JUKI_2050说明书_.pdf - 第266页
第 4 章 生产程 序制作 Rev03 4-5-4-1-2 自动 调整基 板宽度 可调 整基板 传送 废度. 选择菜 单后, 显示如 下的 画面. 步骤》 基板外 形尺九 要变更 的宽度 行盈余 时, 设 置盈余 宽度。 “移 端工 (末 进行 宽度返 回原点 时, 应 先进行 宽 度返回 原点) . B4-5- 26 基 板宽度 的自动 0 整 1) 基板 据度 的移动 将传送 宽度移 动到基 板外 形尺寸 M 整好 余置的 宜度, …
第
4
章
生产程
序制作
Rev03
4-A4-1
传送
4~5^1T
基普
Q/
基板
搬出
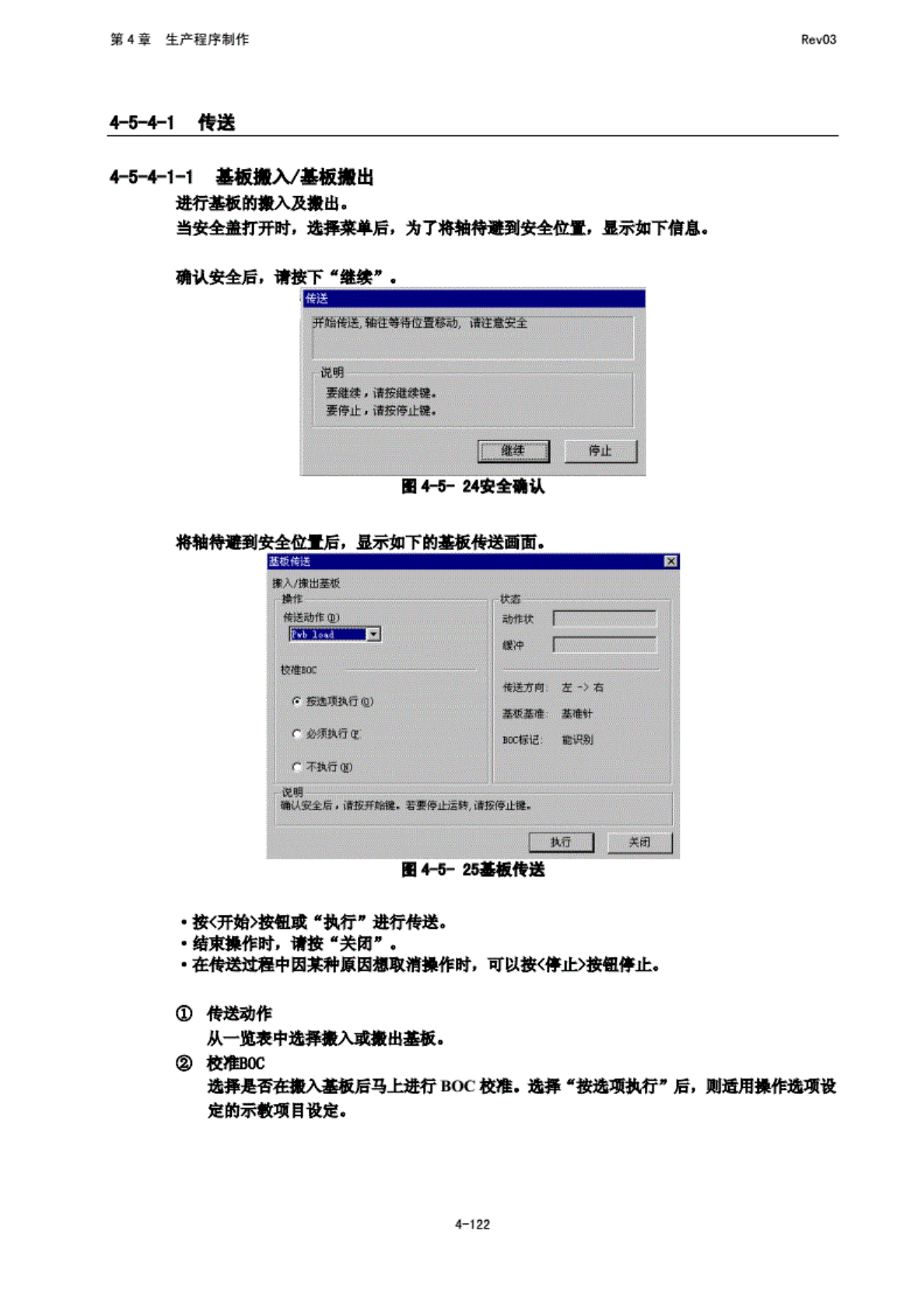
进行
基板的
搬入灵
搬出,
当安
全盖打
开时,
选择菜
单后,
为了格
轴特避
到安全
位置,
显
示如下
信息.
确认安
全后,
请按下
.
丽不享
~丽
国藏
将轴制
6
到
安全位
置后,
显示如
下的基
板传送
画面.
逐
段法送
即入湖
出至板
镇雅
秋喜
传
医他作
IWJ
-
酬
t
状
[
:
例
冲
]:
展
校性
EQ
二
佳卸
'向
左-
>
方
::
什
每迄
学汽门
rai
L
处被
执行
If
BOC
标记.
加话别
.
「
不副行
Qfl
剧
g
曲“*
:
至后,
值按.
"的
诞.
当夏
隆止
运转
.旧
护号
止世.
•
~~
|
关闭
|
M+-5-
为基
板传送
•
却椿》
捌明
E
"执T
梯清起
-
结束
操作
时,
请按
"美闭
"
.
在
接送
过程
中因某
种原
因想取
消操作
时,
可以按
<停
止》
按钮停
It.
传送
动作
从一血
衰中选
弹接入
或藏出
基板.
校准
BOC
选择是
否在搬
入基^
马上e
行
HOC
校温
选择
“报
选项
执行"
后,
则适用
操作选
项设
定的示
教项目
设定。
4-122
第
4
章
生产程
序制作
Rev03
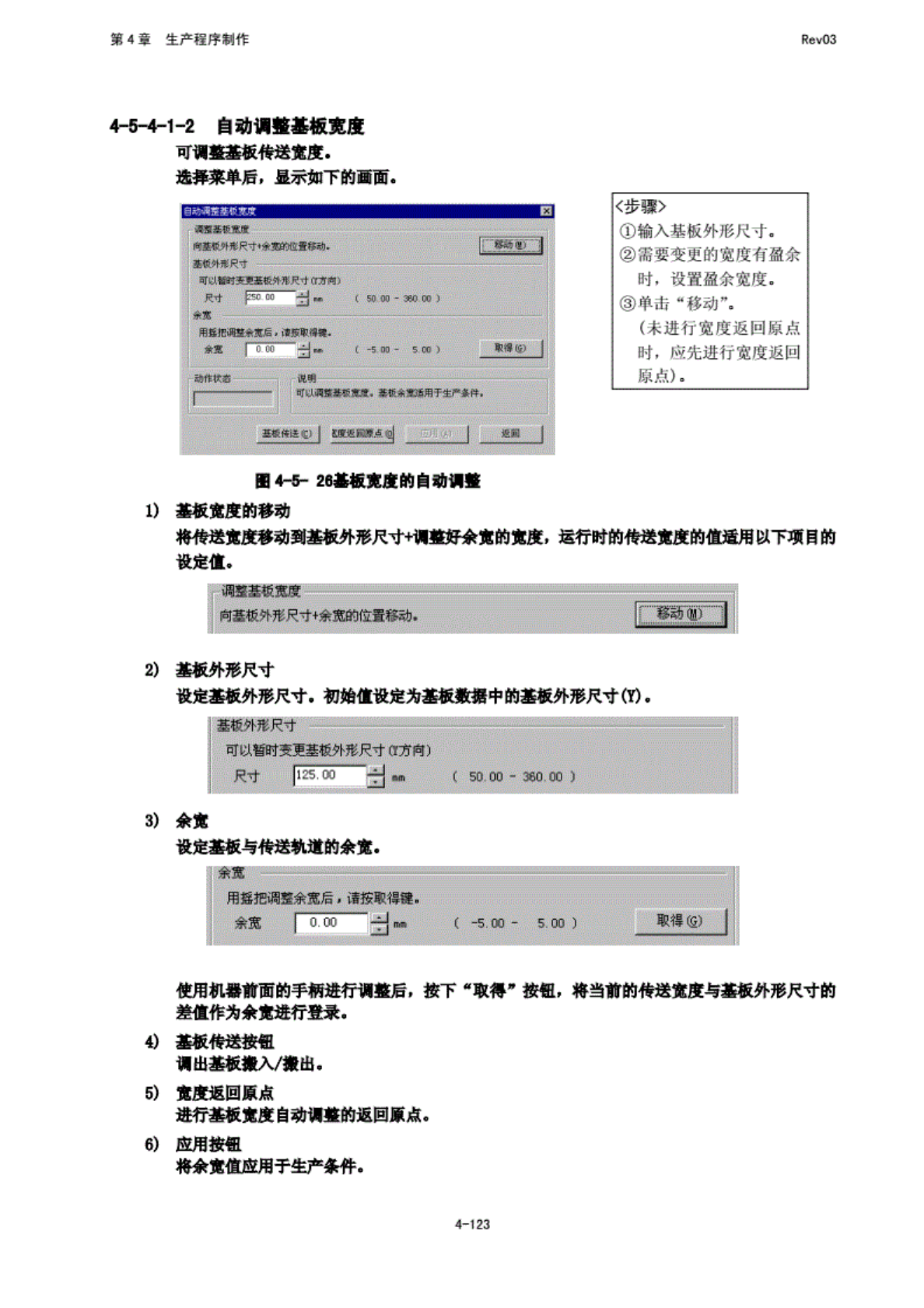
4-5-4-1-2
自动
调整基
板宽度
可调
整基板
传送
废度.
选择菜
单后,
显示如
下的
画面.
步骤》
基板外
形尺九
要变更
的宽度
行盈余
时,
设
置盈余
宽度。
“移
端工
(末
进行
宽度返
回原点
时,
应
先进行
宽
度返回
原点)
.
B4-5-
26
基
板宽度
的自动
0
整
1)
基板
据度
的移动
将传送
宽度移
动到基
板外
形尺寸
M
整好
余置的
宜度,
运行
时的传
送觉度
的值适
用以下
项目的
班
定值.
调整
辘宽度
向李
根斜开
尺寸+
圣制的
信青科
前,
慧被颠
2)
基板外
形尺寸
设定基
板外形
尺寸.
初始值
设定为
基板散
据中的
基板外
形尺寸
(Y).
可以
暂时受
更基板
外需
尺寸
(
1
方可
)
兄寸
眄
T
后
山
*m
t
SG
00
-
360.00
}
3)
余觉
段定
基板与
情送轨
道的
余宜.
余窗
行舞把
调整余
宽后,
评报取
得建,
宗宽
|
—
0.
00
[J
际
(
-5.
TO
-
5.
00
j
取需
使用机
器前面
的手柄
进行调
整后,
按下
"取得
"按
疑,
黯
当前的
传送重
度与基
板外形
尺寸的
差值
作为余
觉进行
登录.
4)
基板便
送按钮
调
出基板
搬入;
搬出.
5)
资度返
回原点
速厅
基板宽
度自动
调堂
的返回
原点.
6)
医
用按钮
将余宽
值应用
于生产
条件.
4-1
23
第
4
章
生产程
序制作
Rev03
可进行
实际使
用元件
的贴
片头蟠
井聘用
铜四制
到的数
据值反
映到生
产程序
中的功
能.
出注意
为了
避先
人身
佛事,
在机廉
运行过
程中,
切剪将
手和入
伸入装
,内
部,
422-1
检
舞模式
有
,连
续榴
T
和
北
单独检
1T
2
种检
H
模式.
可通过
莱单选
择来切
换运行
模式.
以
下为各
模式的
功能.
*4.
5,4.
2.
1-1
检寞
模式
的内容
与菜单
检测
子菜单
运
行模式
运
行内容
单
独检蒲
检
演
1
元件
iS
面表
格中显
示的元
件.
连
续检浦
检
测生产
程序载
据内所
有元件
/条件
T
的
产品.
可刚
过单
独
模式,
对
在检测
中因某
种原因
而存致
检测失
败的元
件进行
个刷
检能.
4-I~2T
检词
的操作
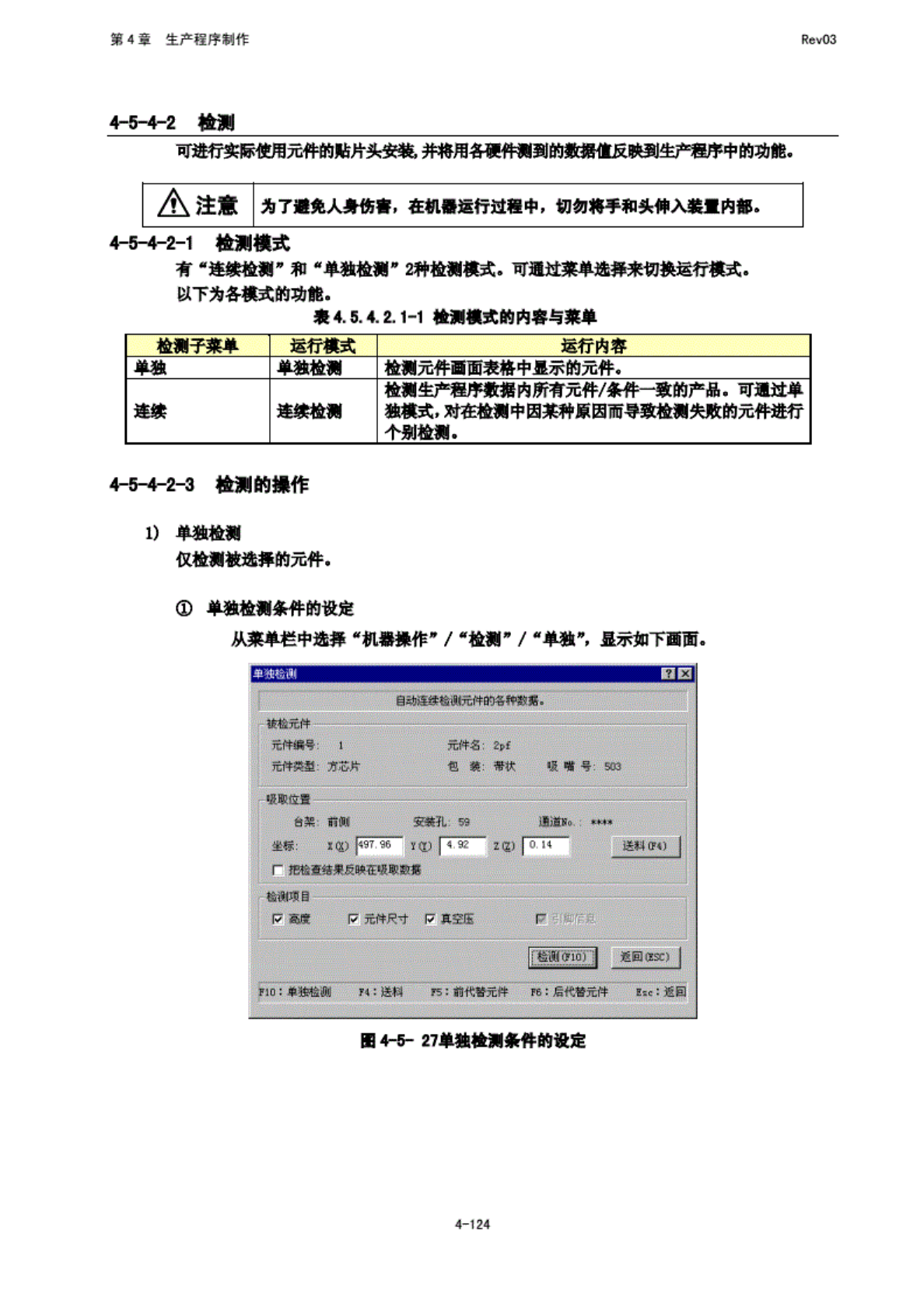
1)
会触
仅
检侧酸
选择的
元件.
单独检
赛条件
的设定
从
菜单栏
中选择
"机器
操作"
/
"检整
T
/
w
单
独”,
显
示如下
画面.
图
4-A
27
单独检
潮条件
的设定
4T24