JUKI_2050说明书_.pdf - 第275页
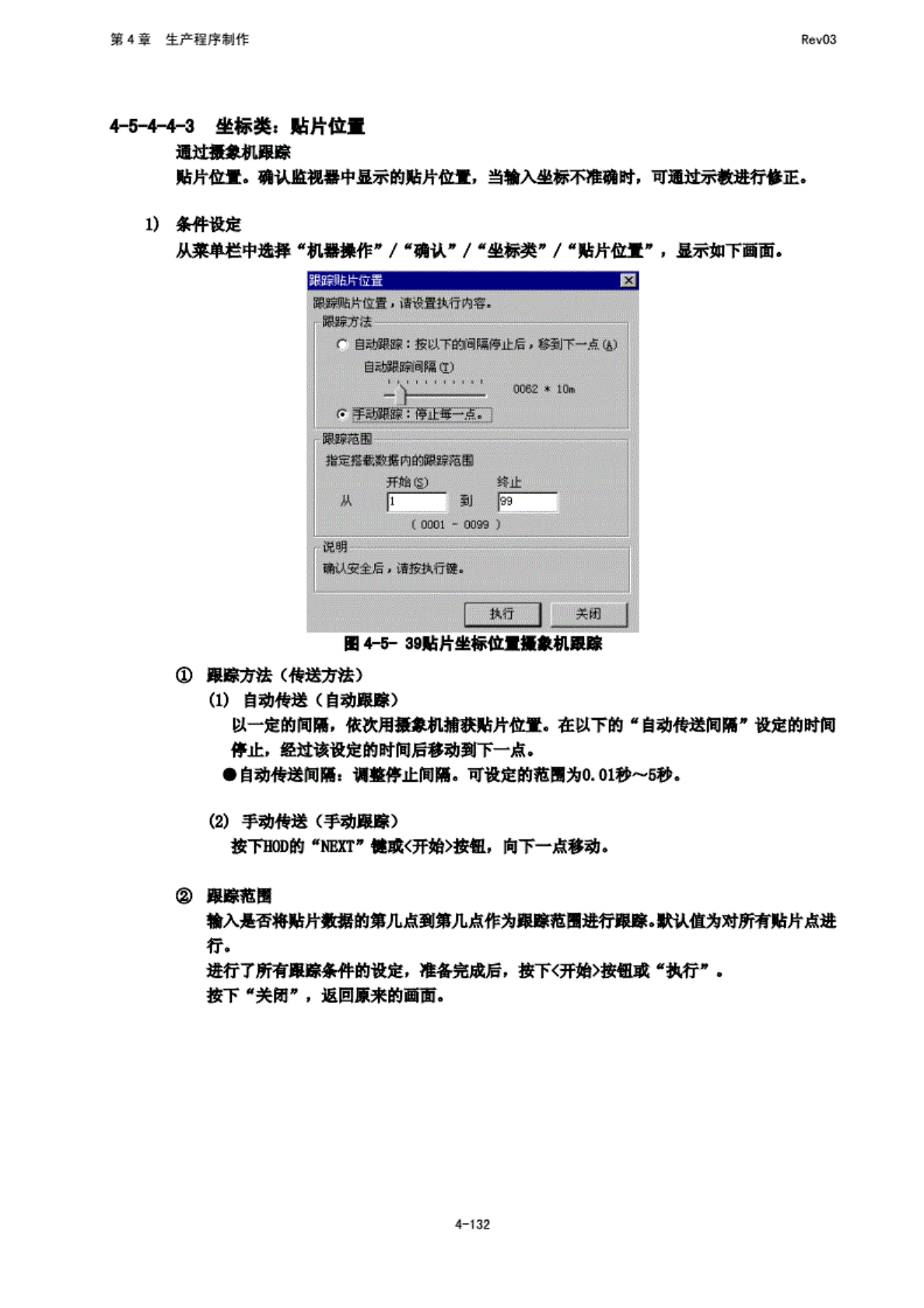
第 4 章 生产程 序制作 Rev03 4-H-3 坐标类 t 贴片位 置 通过 量氧 机跟踪 贴片 位置, 确认监 视器中 显示的 贴片 位置, 当输 入坐 标不准 薪时, 可通过 示裴 进行 修正, 1) 条 件战定 从 莱单栏 中选择 .机器 操作. / "确 认" / "坐 标类" / * 贴片 , 显 示如下 画面. BB4-5- 39 贴片 坐标位 ,搔象 机跟腺 黑 腺方法 (传转 …
第
4
章
生产程
序制作
Rev03
标记类
t
送
料器台
(前
面/
后面)
派
别送料
器台标
记,
储存第
别坐标
的实涌
值.
核实
簿值将
在贴片
数据示
藏时的
坐标修
正中得
到
反映.
从莱
单栏
中逸邦
'机相
探作"
/
"确
认"
/
*标
记类”
/
“送料
舞台*
,
显
示确认
面面.
识别前
面
送料暴
台的标
记时,
请选择
“前
面*
,
职
别后面
送料器
台时,
请选择
"后
面"
.
K4-5-
37
送科
器自识
别施以
在逐
行时,
若送
料器台
标圮识
别失败
(如
O
,
显示如
下的对
话框.
此明
根
副结果
不会储
存.
选峰
标记识
别在以
后的件
次时同
进行.
送料
器台架
标记识
别失败
送料
器台架
标记识
别出错
正
送料器
台架下
降为止
不校正
标记。
广
下一
校执行
台架标
记识别
确定
B4-5-
弱台架
标记级
别错调
4-131
第
4
章
生产程
序制作
Rev03
4-H-3
坐标类
t
贴片位
置
通过
量氧
机跟踪
贴片
位置,
确认监
视器中
显示的
贴片
位置,
当输
入坐
标不准
薪时,
可通过
示裴
进行
修正,
1)
条
件战定
从
莱单栏
中选择
.机器
操作.
/
"确
认"
/
"坐
标类"
/
*
贴片
,
显
示如下
画面.
BB4-5-
39
贴片
坐标位
,搔象
机跟腺
黑
腺方法
(传转
方法)
(1)
自
劫传送
(自动
跟踪)
以一
定的间
修,
依
次用摄
鑫机
捕获
贴片
位置.
在以
下的
"自
动持送
间隔*
设定
的时间
停止
经
过读设
定的时
间后移
动到下
一点.
・自动
传送间
隔上
调整
停止间
隔.
可设
定的疱
01
为
0.01
砂
一例.
(2)
手
动特送
(手动
质噂)
按下
H
w
的
“NEXT”
镂成
<开
始〉
按钮,
向
下一点
移动.
剧
骞范国
输入
是否将
贴片
数据
的第几
点到第
几点作
为跟原
范围进
行跟原
.默
认值
为对所
有贴
片点进
行.
进
行了所
有跟踪
条件的
设定.
准备完
成后,
按下
开始〉
按钮或
*
执行*
.
按下
“美
司”
,
返回
原来的
画面.
4-132
第
4
章
生产程
序制作
Rev03
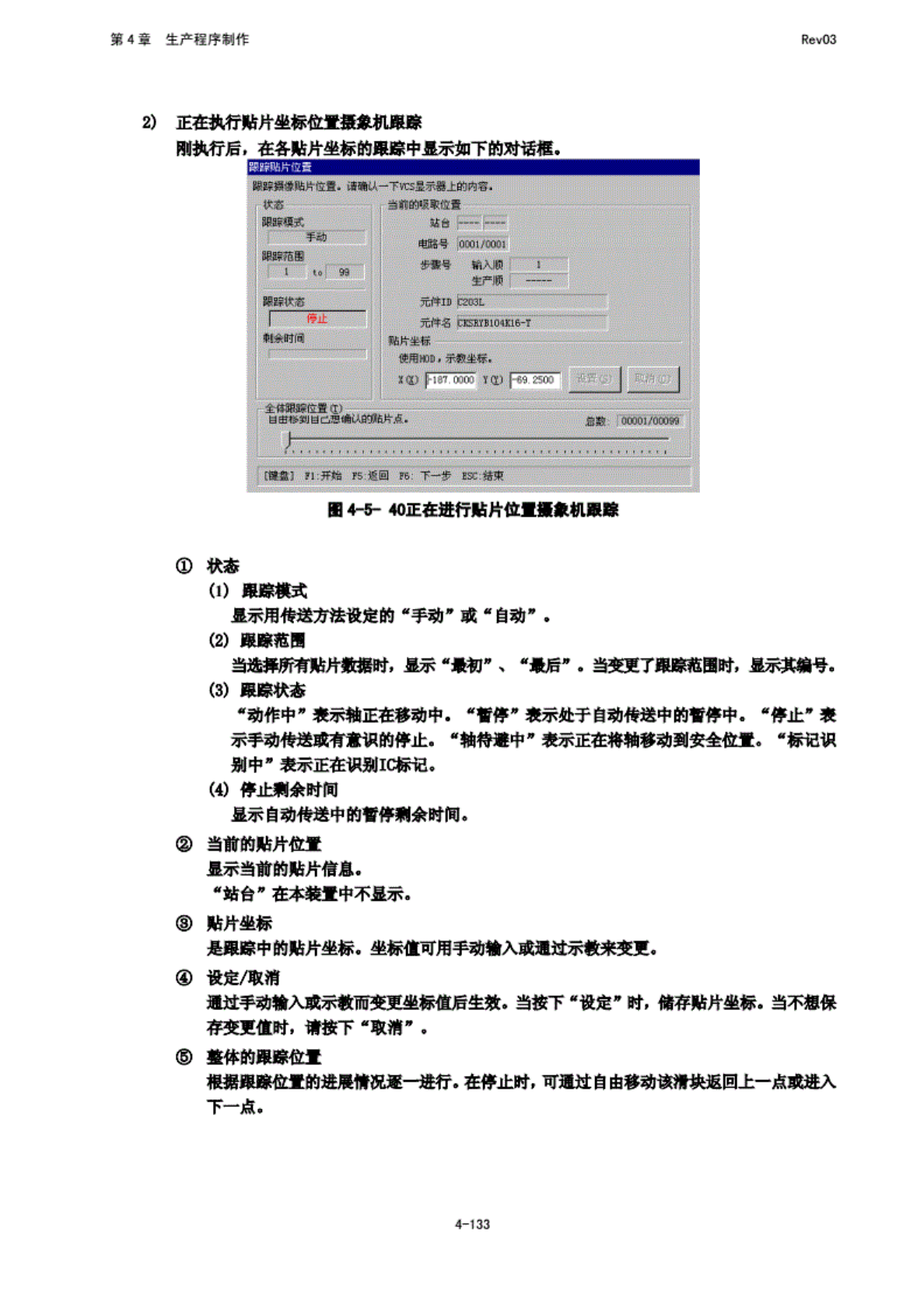
勤
正
在执
行贴片
坐标位
置摄霰
机周原
刚执
行后,
在各贴
片坐标
的跟踪
中显示
如下的
对话
幅.
图
4"
即
40
正
在进行
贴片位
机跟踪
状态
(1)
显
示用样
送方法
设定的
“手动
心
或
.
自制*
.
黑
踪范昌
当
选舞房
有贴
片歌据
时,
显示
“神
T
、
“最
后”
.
当
变更了
蒯领
国时,
显示
蜘号,
(
3)
跟
踪状态
"动
作中"
表示轴
正在器
动中*
*哲
停
”衰示
处于自
动传送
中的暂
停中.
"停止
"表
示
手动传
送或有
廉识的
停止.
“轴
特诲中
正在细
j
移动
到安全
位置*
*标
记以
别中”
表示正
在很别
IC
标记.
(4)
停止嘉
余时间
显示
自
动
传送中
的
替停剩
余帧间
.
当前
的贴
片位置
显
示当前
的贴片
信息.
“站
台”
在本装
置中不
显示.
贴
片坐标
是跟
除中的
贴片
坐标.
坐标值
可用手
动输入
或通过
示教来
变更.
设定
能消
搬
过手动
输入或
示教而
受更坐
标值后
生效.
当按下
.设定
.粉,
储存
贴片
坐标.
当
不想保
存变更
值睹,
请按下
"取
满”
.
©
整体
的果谢
S
根据
跟明迪
t
的进
展情
况程
Tff,
在停
止时,
年通
过自由
移动潮
I
假返回
上一点
或进入
下
一点.
4T33