JUKI_2050说明书_.pdf - 第267页
第 4 章 生产程 序制作 Rev03 可进行 实际使 用元件 的贴 片头蟠 井聘用 铜四制 到的数 据值反 映到生 产程序 中的功 能. 出注意 为了 避先 人身 佛事, 在机廉 运行过 程中, 切剪将 手和入 伸入装 ,内 部, 422-1 检 舞模式 有 ,连 续榴 T 和 北 单独检 1T 2 种检 H 模式. 可通过 莱单选 择来切 换运行 模式. 以 下为各 模式的 功能. *4. 5,4. 2. 1-1 检寞 模式 的内容…
第
4
章
生产程
序制作
Rev03
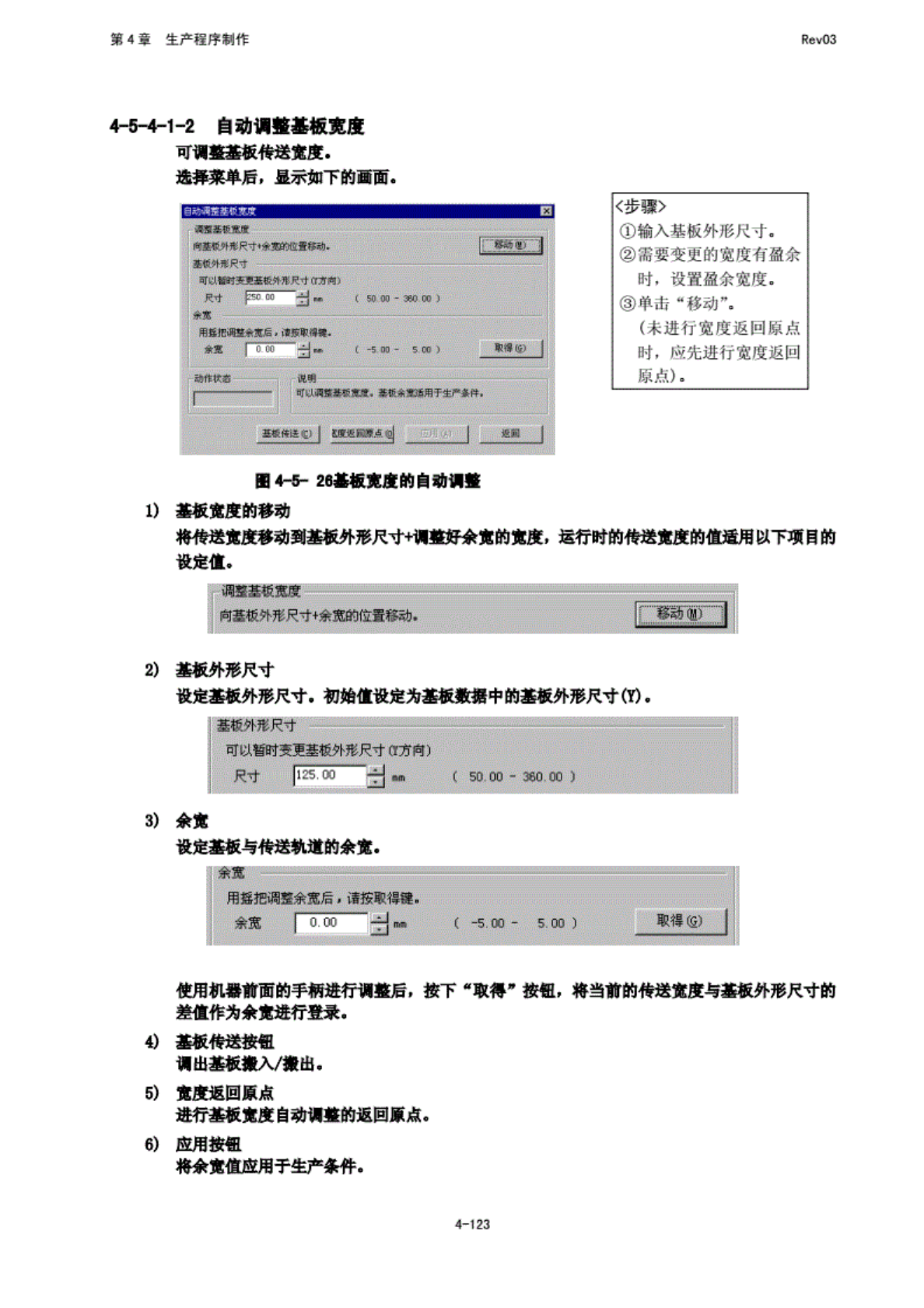
4-5-4-1-2
自动
调整基
板宽度
可调
整基板
传送
废度.
选择菜
单后,
显示如
下的
画面.
步骤》
基板外
形尺九
要变更
的宽度
行盈余
时,
设
置盈余
宽度。
“移
端工
(末
进行
宽度返
回原点
时,
应
先进行
宽
度返回
原点)
.
B4-5-
26
基
板宽度
的自动
0
整
1)
基板
据度
的移动
将传送
宽度移
动到基
板外
形尺寸
M
整好
余置的
宜度,
运行
时的传
送觉度
的值适
用以下
项目的
班
定值.
调整
辘宽度
向李
根斜开
尺寸+
圣制的
信青科
前,
慧被颠
2)
基板外
形尺寸
设定基
板外形
尺寸.
初始值
设定为
基板散
据中的
基板外
形尺寸
(Y).
可以
暂时受
更基板
外需
尺寸
(
1
方可
)
兄寸
眄
T
后
山
*m
t
SG
00
-
360.00
}
3)
余觉
段定
基板与
情送轨
道的
余宜.
余窗
行舞把
调整余
宽后,
评报取
得建,
宗宽
|
—
0.
00
[J
际
(
-5.
TO
-
5.
00
j
取需
使用机
器前面
的手柄
进行调
整后,
按下
"取得
"按
疑,
黯
当前的
传送重
度与基
板外形
尺寸的
差值
作为余
觉进行
登录.
4)
基板便
送按钮
调
出基板
搬入;
搬出.
5)
资度返
回原点
速厅
基板宽
度自动
调堂
的返回
原点.
6)
医
用按钮
将余宽
值应用
于生产
条件.
4-1
23
第
4
章
生产程
序制作
Rev03
可进行
实际使
用元件
的贴
片头蟠
井聘用
铜四制
到的数
据值反
映到生
产程序
中的功
能.
出注意
为了
避先
人身
佛事,
在机廉
运行过
程中,
切剪将
手和入
伸入装
,内
部,
422-1
检
舞模式
有
,连
续榴
T
和
北
单独检
1T
2
种检
H
模式.
可通过
莱单选
择来切
换运行
模式.
以
下为各
模式的
功能.
*4.
5,4.
2.
1-1
检寞
模式
的内容
与菜单
检测
子菜单
运
行模式
运
行内容
单
独检蒲
检
演
1
元件
iS
面表
格中显
示的元
件.
连
续检浦
检
测生产
程序载
据内所
有元件
/条件
T
的
产品.
可刚
过单
独
模式,
对
在检测
中因某
种原因
而存致
检测失
败的元
件进行
个刷
检能.
4-I~2T
检词
的操作
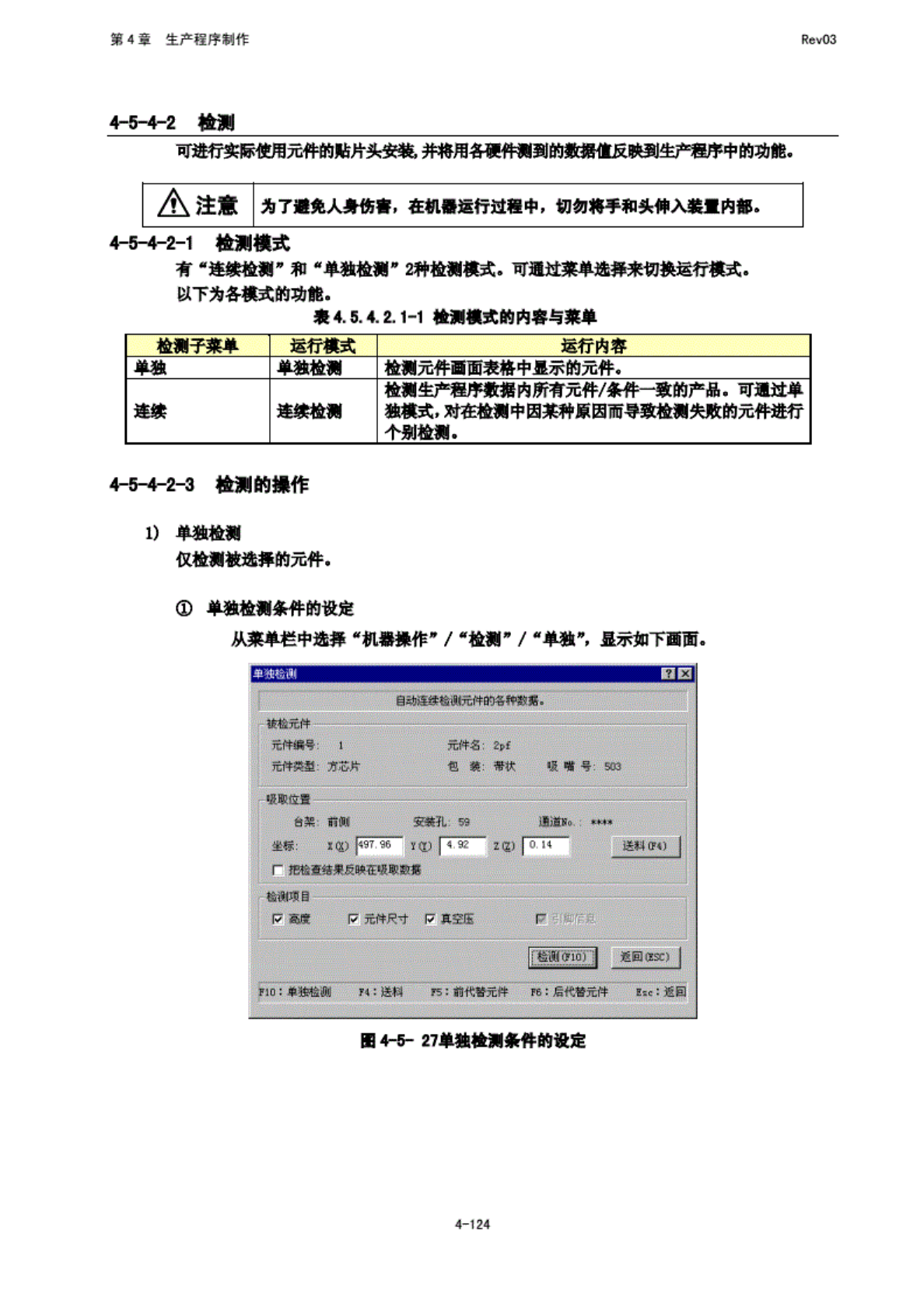
1)
会触
仅
检侧酸
选择的
元件.
单独检
赛条件
的设定
从
菜单栏
中选择
"机器
操作"
/
"检整
T
/
w
单
独”,
显
示如下
画面.
图
4-A
27
单独检
潮条件
的设定
4T24
第
4
章
生产程
序制作
Rev03
所检篇
的元件
显示
所检测
元件的
内容.
所检
测元件
的吸
取位置
显
示吸取
元件的
吸取
位置的
内容.
可改变
前一
替代元
件及下
Tft
元件
的吸取
位置.
当没
育
吸取数
据时,
不显
示各
项目,
也
不能迸
行吸取
位量的
变更、
送
料器顶
推卸
示教.
•
送料器
顶推一
下送料
詈,
进给供
应元件
(3
2ml
的纸
带除
外),
•
希示教
结果反
映在吸
取数
据中
逸择
是否将
使用
HGD
进行
示教的
绪果反
映在
吸取数
据中.
不选
择时,
坐标仅
适用于
此次吸
取时.
吸
取坐标
的变更
方法
当用于
检找的
元件的
吸取位
置与实
际有差
异时,
可
以使用
HOD
示
教贴片
坐标.
检何
项目
选择
需要检
菊的
项目.
默认
值为
选择所
和说螺
I
的项目
.根
据元件
种类,
可检
制的
项目有
所
不同.
设定缩
束后,
单击
“单独
检测此
,
进
行单独
检朝.
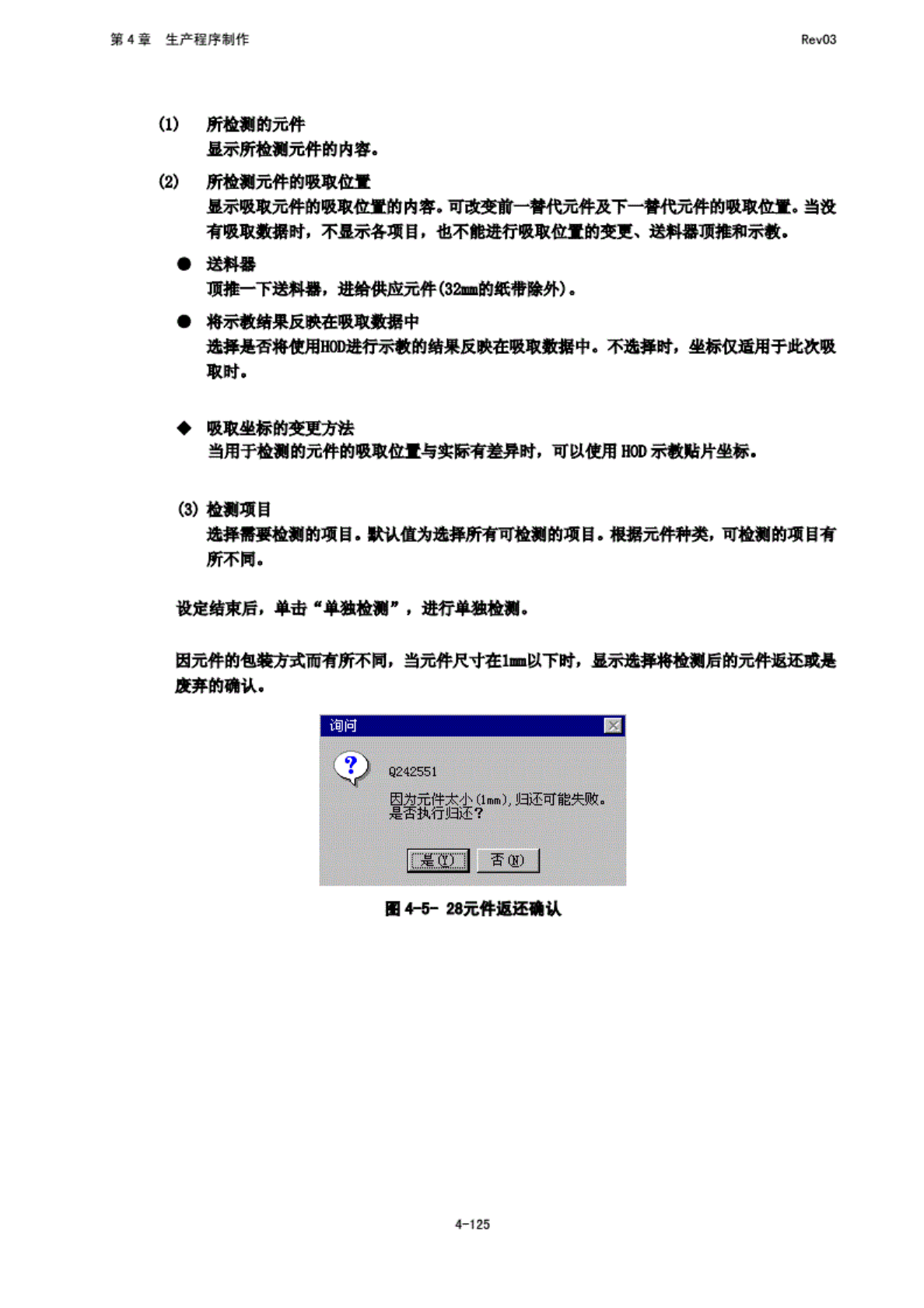
四元
件的包
装方
式而
有所
不同,
当元件
尺寸在
Im
以
下时,
显
示选择
将检侧
击的元
件返
还或是
废弃的
确认.
BBT-
都
元韩
返
还稿认
4-125