00194103-01.pdf - 第88页
3 Technical data User Manual S IPLACE F5 H M 3.9 Placement heads Software Version SR.408.xx 03/2006 US Edition 88 3.9 Placem ent heads 3.9.1 St ructure of th e 12-segment Colle ct&Place head 3 Fig. 3.9 - 1 Structure …
User Manual SIPLACE F5 HM 3 Technical data
Software Version SR.408.xx 03/2006 US Edition 3.8 Gantry
87
3.8.3 Technical data for the X axis
3.8.4 Structure of the Y axis
The Y axis essentially consists of the following main modules: 3
– Y axis three-phase AC servomotor
– Y axis toothed belt
– Y axis guide system
– Y axis measuring system
3
Each Y axis is driven by a three-phase AC servomotor. An anti-crash circuit prevents the travers-
ing paths of the gantries meeting. 3
3
3.8.5 Technical data for the Y axis
Drive Three-phase AC servomotor/toothed belt
Maximum speed 2.5 m/sec.
Traversing path 620 mm
Distance measuring system Metal linear scale
Scale length 646 mm
Resolution 1.0 µm
Drive Three-phase AC servomotor/toothed belt
Maximum speed 2.5 m/sec.
Travel range for the gantries 910 mm
Distance measuring system Metal linear scale
Scale length 970 mm
Resolution 1.0 µm
3 Technical data User Manual SIPLACE F5 HM
3.9 Placement heads Software Version SR.408.xx 03/2006 US Edition
88
3.9 Placement heads
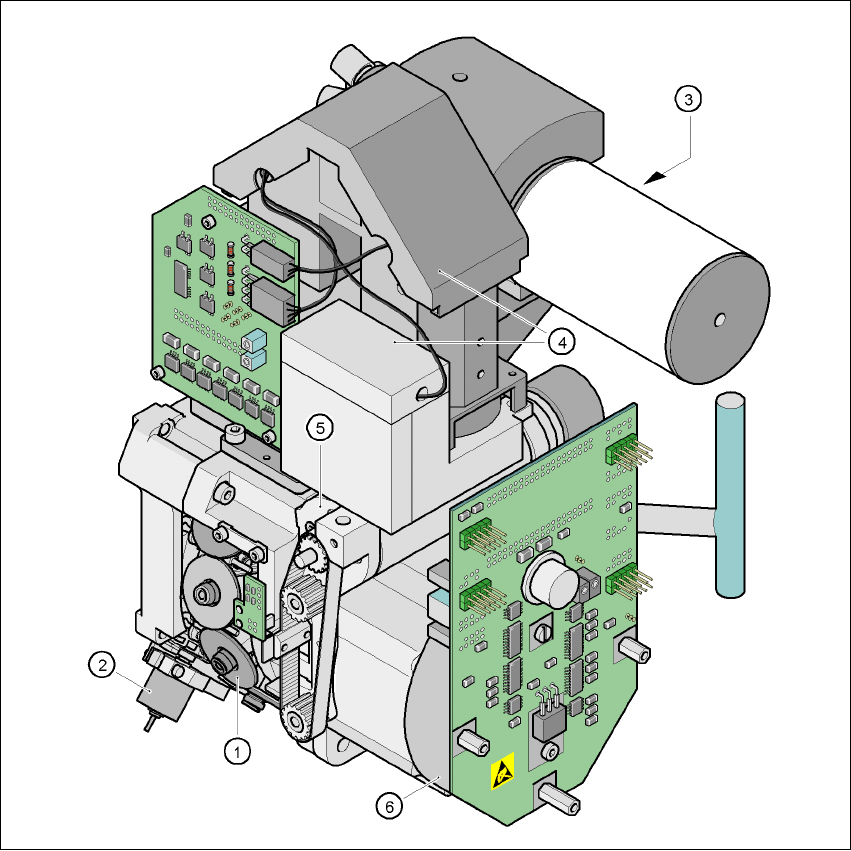
3.9.1 Structure of the 12-segment Collect&Place head
3
Fig. 3.9 - 1 Structure of the 12-segment Collect&Place head
All the components are inserted with the same cycle time. Before the component is inserted, it is
measured by the optoelectronic vision module. 3
(1) Star with 12 sleeves (2) Motor for "Reject" valve adjustment drive
(3) Turning station (4) Component vision module
(5) Z axis drive (6) Star motor
User Manual SIPLACE F5 HM 3 Technical data
Software Version SR.408.xx 03/2006 US Edition 3.9 Placement heads
89
– The component vision camera creates an image of the current component.
– The precise position of the component is also determined.
– The package form of the current component is compared against the programmed package
form in order to identify it. Any components that cannot be identified are rejected.
– The turning station turns the component to the required placement position.
3.9.2 Description of the 12-segment Collect&Place head
– The 12-segment Collect&Place head works using the "collect & place" principle, i.e. the com-
ponents are held by the nozzles with the aid of a vacuum and, after one complete pick-up cycle,
are placed gently and accurately on the PCB with the aid of forced air. The vacuum in the noz-
zles is also checked several times to determine whether the components were picked up and
set down correctly.
– The "adaptive" sensor stop mode of the z axis compensates for any irregularity of the PCB sur-
face when the components are set down.
– Defective components are rejected and are picked up again during a repair run.
3.9.3 Technical data for the 12-segment Collect&Place head
3
Range of components 0201
a)
to 18.7 x 18.7 mm² including BGA, µBGA,
flip-chip, TSOP, QFP, PLCC, SO to SO32, DRAM
Max. height 6 mm
Min. lead pitch 0.5 mm
Min. bump pitch 0.35 mm
Min. ball/bump diameter 0.2 mm
Min. dimensions 0.6 x 0.3 mm²
Max. dimensions 18.7 x 18.7 mm²
Max. weight 2 g
Placement rate 11,000 comp/h
Programmable set-down force 2.4 to 5.0 N
Nozzle types 9 xx
Angular accuracy ± 0.525° / 3 σ, ± 0.70° / 4 σ, ± 1.05° / 6 σ
Placement accuracy ± 67.5 µm / 3 σ, ± 90 µm / 4 σ, ± 135 µm / 6 σ
a) With special 0201 kit