00900333-01_UM_ASM-ProcessLens_FR.pdf - 第48页
3 Description de la machine 3.1 Aperçu des sous-groupes 48 Manuel d'utilisation ASM ProcessLens 03/2021 3.1.2 Tête d'inspection Fig.33: Tête d'inspection 1 Sous-groupe Images (caméra et pièce de fixation …
3 Description de la machine
3.1 Aperçu des sous-groupes
Manuel d'utilisation ASM ProcessLens 03/2021 47
3 Description de la machine
3.1 Aperçu des sous-groupes
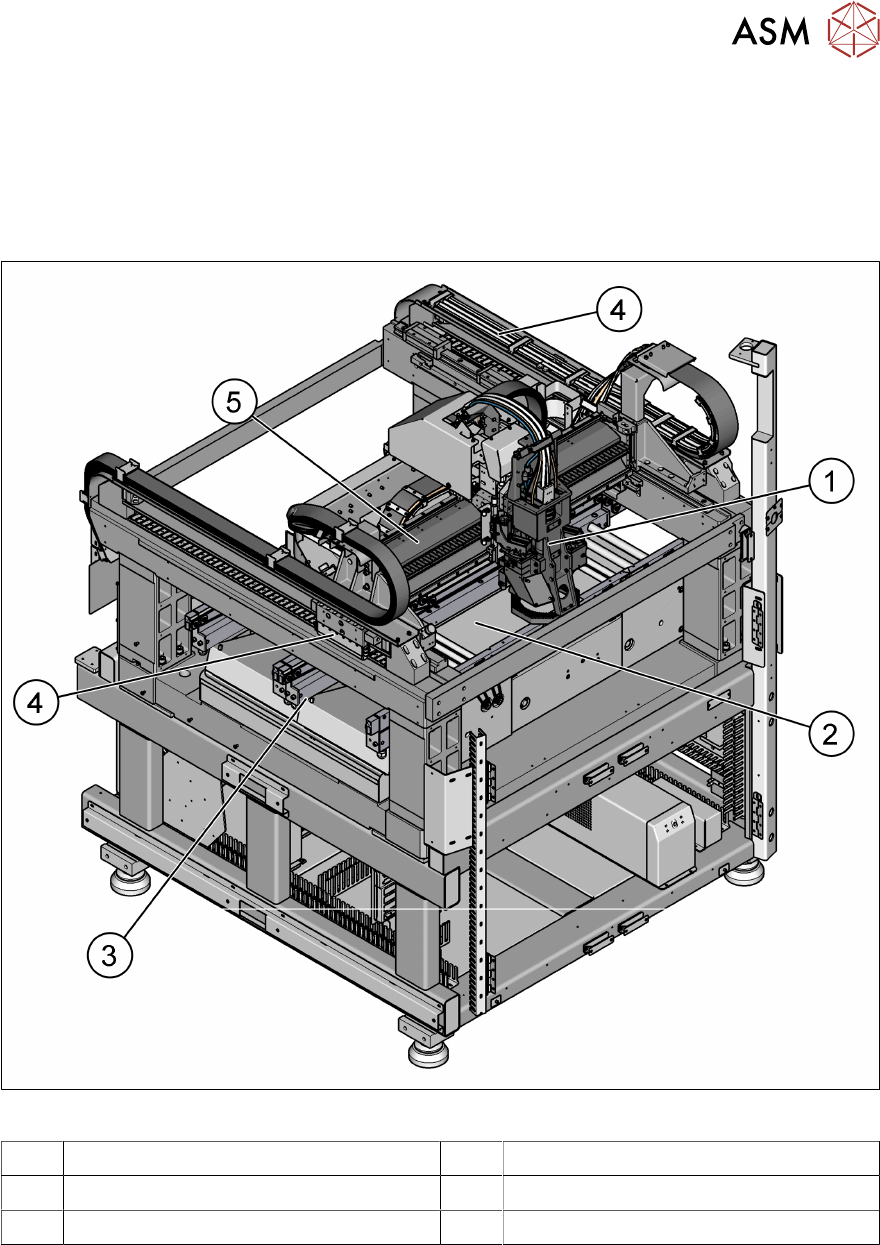
3.1.1 Aperçu des montages
Fig.32: Aperçu des montages
1 Tête d'inspection 2 Table élévatrice
3 Montage de convoyeur de CI 4 Déplacement Y pour la tête d'inspection
5 Déplacement X pour la tête d'inspection
3 Description de la machine
3.1 Aperçu des sous-groupes
48 Manuel d'utilisation ASM ProcessLens 03/2021
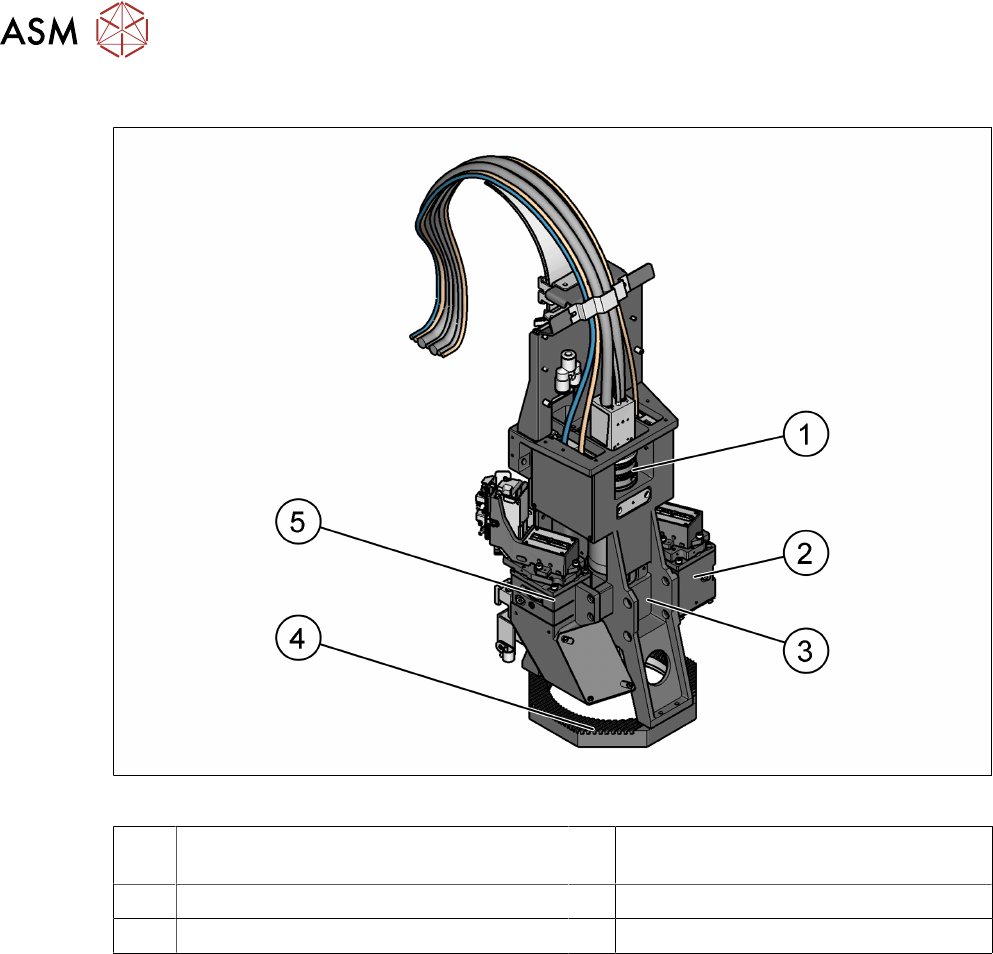
3.1.2 Tête d'inspection
Fig.33: Tête d'inspection
1 Sous-groupe Images (caméra et pièce de
fixation de la lentille)
2 Source droite de lumière 3D
3 Bague de LED supérieure 4 Bague de LED inférieure
5 Source gauche de lumière 3D
3.1.2.1 Description
Le sous-groupe de tête optique, qui réside dans le sous-groupe de portique, effectue la fonction de
prise de vues sur laquelle les résultats d'inspection attendus sont donnés.
Le sous-groupe de tête optique est divisé en 2 parties, le sous-groupe Projecteur DLP et le sous-
groupe Image. Le DLP projette des franges de largeurs et de fréquences différentes sur le circuit
imprimé, et le sous-groupe Image saisit les images et le système reconstitue l'objet 3D en se ba-
sant sur les images qui ont été prises.
3 Description de la machine
3.1 Aperçu des sous-groupes
Manuel d'utilisation ASM ProcessLens 03/2021 49
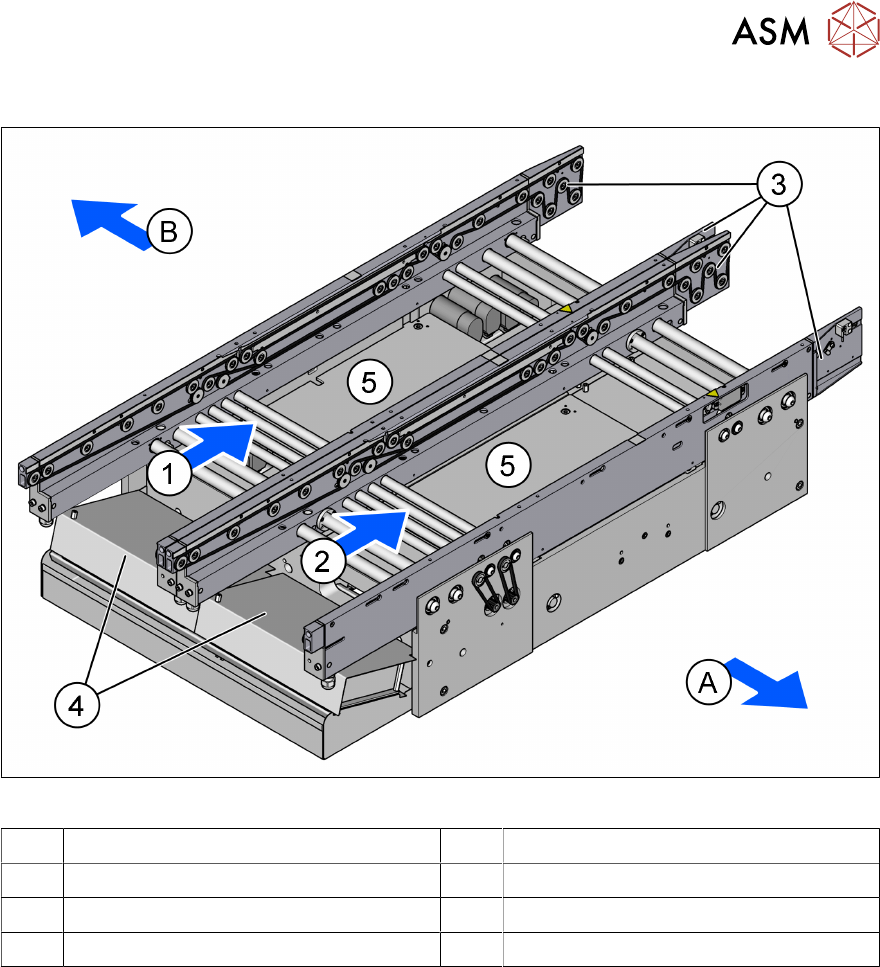
3.1.3 Montage de convoyeur double
Fig.34: Convoyeur double de circuit imprimé
A Côté avant de la machine B Côté arrière de la machine
1 Piste 1 2 Piste 2
3 Mâchoires du convoyeur 4 Organes de commande de convoyeur
5 Tables élévatrices
3.1.3.1 Description
Les convoyeurs de CI sont conçus comme des convoyeurs en trois parties avec les parcours d'en-
trée, de traitement et de sortie. Ces deux zones, convoyeur d'entrée et convoyeur de sortie,
servent de zone tampon pour les circuits imprimés.
Les convoyeurs sont mus par des moteurs à courant continu sans balais. Des barrages photoélec-
triques surveillent et contrôlent le transport des circuits imprimés. Une fois que le circuit imprimé a
atteint la zone de placement, il est freiné. Un barrage photoélectrique laser enregistre la position du
circuit imprimé. Dès que le circuit imprimé a atteint sa position cible, le convoyeur est stoppé et le
circuit imprimé est bloqué depuis le bas.
La largeur du convoyeur de circuit imprimé est réglée et surveillée par un circuit de contrôle inté-
gral. Elle peut être choisie en appelant le programme. L'électronique de commande active le mo-
teur d'entraînement jusqu'à ce que la largeur requise a été atteinte. Le réglage de la largeur est
donc indépendant d'autres composants de machine.
La hauteur de convoyeur peut être sélectionnée sur la machine pour permettre aux machines
d'être intégrées dans des lignes ayant une hauteur de convoyeur de 900, 930 ou 950 mm. La hau-
teur standard est de 930 mm.
La communication entre les convoyeurs de CI de chaque machine s'effectue via l'interface SMEMA
ou IPC-HERMES-9852.