JUKI_2050说明书_.pdf - 第261页
第 4 章 生产程 序制作 Rev03 然后, 标 记形状 选择 环 t f 将标 记对准 PR 的位置 陋施的田施、 团能建v 移动上 下情头 您), 靠 后按下 它 9 刻度根 的最大 尺寸为 256X256 像素 (画 面的 1/4 左右 )。 当刻度 能过 大时, 冒 示错误 井返回 行模板 画面拿 心的示 教。 在 画而中 昆示 刻度 如和卜 字光标 . 用 “H00 ” 移动 十; 光标, 决 定模板 的重心 (核 位置」 …
第
4
章
生产程
序制作
Rev03
年行
捌度帼
模板设
定框)
的示机
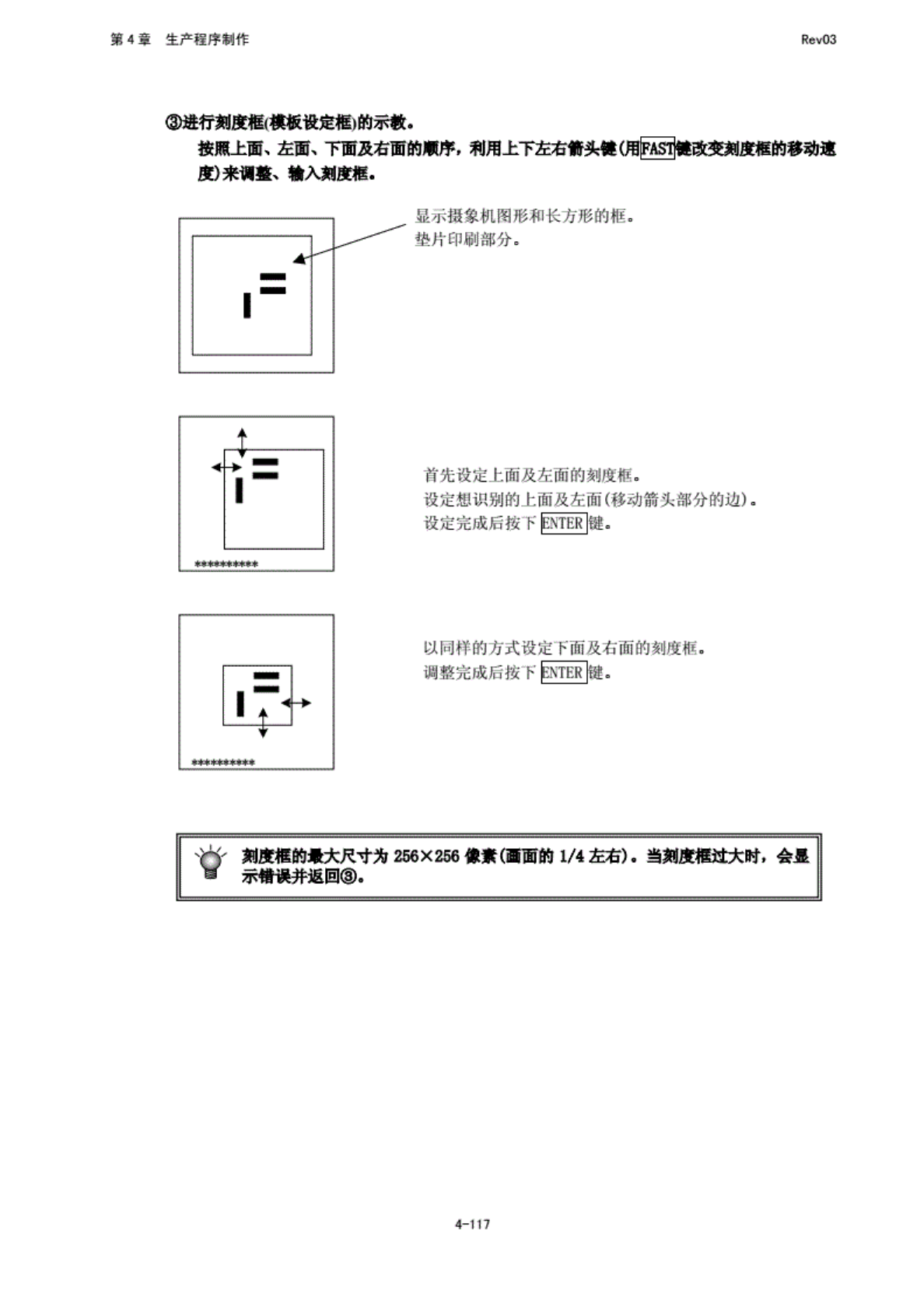
按照
上面、
左面、
下面股
右面的
履序.
利用上
下左右
箭头健
(用
国院
改变刻
度楫的
移动速
度)
来
调整、
输入
刹唬.
几小
摄象机
图形局
长方形
的框.
垫
片印刷
部分。
首
先设定
上
面及左
面的刻
发携.
设定想
识别的
.上
i
照三面
(移
动箭头
部分的
边).
设
定完成
后按下
回西
键.
以同
样的
方式
及注
”及
方面的
刻
度框.
调整完
成后技
F
|
其整
it
陋
H
刻
度框的
最大
尺寸为
256X256
像素便
面的
L/4
左右人
当刻度
糖过
大时,
会展
宣
示错误
并返回
4-117
第
4
章
生产程
序制作
Rev03
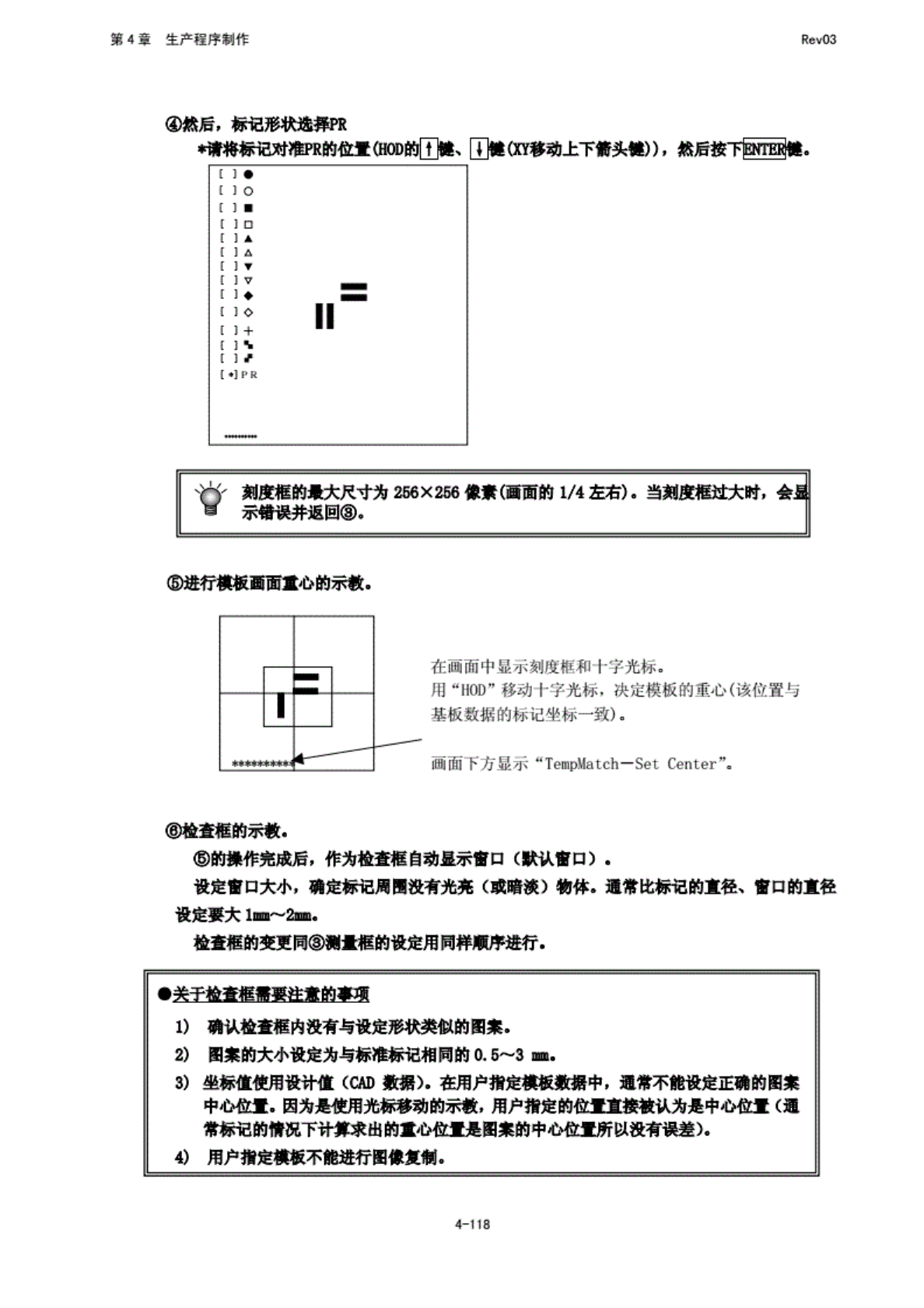
然后,
标
记形状
选择
环
t
f
将标
记对准
PR
的位置
陋施的田施、
团能建v
移动上
下情头
您),
靠
后按下
它
9
刻度根
的最大
尺寸为
256X256
像素
(画
面的
1/4
左右
)。
当刻度
能过
大时,
冒
示错误
井返回
行模板
画面拿
心的示
教。
在
画而中
昆示
刻度
如和卜
字光标
.
用
“H00
”
移动
十;
光标,
决
定模板
的重心
(核
位置」
」
基板
数据的
标记里
标一致
).
画面
卜方显
小
*L
TenopMatch—
Set
Center".
瑜查框
的示奶
操作完
成后,
作为
检蜀
1
自动星
示窗口
(蚪
窗口)
.
设定窗
小,
确
定标记
周西没
有光亮
(或
暗淡)
物体.
通常比
标记的
宜税、
窗口
的宣校
设
定要大
1M1
211K.
检查
框的变
更同蒯
a
框
的设定
用同群
解序进
行.
・
关于检
查框需
要注意
的事项
1)
确认检
查框内
没有与
设定制
楼做的
图案.
2)
图
案的大
小设定
为与标
准标记
相同的
G.
5
1
3s.
3)
坐标值
使用设
计值
(加
数
据).
在用户
指定模
板数
据中,
通
常
不能设
定正确
的图案
中心拉
因为是
使用光
标移动
的示她
用
户指定
的位置
直接被
供为
是中心
位置
(通
常标
记的情
况下讦
尊求出
的真心
位置是
图案的
中心位
置所以
没有误
差).
4)
用户指
定模板
不能进
行图像
复制。
4-113
第
4
章
生产程
序制作
Rev03
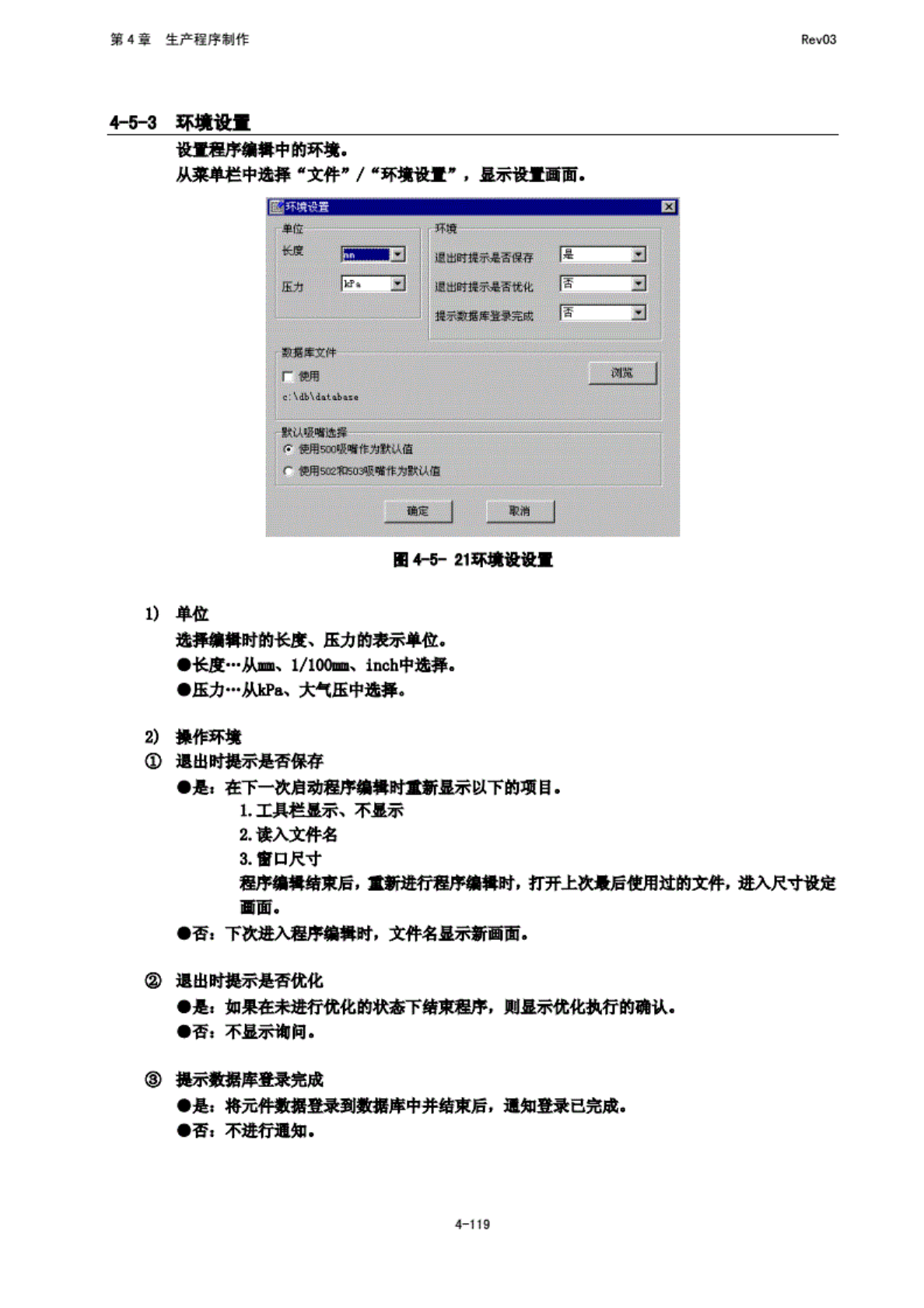
4-5-3
环
境设置
世
,程
序结科
中的环
境,
从
莱单栏
中选择
#
文件”
/
*环
境设置
,
显
示设置
画面.
图
45
-
21
球能设
设・
1)
核
选择场
辑时的
长度、
拓力的
赛示单
位.
・长
度*
*■从
a*
1/lOOui、
Ineh
中选择
.
・压
力,
从
kPa、
大
气压中
选择*
2
)
操作
环境
退出时
提示是
否保存
,是
1
扪
F一
次启
动程序
排辑时
E新
显示
以下的
项目.
L
工具栏
显示、
不显示
2
.读
入文
件名
3
.
窗
口尺寸
程序
编茕结
索后,
行程序
编辑
时,
打
开上次
量^使
用过的
文件,
孙尺
寸设定
施面。
.否,
下次
进入程
序第辑
时,
文件名
显示新
画面.
退出
时提
示是否
伏化
是
1
如果
在未通
行优化
的状存
下结束
程序,
则星
示优化
执行的
确认.
.否:
不显示
询问.
提示数
据寓登
录完成
是:
将元
件数据
登录到
数据岸
中井结
束后,
通刻
登录已
完成.
.否
1
不进行
通知.
4-119