JUKI_2050说明书_.pdf - 第235页
第 4 章 生产程 序制作 Rev03 +MH-2T 曲片 顺序 指 定贴用 Bt 据 的排列 廉序是 按输入 顺序 显示, 还是 量换 为优化 结果. 占配 | 区域 ] 供 *1 我手排 片用 师户 | 不间 断丘行 | 2 顿 造帝 ] 指定选 版项 和光 化贴片 顺序. 数 据膜序 而 寻福菽 择丽丽 3 花 力,认 值探许 4 I 战》 的 欧 • 按生产 程序的 输入* 序分 理 的顺 序, 不改 变贴片 数据的 精列* 序…
第
4
章
生产程
序制作
Rev03
34T-2T
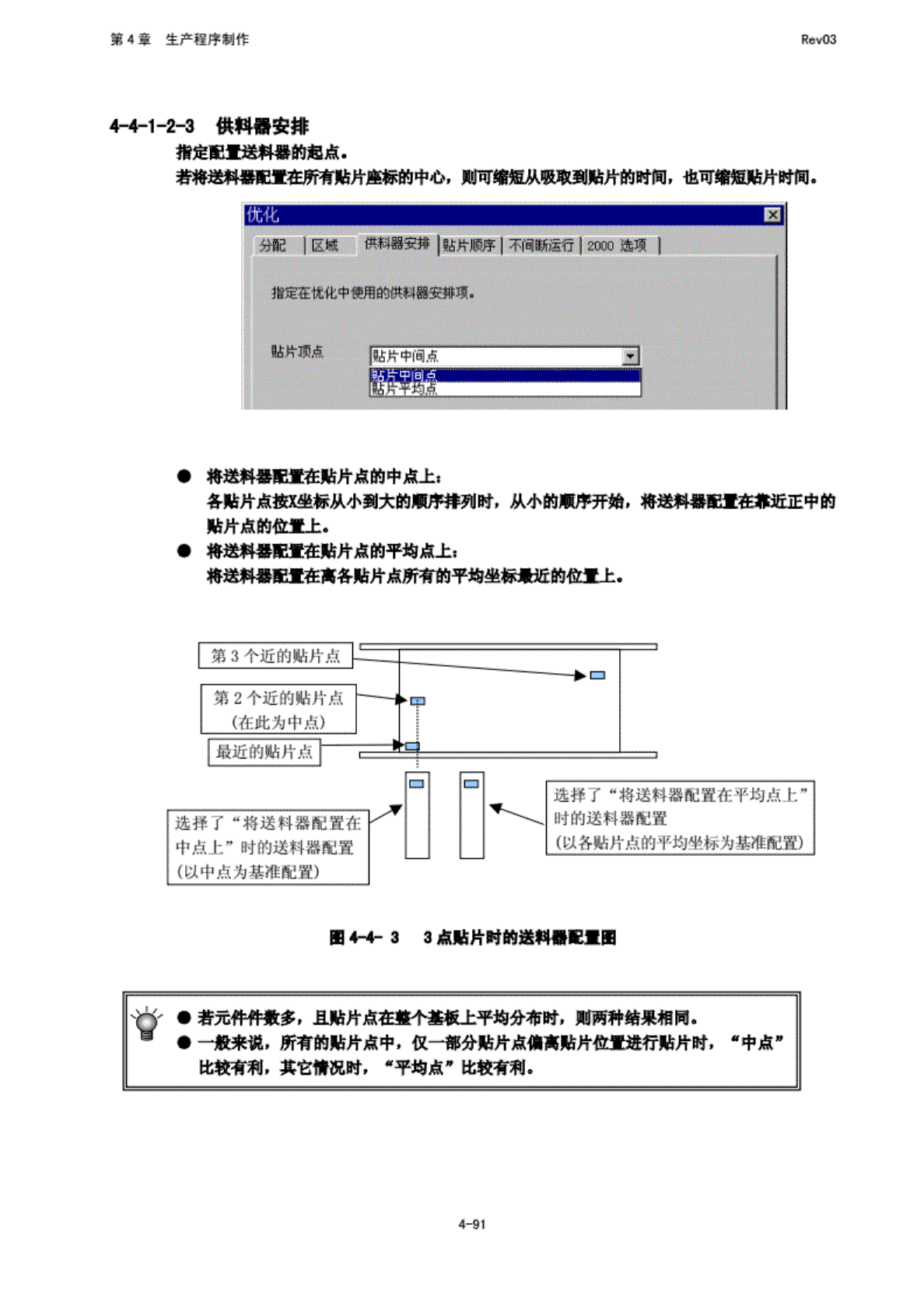
供料
圈安排
指定配
置送料
器的起
点.
若将
送料器
配置
在肺营
贴片座
标的中
心,
则可
聊从吸
取到贴
H
的
时间,
也可
哪贴
片府
间.
•
将送
料器配
置在贴
片点的
中点上
1
各贴
片点按
鹿标从
小到
大的题
序排费
IB*.
从小
的取序
开始,
将
送料器
配置在
靠近
正中的
贴片点
的位置
上.
•
将
送料错
配置在
贴片
点的平
均点上
r
将
送科舞
配置在
离各贴
片点所
有的平
均坐标
量近
的位
置上.
图
I-
3
8
点贴片
时的送
料网配
0
•
若
元件件
嫩多,
且
贴片点
在整个
基板上
平均命
布时,
则两
种结果
相同.
•
Tmt,
所有
的贴
片点中
仅
f
分贴
片点
偷离
贴片
位置
进行贴
片时,
0
中点*
比较
有利,
其它情
况时,
“平
均点*
比较有
利.
4-91
第
4
章
生产程
序制作
Rev03
+MH-2T
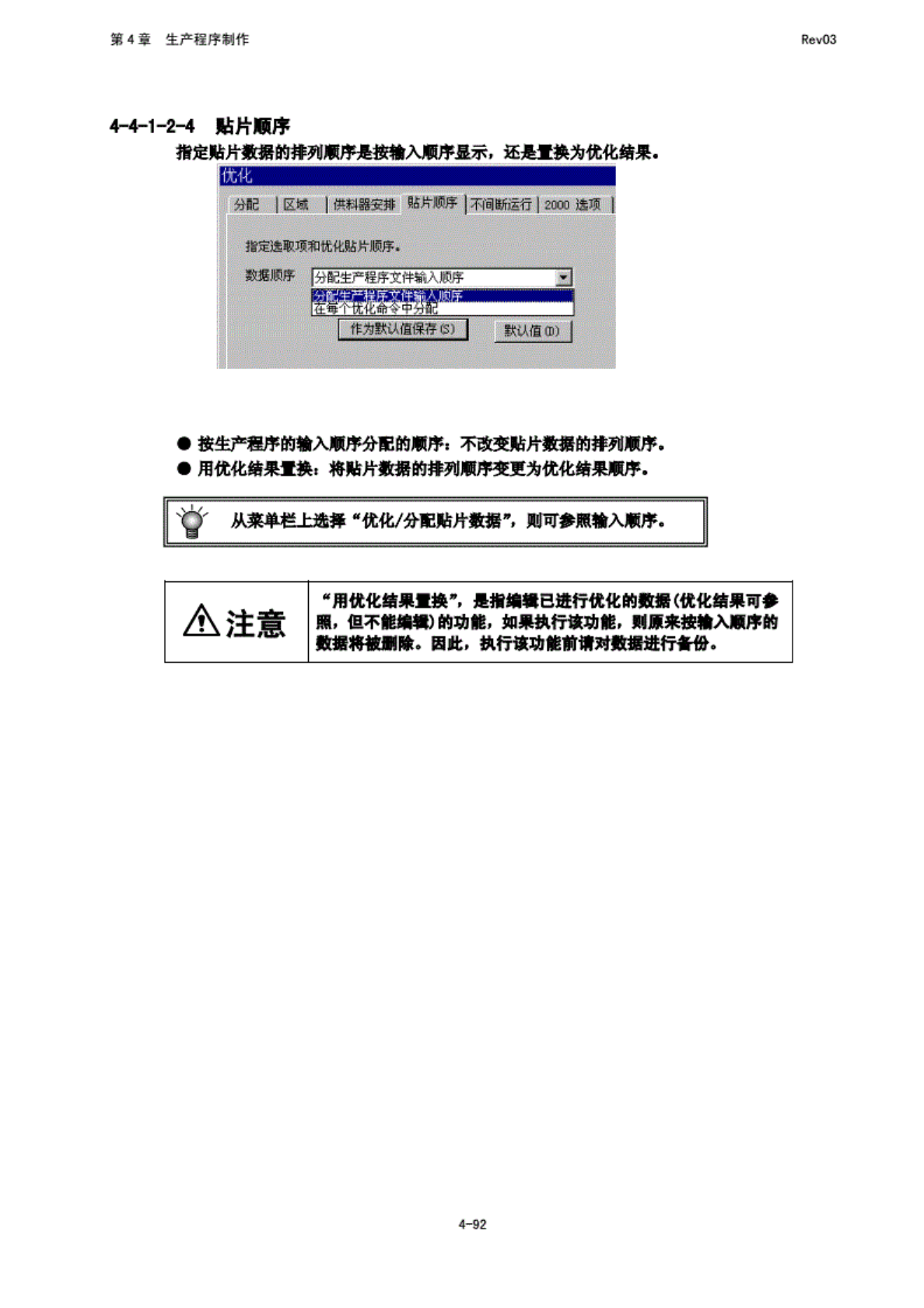
曲片
顺序
指
定贴用
Bt
据
的排列
廉序是
按输入
顺序
显示,
还是
量换
为优化
结果.
占配
|
区域
]
供
*1
我手排
片用
师户
|
不间
断丘行
|
2
顿
造帝
]
指定选
版项
和光
化贴片
顺序.
数
据膜序
而
寻福菽
择丽丽
3
花
力,认
值探许
4
I
战》
的
欧
•
按生产
程序的
输入*
序分
理
的顺
序,
不改
变贴片
数据的
精列*
序.
•
用优
化结果
置换,
将贴片
数据的
排列顺
升变
更为优
化靖果
履序.
管’
从菜
第栏上
选择
“优化
/分配
贴片
数据。
即
可靠照
输入
顺序.
益注意
*用
优化菌
果量换
7
是指维
辑目进
行优化
的数据
(伏
化结
果可事
函,
但
不脚加
的功
IL
如果执
行球功
能,
国康来
按输入
,序的
数据
将被
因此,
执行读
功能前
请对数
据进行
备份.
4-92
第
4
章
生产程
序制作
Rev03
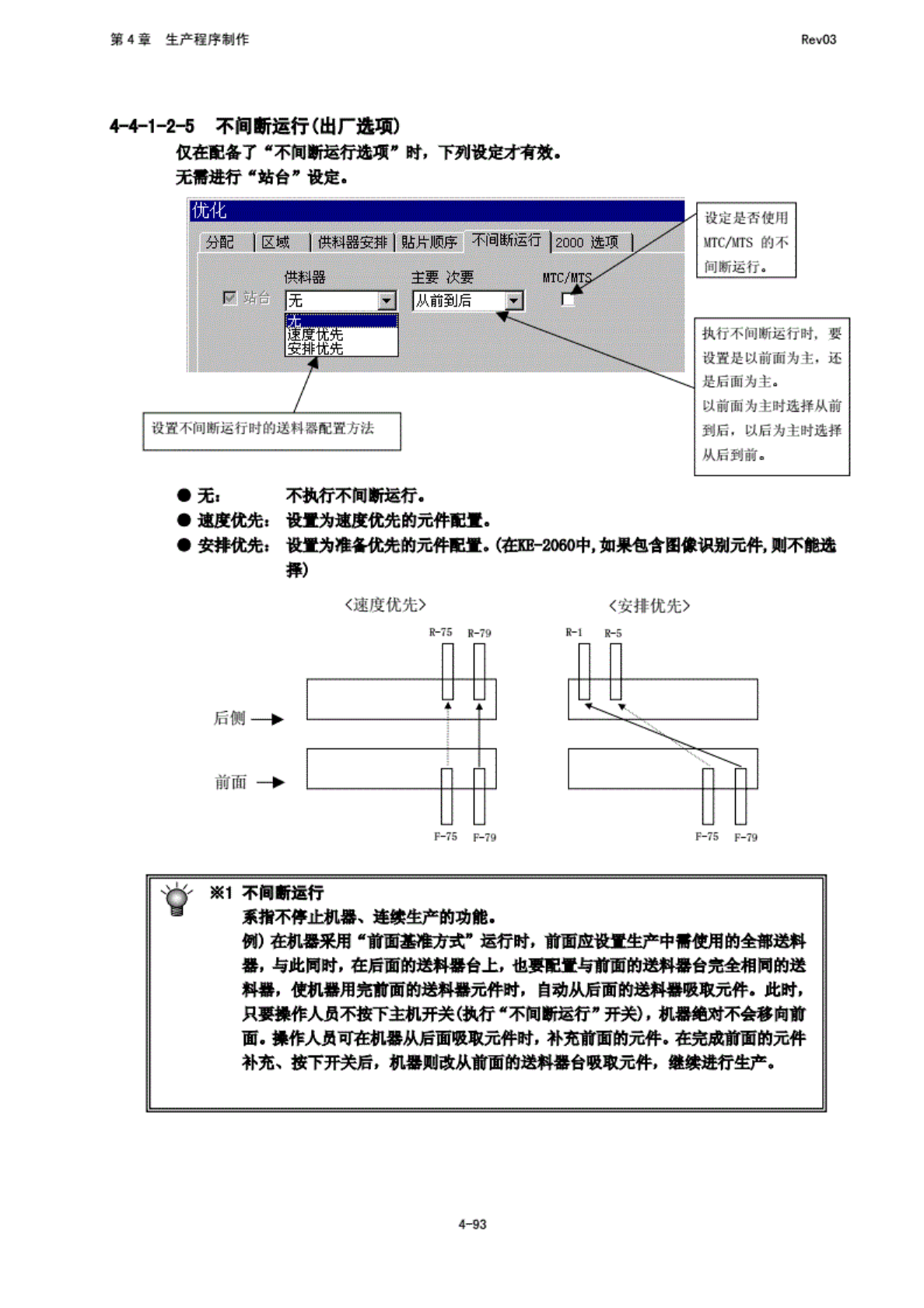
IT-2T
不间
断运行
(出厂
选项)
仅赛配
备了
,不
间断
运行海
3r
时,
下列段
定才有
旗.
无需
进行.
站台”
设定.
分配
|
区域
i
供料
器安排
|
贴
片顺序
不间
断运行
|
2000
选项
1
供料器
主要
汶要
MTC/MT
可
j
从
前到后
安
排忧先
值置
不
间断运
行时
的运
料
器配置
片法
优化
谈定是
否使用
VTC/MTS
的不
间断
运才”
执行不
间断运
行时.
要
设
置是以
前面力
J
还
是后
面为
I
】
工前
面:力
M
M
选择
从前
到后,
以
后为主
时志择
从
启到前
。
•
无
1
•
雕
做
2
・安
排优钻
不执行
不阿斯
运行.
设
置为速
度优先
的元件
配置。
设
置为准
备优先
的元件
IE
置
B
(在
KETO60
中
,如
果包含
图像识
别元件
,则
不能逸
#)
速度优
先》
安:排
优先》
A
iflS
—
前面
—
米
1
不向
新运行
系
指不停
止机
基、
连续
生产的
功能.
例)
在机
器采用
0
前
面基准
方式.
运
行时,
前面应
投置生
产中需
使用
的全部
送料
器,
与此
同时,
在
后面的
送料舞
台上,
也要配
置与前
面的送
料器台
完全相
河的送
料器,
使
机器用
完前面
的送料
器元件
时,
自动
从后面
的送料
署吸取
元件.
此时,
只
要操作
人员不
按下主
机开关
(执行
©
不间
断运行
"开
美),
机器葩
对不会
移向前
面.
操作
人员可
在机磐
从后面
吸取元
件时,
补充
前面的
元件.
在完成
前面
的元件
补充、
按下开
关后,
机器
则改从
前面
的送
科器台
吸取元
件,
雉续进
行生巴
4-93