JUKI_2050说明书_.pdf - 第368页
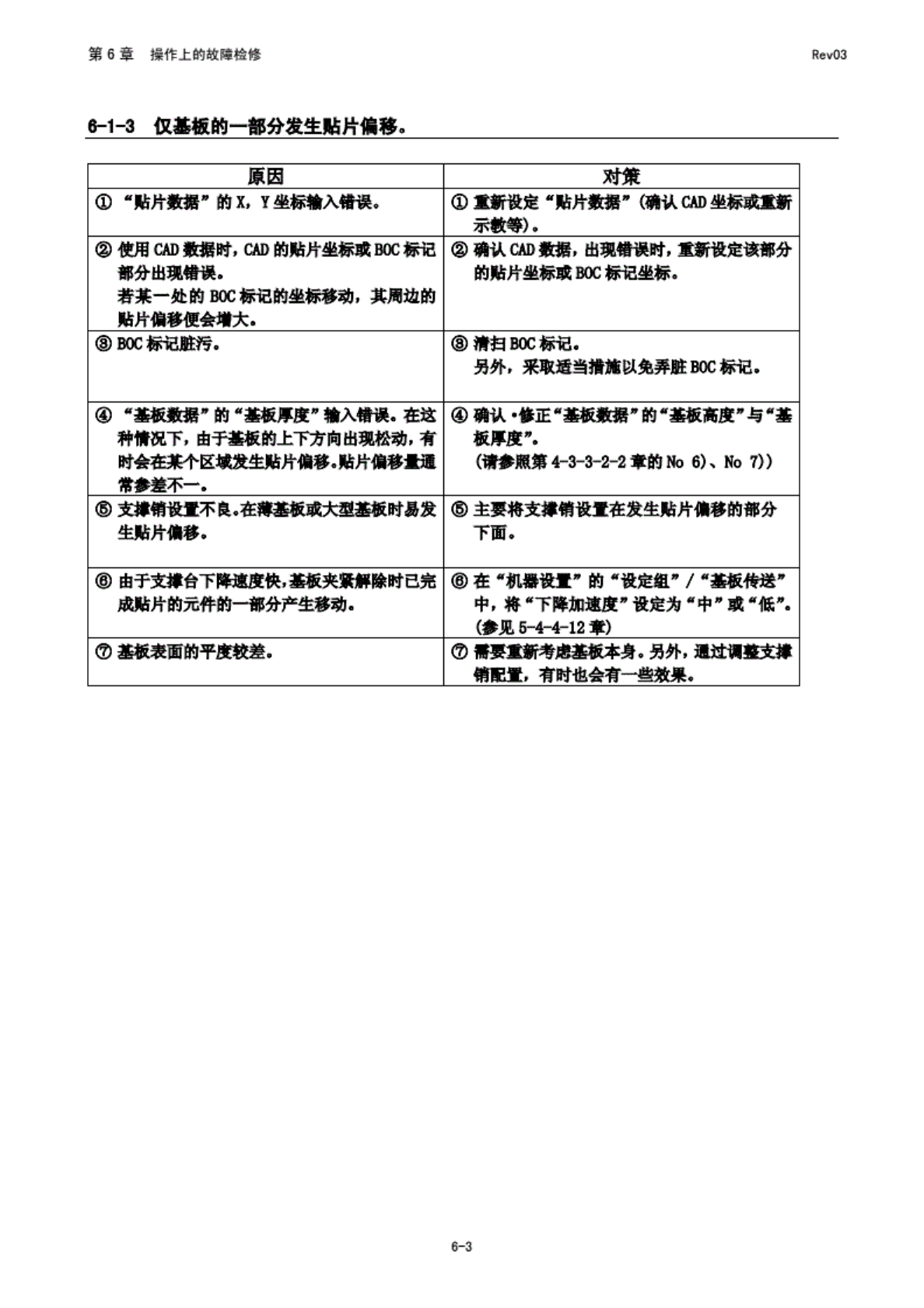
第 6 章 操作 上的故 障抢修 RtvQ3 6-1-3 仅基板 的一 部分发 生贴片 偏移. 原因 府 数据* 的 x, Y 坐 标输入 错误. 设定* 贴片 W 附认如 坐标她 新 示 教物, CAD 数 据附, 就 D 的贴片 坐标或 酬标记 部 分出现 错误. 着某 一处的 毗 标记的 坐标 移动, 其周 边的 站片偏 移便会 增大. 函 皴据, 出 现错误 时, 重 新设定 核部分 的贴片 坐标战 B0C 标记 坐标. BOC…
第
6
章
操作
上的故
障抢修
RtvQ3
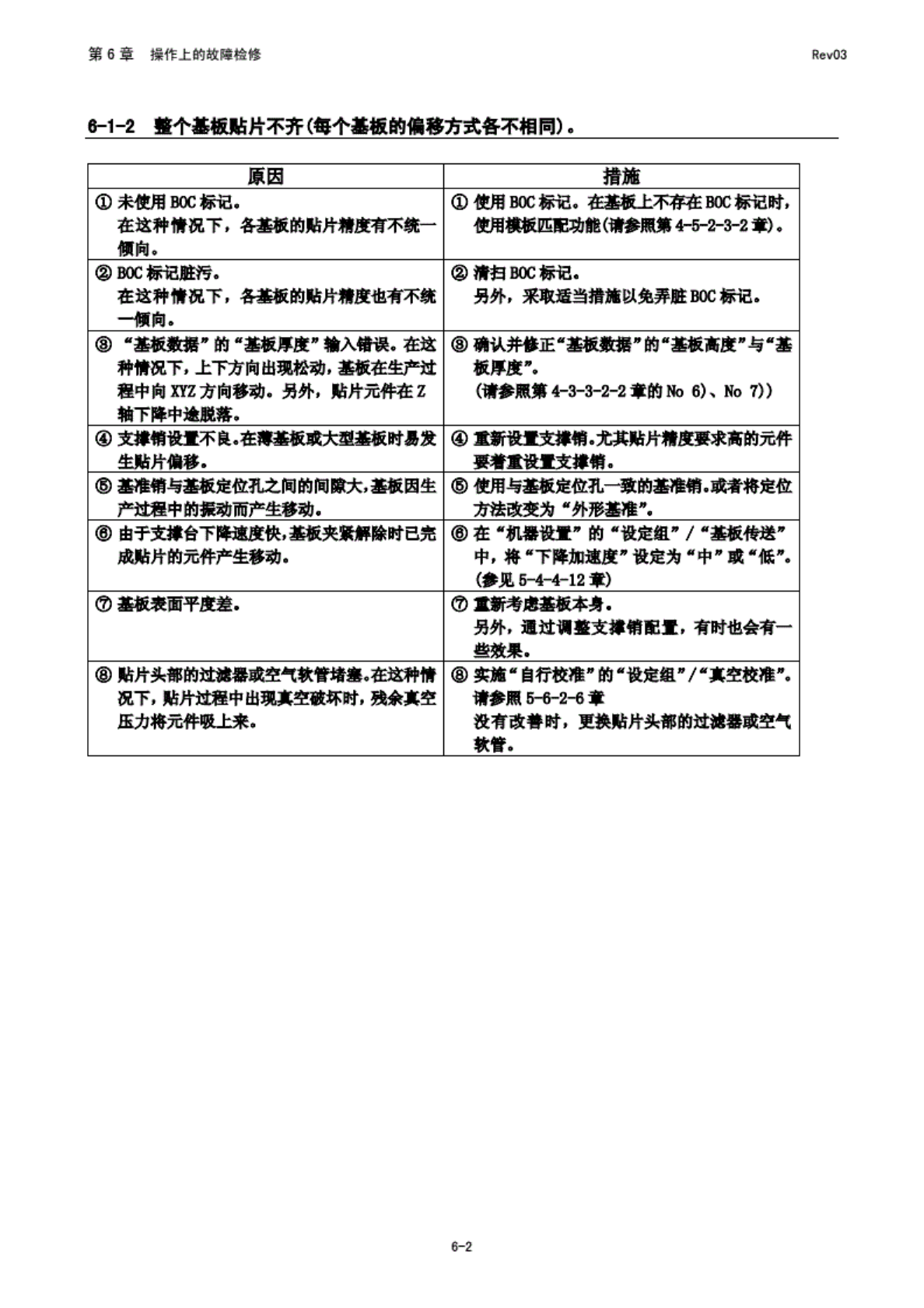
6-1-2
整个
基板贴
片不齐
(诲
个基板
的偏移
方式各
不相同
).
原因
殖雁
未使用
BOC
标记.
在
这种情
况下,
各基板
的贴片
精度有
不统一
倾队
BOC
标记.
在基
板上
不存在
BOC
标记
时,
使用
费
匹配功
能僧毒
(第
4-即2-3-2
章)
.
BOC
标
EJfi
污,
在
这种情
况下,
备基板
的贴片
需度也
有不端
一
0(
向.
BOC
标
记.
另外,
采取
适当
措施以
免弄脏
BOC
嘉记.
父基板
数据晚
的
"基板
厚度.
输
入错喝
在这
种情
况下,
上下方
向出现
松动.
基板在
生产过
程中向
XTZ
方向
移动.
另外,
贴片
元件在
Z
轴下
降中施
脱落.
确认并
修正
基板
数据
“的"
基板高
0T
与
“基
板厚度
(请
静照第
4-3-3~2-2
章的
No
6),
N0
7
支
撑精设
置不提
.在
薄基
板或大
型基板
时爆发
生贴片
偏移.
重
新没置
支撑精
,尤
其贴
片精度
要求高
的元拜
要
着重设
置支撑
ffih
®
基
准销与
基板定
位孔之
间的间
隙大
,基
板因生
产过
程中
的振动
而产生
移动,
®
使用
与基板
定位孔
一致的
基准销
.璃者
将定位
方法
改变为
“外揩
基准,
由
于支撑
台下降
速度快
,基标
夹紧
解除
时已完
成贴
片的元
件产生
移劫.
在
“机器
设置”
的
*
设
定组”
/
*
基板做
T
中,
将
“下
降加
速度
”
设定为
“中
”
或
“低,
(辞见
5-4-4-12
章)
基板
表面平
度差.
虑基板
本身.
另外.
通过调
整
支弹期
配置,
有时也
会有一
些效
果.
贴片头
部的过
滤基或
空气软
管堵塞
,在
这种情
况下,
贴片
过程
中出观
真空破
炼时,
残
余真空
压力
将元件
吸上
来.
实施*
自
行校准
*的
*
俄定维
"Z1
1f
真空
校推,
清裁黑
5~6-2-6
章
没有改
善时,
更
换贴片
头部的
过滤罂
或空气
软管.
6-2
第
6
章
操作
上的故
障抢修
RtvQ3
6-1-3
仅基板
的一
部分发
生贴片
偏移.
原因
府
数据*
的
x,
Y
坐
标输入
错误.
设定*
贴片
W
附认如
坐标她
新
示
教物,
CAD
数
据附,
就
D
的贴片
坐标或
酬标记
部
分出现
错误.
着某
一处的
毗
标记的
坐标
移动,
其周
边的
站片偏
移便会
增大.
函
皴据,
出
现错误
时,
重
新设定
核部分
的贴片
坐标战
B0C
标记
坐标.
BOC
标记,
另筹,
采取适
当措施
以免弄
JftBOC
标记.
@
"基
板费据
*
的
*
基板内
r
输入
错径.
在这
种情
况下,
由于
基板的
上下方
向由现
松动,
有
时会
区
《^m片偏
移.
贴片
偏移
《
常赛差
不一.
确认
修正
基
S
贵据
*
的
“基
板高度
"与
"基
板
厚度,
(请
套照第
4T-3-2T
立的加
63
No
7»
®
支
撑销设
,在
薄基版
或大
型基板
时易发
生贴片
偏移.
主
要将支
撑情设
置在
发生贴
片偏移
的部分
下面.
©
由
于支撑
台下降
速度快
,基
板夹震
解除
时已完
成
贴片的
元件的
T
分产生
移动.
在
-机器
设置”
的
,设
定组”
/
“基板
借据再
中,
将*
下降加
速度
"
设定为
"中
”或
"低,
(参奥
H-12
章)
板表面
的平度
较差.
需要
重新考
虑基板
本身.
另外,
通过
调整却
销
配置,
有时
也会有
T
效果.
6T
第
6
章
操作
上的故
障抢修
RtvQ3
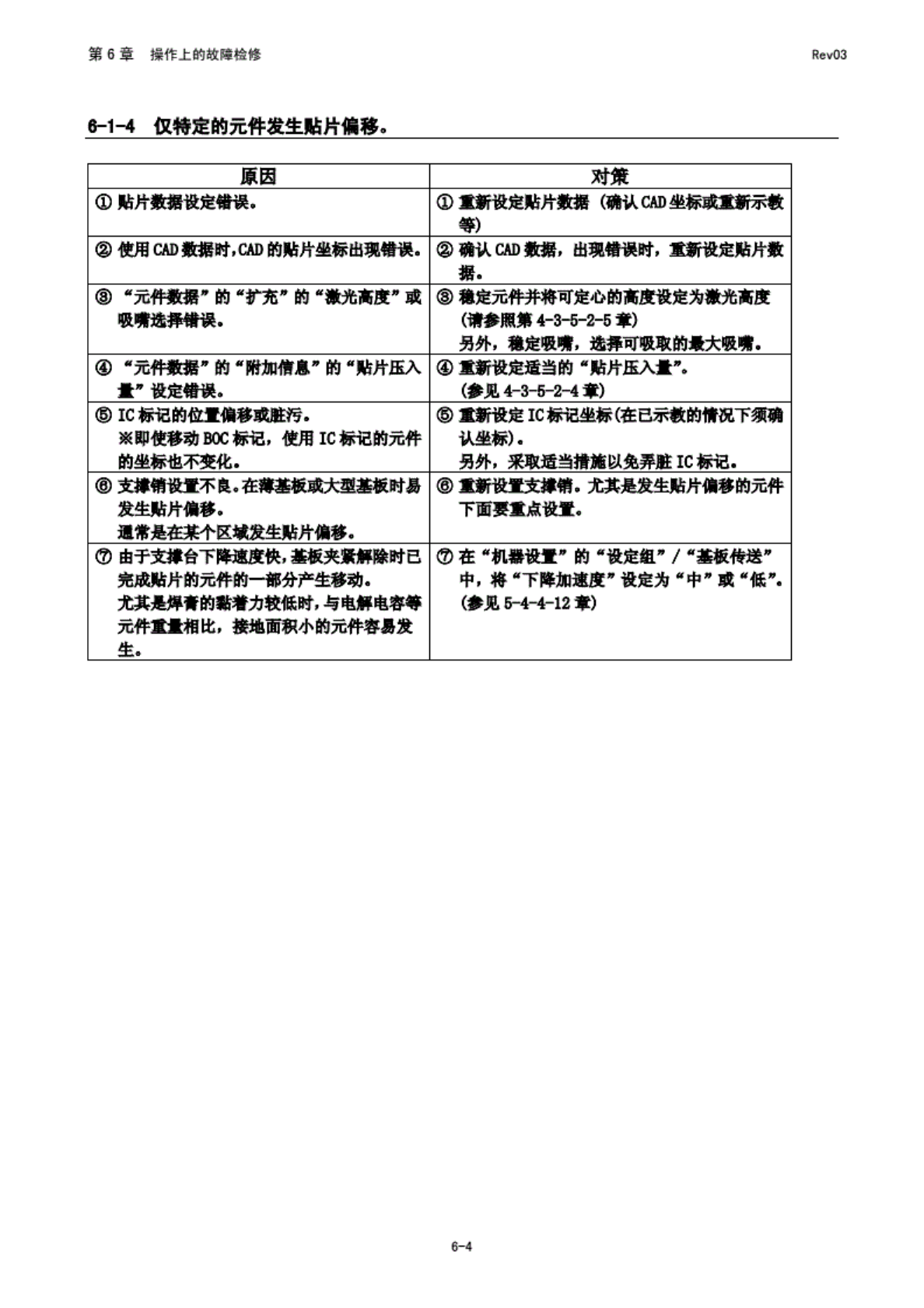
6-W
仅
特定的
元件发
生距片
偏移.
原因
对策
贴片兼
据设定
错误.
设定贴
片数据
(暗认
CAD
坐
标或重
新示裁
等)
函
数
据新,
函
的
贴片坐
标出现
错谩.
卬)
敢据,
出现错
辑时,
重新
设定贴
片低
据.
元
件数据
”的
“扩充
”的*
青
光高度
”盛
吸
需选剂
糕.
稳
定元件
并将可
定心的
高度设
定为激
光育度
(请
参眼第
4-3T-2-5
章)
另外,
稳定
吸嘴,
选择
可吸取
的果大
吸需.
0
元件
数据*
的
“附
加信息
”的*
贴
片压入
量“
设定
错提.
重
新设定
适当的
"站
片压入
量。
(孝见
4-3-5-2-4
章)
©
式标
记的位
油偏
移或
脏污.
徽即
使移动
BOC
标记,
使用过
标记
的元件
的坐
舞也不
变化.
©
道
新设定
IC
标
记坐标
(在
已示教
的情况
下领确
认坐
标).
另外,
采取适
当措施
以免弄
脏式
标记.
支撑
销设置
不良,
在薄
基板或
大理
基板时
发
生贴片
偏移.
遗常
是在某
小区
域发生
贴片
偏移,
购重新
设置支
撑精.
越是发
生贴片
偏
移
的元件
下面
要重点
设置.
由于
支撑台
下降速
度快,
基板
夹臂解
除时已
完成
贴片的
元件的
f
分产生
移动.
尤其是
好膏的
和着力
较低
师,
与电解
电容好
元
件工量
相比,
接地
面积小
的元件
容易澄
生口
"机器
设置.
的
"设
定组
”
/
*
基板
传送”
中,
将
、下降
SB
速度
"
设定为
"中”
或
*
低九
(参见
IHr
建章)
6-4