JUKI_2050说明书_.pdf - 第200页
第 4 章 生产程 序制作 Rev03 3) 数值 捡查回 选项) 指 定是否 检青电 阻值、 电容器 容量与 粮性, 及其判 定值. 可 对生产 前与元 件用完 后的量 初元 件 进行元 件童殖 检查 主 要用于 检查元 件的 船片 错误. 以百 分比的 形式设 置电阻 值与 电容器 容量相 时于 基准值 的判定 区域. 按基 准值、 单位 及判 定区域 (上 限、 下 商的藤 序进行 设置. 极性、 单位的 融入, 请从 下拉式 …
第
4
章
生产程
序制作
Rev03
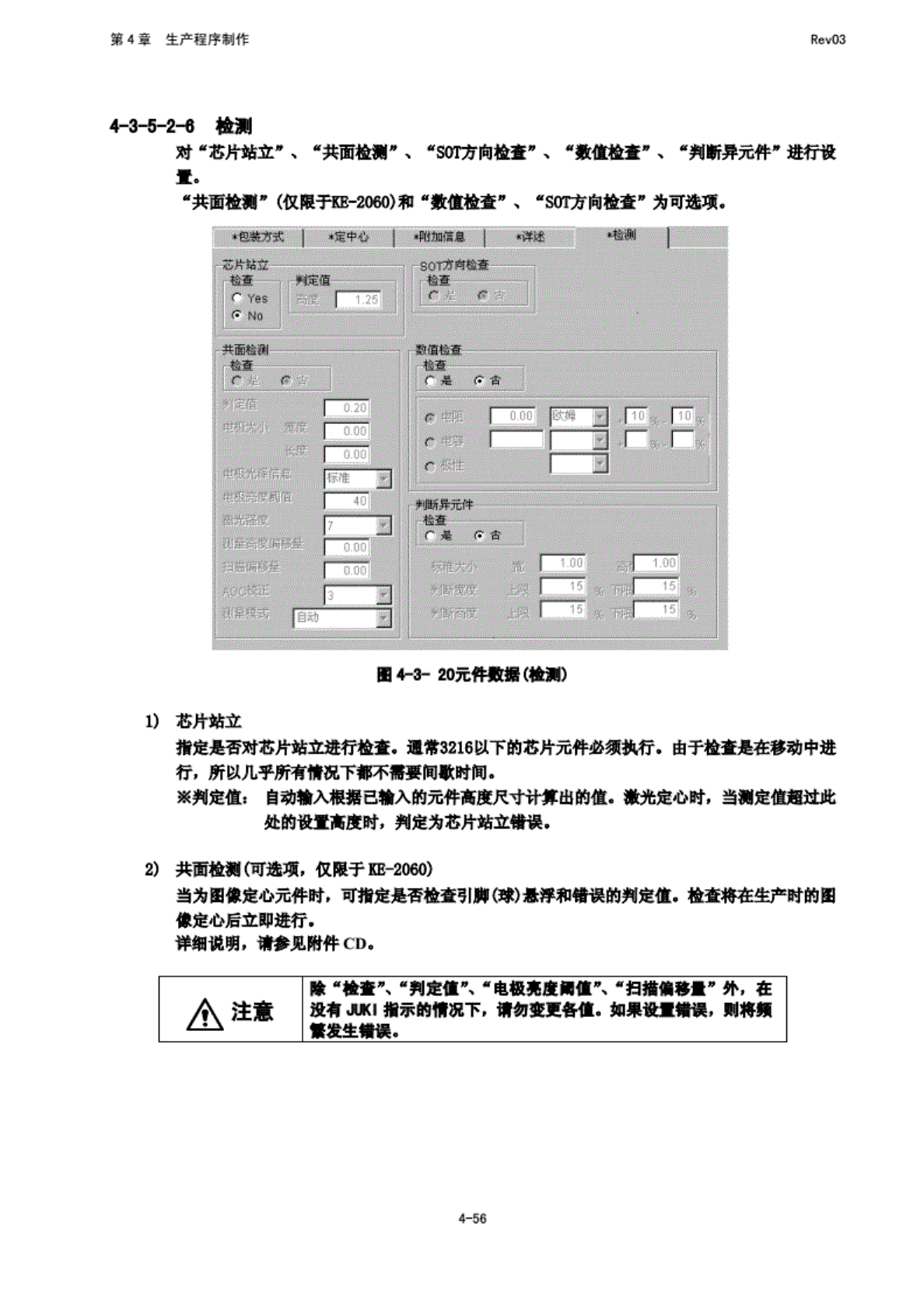
4-3~5-2T
检测
对
“后
片站
立”
、
检##
、
丝01
方向
检交#
、
.数值
检查*
、
*
判
断弃元
件"
Wft
量口
税共面
报窝
*
(
仅限于
KE-2060)
和
“数值
检查”
、
"SOT
方向
检查*
为可
选项.
墨*:
H
.
切・
就叫
,.游
储宽度
利时
齐汇件
检有
广是
日古
M4-3-
加元件
依据
(廊
N)
1)
芯
片站立
指定
是否对
芯片站
立进行
检查.
通常
321
6以
下的芯
片元件
必零
执行.
由
于检查
是在移
动中进
行,
所以
几乎所
有簿
况下
都不
需要
间默
融间.
床判
定值;
自动
输入根
据已输
入的元
件商度
尺寸讨
算出的
信.
激光定
心时,
当测定
值超
过此
处的
设量高
度时,
判
定为芯
片站立
普误.
2)
共面
检测何
选项,
仅限于
KE-2060)
当
为图像
定心元
件时.
可指定
是否检
查引脚
8)
悬
浮和错
误的判
定值.
检查将
在生产
时的图
像定心
后立即
进行.
详细说
明,
请承
见附件
CD.
除
“横查
,"判
定值,
"电极
强度霸
值,
"
扫描偏
移・”
外,
在
没有
JUKI
指
示的情
况下,
请勿
变更势
值.
如果做
辑,
则将
H
震发生
错误.
4-56
第
4
章
生产程
序制作
Rev03
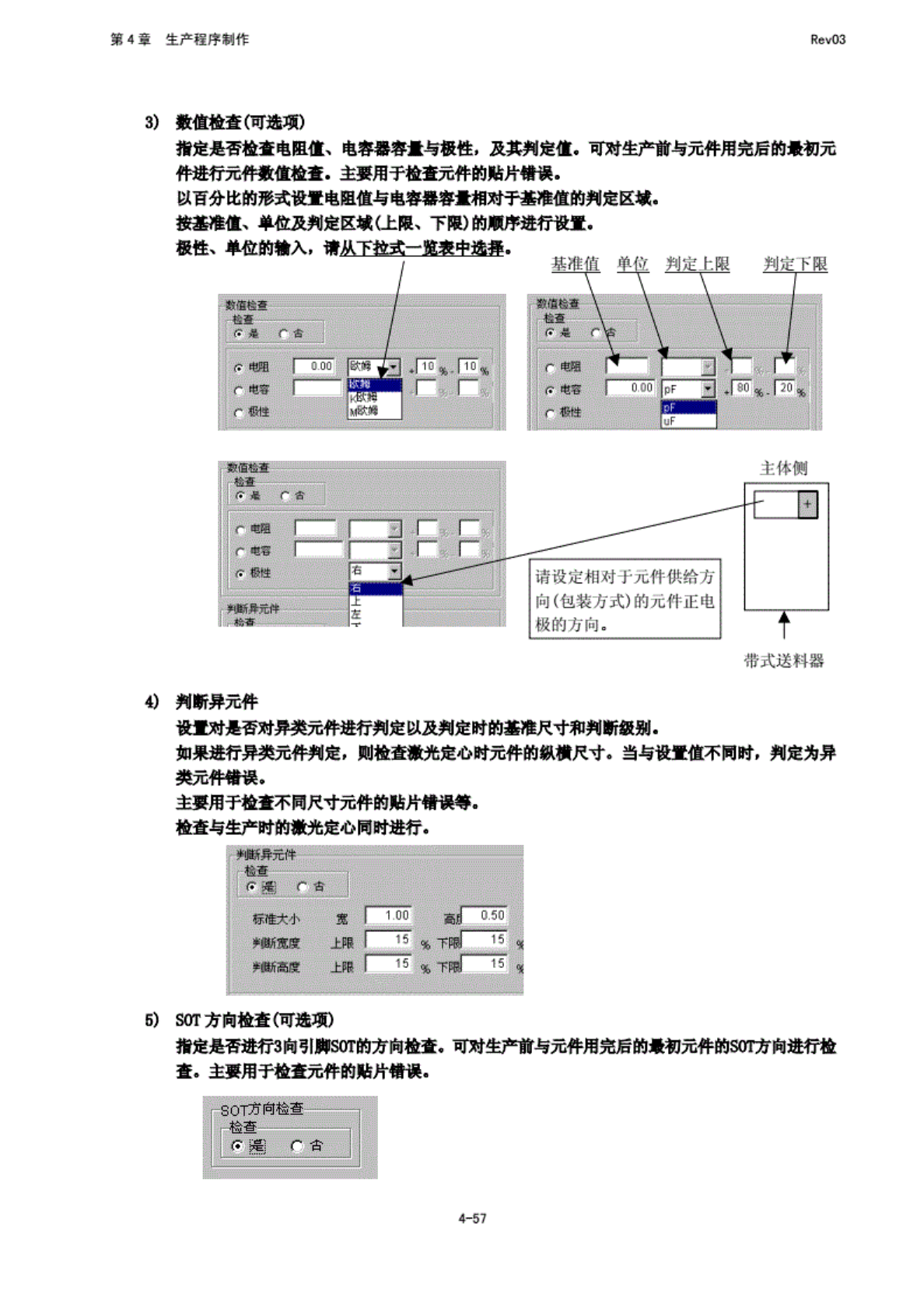
3)
数值
捡查回
选项)
指
定是否
检青电
阻值、
电容器
容量与
粮性,
及其判
定值.
可
对生产
前与元
件用完
后的量
初元
件
进行元
件童殖
检查
主
要用于
检查元
件的
船片
错误.
以百
分比的
形式设
置电阻
值与
电容器
容量相
时于
基准值
的判定
区域.
按基
准值、
单位
及判
定区域
(上
限、
下
商的藤
序进行
设置.
极性、
单位的
融入,
请从
下拉式
E
览表中
选邦.
带式
送料器
4
)
判断
异元件
设
置对是
否对异
类元件
进行
判定以
及判定
时的基
准尺寸
和判断
级别.
如果
避行异
类元件
判定,
则检酬
光定心
新元件
的纵横
尺寸,
当与设
置值不
河时,
判
定为异
主饕
用于检
查不同
尺寸元
件的贴
片错
误等.
检查
与生产
时的覆
光定心
同时进
往.
6)
SOT
方向
检查何
选项)
指
定是否
进伊
向引脚
88
的方向
检查.
可对
生产前
与元件
用完后
的最初
元件的
SOT
方向
进行检
查.
主震用
于检叠
元件的
贴片错
提.
4-57
第
4
章
生产程
序制作
Rev03
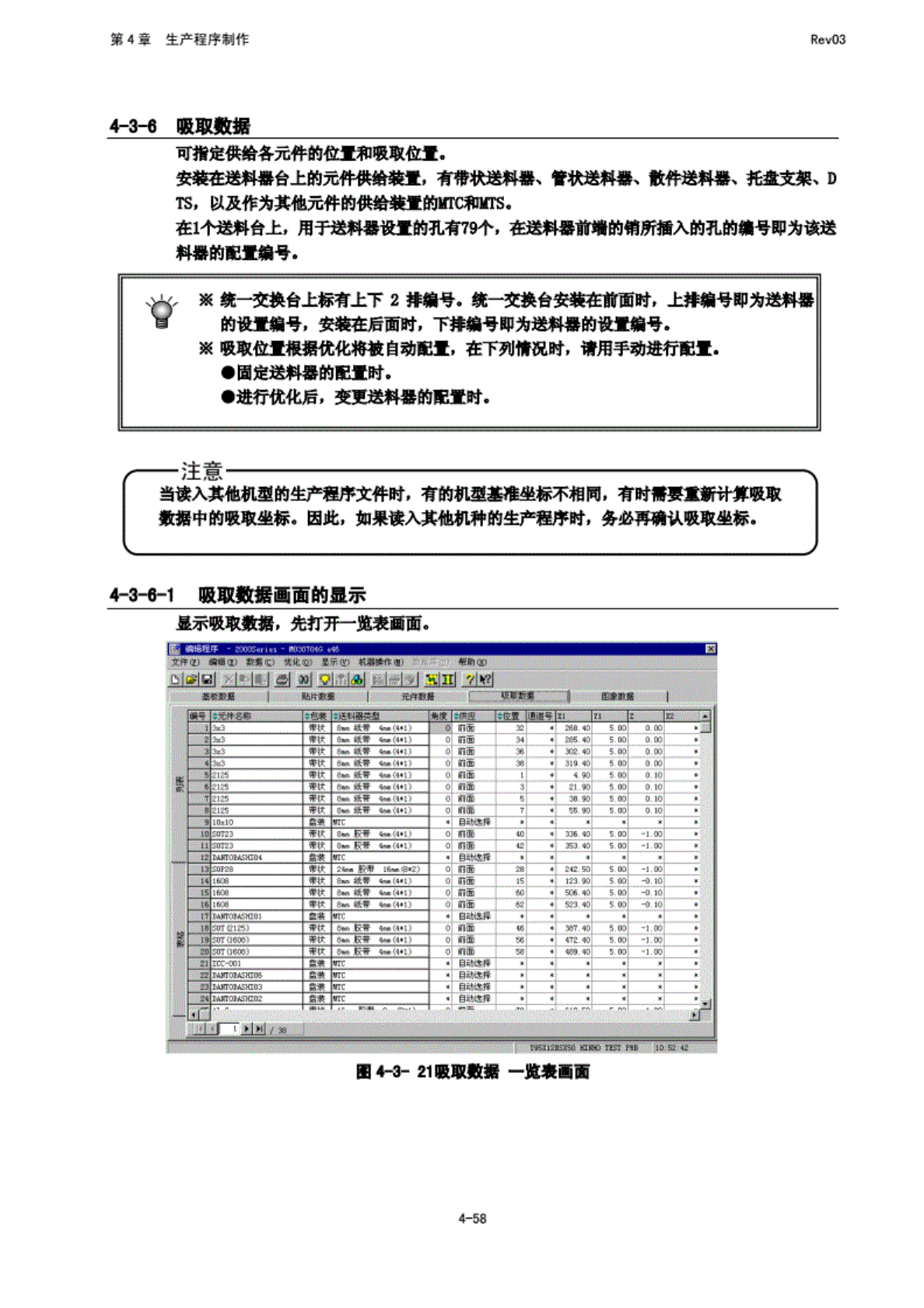
4-3~6
吸
取数据
可指定
供给各
元件的
位置和
吸取位
置.
安装
在送料
器台上
的元件
供给制
t,
有带状
送料黑
管状培
料器、
靓件送
科器、
游支
架、
D
TS,
以及
作为其
他元件
的供给
装置的
MTC
和
KTS.
在
1
个送料
台上.
用于塔
料器设
置的孔
和*
S
在送
料器
前端
的销所
插入
的孔的
编号即
为该送
料器
的配置
编号.
家
统
一交换
台上标
有上下
2
排
编号,
匏一交
换台安
装在前
面时.
上排编
号即为
送料器
的
设置编
号,
安
装在后
面时,
下排编
号即为
送料程
的设置
编号.
撅
吸
取位量
根据优
化将
被自
动配工
在下
列情况
时,
请用手
动进行
配置.
固
定送料
器的配
置时.
进
行优
化后,
变更送
料器的
国
置时,
—
注意
当读第
4
他机型
的生产
程序文
件时.
有的机
型基准
坐标不
相同,
有时需
3
汉薪
计算
吸取
数据中
的吸取
坐标.
因此,
如
果读入
其他机
种的生
产程序
时,
务
必再确
认吸取
坐标.
吸取数
据画面
的显示
防吸取
M
先打
尹览表
磕面二
TKKISftZKa
HIIHD
TET
MB
图
43
-
21
吸
取数据
一览
表画面
4-58