineControl keine Losdaten zu einem Barcode vorhanden sind:
– Die Leiterplatte wird in die Ausgabesektion der Maschine transportiert, falls vorhanden. Der
Bediener wird dazu aufgefordert, die Leiterplatte manuell zu entnehmen. Falls die Maschine
keine Ausgabesektion hat, aus der die Leiterplatte entnommen werden kann, wird die
Leiterplatte zur nächsten Maschine transportiert, die eine Ausgabesektion hat.
– Die Leiterplatte wird ohne Bearbeitung ans Ende der Bestücklinie transportiert.
Der LP-Barcode-Betrieb ist auch mit synchronem Doppeltransport möglich.
5.10 Kontrollierte LP-Übergabe zwischen Bestückautomaten
Bei diesem Leistungsmerkmal werden die Individualdaten einer Leiterplatte von einem
Bestückautomaten zu einem anderen übertragen ("Whispering-Down-the-Line"). Die
Individualdaten einer Leiterplatte (z.B. Inkpunkte, Barcode, LP-Status, Markierung für abgebrochen
etc.) werden in einem logischen Behälter gesammelt, der mit einer physikalischen Leiterplatte
verknüpft ist. Bei der physikalishen Übergabe einer Leiterplatte an einen Bestückautomaten wird
auch der Inhalt des logischen Behälters (oder Teile davon) übergeben. Die kontrollierte LP-
Übergabe wird für Linien unterstützt, die mit Stationssoftware 704 betrieben werden und wird u.a.
aus folgenden Gründen benötigt:
1. Notwendige Übergabe von Leiterplattenzuständen (z.B. Abbruch, Inspektion) aufgrund nicht
möglicher Maschinenzugänglichkeit (Leiterplatten können nicht zwischen zwei Bestück-
automaten entnommen werden).
Da die Bestückautomaten der SX-Serie keine Rücksäcke haben, sind Leiterplatten am Anfang
und Ende einer Maschine nicht zugänglich und Leiterplatten können zwischen zwei SX-
Bestückautomaten nicht aus der Linie genommen werden. Abgebrochene Leiterplatten werden
deswegen durch die Linie transportiert, bis zu einer Maschine, deren Ausgabesektion
zugänglich ist. Eine Station muss nun wissen, ob eine ihr übergebene Leiterplatte in einer
Vorgänger-maschine abgebrochen wurde, um entscheiden zu können, ob sie die Leiterplatte
bestücken oder nur durchtransportieren soll. Diese Information ist Teil der Individualdaten einer
Leiterplatte.
2. Leistungssteigerung der Linie durch Reduktion von Nebenzeiten (aus Genauigkeitsgründen
werden nur Inkpunkt-Messungen übertragen)
Durch das Übertragen der Information, welche Teilschaltungen bestückt werden sollen, braucht
nur noch der erste Bestückautomat einer Teillinie Inkpunkte messen.
3. Auslagerung von Funktionalitäten aus einem SIPLACE-Bestückautomaten, wie z.B. Barcode-
Lesern
Durch das Übertragen des Barcodes zwischen den Bestückautomaten reduziert sich die
Anzahl der benötigten Barcode-Leser auf den ersten Bestückautomaten in einer Teillinie.
Hierdurch ist LP-Barcode-Betrieb auch ohne Barcode-Leser möglich.
Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
40
Die kontrollierte LP-Übergabe wird in SIPLACE Pro eingestellt und wird in der GUI auf der
Bedienebene "Erweiterte Produktion" unter "Einstellungen – Nachbarmaschinen anzeigen"
angezeigt. Hier werden die Vorgänger- und Nachfolge-Bestückautomaten sowie deren
Verbindungsstatus visualisiert. Im Falle einer Verbindungsunterbrechung oder einer nicht
funktionierender Leiterplattenübergabe wird der Bediener zur Fehlerbehebung über entsprechende
Dialoge geführt.
5.11 Unterstützung des Bestückautomaten SX4
Die Stationssoftware unterstützt den Bestückautomaten SX4.
Beim ersten Hochfahren des Bestückautomaten SX4 muss der Bediener in der Autokonfiguration
bei "Maschinenrahmen" den Eintrag "SX4 High Speed" auswählen, wenn die Maschine im
Bearbeitungsbereich2 Tische in äußerer Lage hat, was nicht automatisch über Sensoren erkannt
werden kann. Tische in äußerer Lage werden verwendet, wenn stationäre Kameras eingesetzt
werden. Ansonsten muss der Eintrag "SX4 Speed" ausgewählt werden.
5.12 Service-Positionen für Bestückköpfe
Neue Bestückköpfe C&P20A und CPP werden mit einer Kopfmarkierung versehen, die die
jeweilige Service-Position anzeigt. Die Kopfmarkierung befindet sich direkt auf dem Bestückkopf
und wird in den Einzelfunktionen durch ein weißes Dreieck gekennzeichnet. Die Service-Position
kann eingestellt werden.
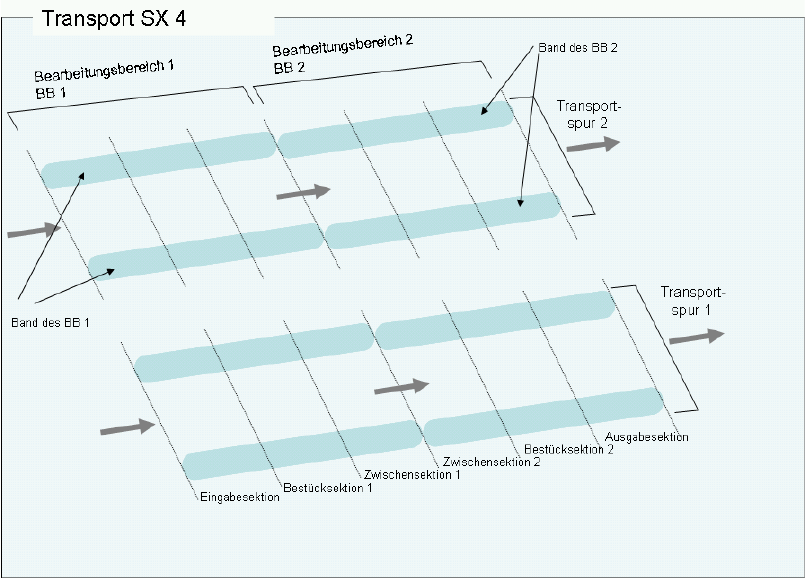
5.13 Unterstützung des Transporttyps SX4
Die Stationssoftware unterstützt den neuen Transporttyp SX4 mit 2 Transportspuren und 6
Sektionen (Sektionen = ehemals Bänder).
Abbildung 5-2: Transporttyp SX4
Stationssoftware 7xx bis 714.0 (R20-2) / Funktionsbeschreibung Ausgabe 11/2020
41
5.13.1 Flexibles Sektionenmodell in der Transportschnittstelle
Damit eine variable Anzahl von Sektionen unterstützt werden kann, wurde die
Transportschnittstelle um ein flexibles Sektionenmodell erweitert. Das Sektionenmodell unterstützt
bis zu 6 Sektionen und den entsprechenden Leiterplattenmeldungen und den zugehörigen Daten,
wie z. B. Stopp-Positionen.
SX1/2: 3 Sektionen (Eingabesektion, Bestücksektion, Ausgabesektion)
X4/X4i: 5 Sektionen (Eingabesektion, Bestücksektion 1, Zwischensektion 1, Bestücksektion 2,
Ausgabesektion)
SX4: 6 Sektionen (Eingabesektion, Bestücksektion 1, Zwischensektion 1, Zwischensektion 2,
Bestücksektion 2, Ausgabesektion)
5.13.2 Stopp-Positionen für feste Transportwange - Transportkonfigurationen
Alle zugelassenen Transportkonfigurationen für die Bestückautomaten der X- und SX-Serien sind
in der folgenden Tabelle aufgeführt:
Frame
Mittelabstand feste Wange in mm
191
230
231
234,2
254
256
268
270
281
341
Benutzer-
definiert
X,
Einfach
-
X
-
-
X
-
X
-
-
-
X
X,
Doppel
-
-
-
X
X
-
X
-
-
-
X
X,
Quad
Lane
-
-
-
-
-
-
X
-
-
-
X
SX1/2,
Einfach
X
-
X
-
-
X
-
-
X
-
-
SX1/2,
Doppel
-
-
-
X
X
-
X
-
X
-
X
SX4,
Doppel
-
-
-
-
-
-
X
-
X
X
X
SX4,
Quad
Lane
-
-
-
-
-
-
-
X
X
X
X
Tabelle 5-1: Stopp-Positionen für feste Transportwange - Transportkonfigurationen
5.14 LDU_X-Modul – Mehrfaches Rakeln, Warnungen
Abhängig von der Konsistenz des Flussmittels genügt ein einzelner Rakel-Vorgang nicht, um
anfänglich das Flussmittel gleichmäßig zu verteilen. In folgenden Fällen können deshalb gleich
mehrere Rakel-Vorgänge auf einmal angestoßen werden:
– beim Schließen des Sicherheitskreises der Maschine (z.B. nachdem die Haube geöffnet
wurde)
– wenn der Bediener über die GUI einen Rakel-Vorgang anstößt
In anderen Fällen wird nur einmal gerakelt.