JUKI_2050说明书_.pdf - 第50页
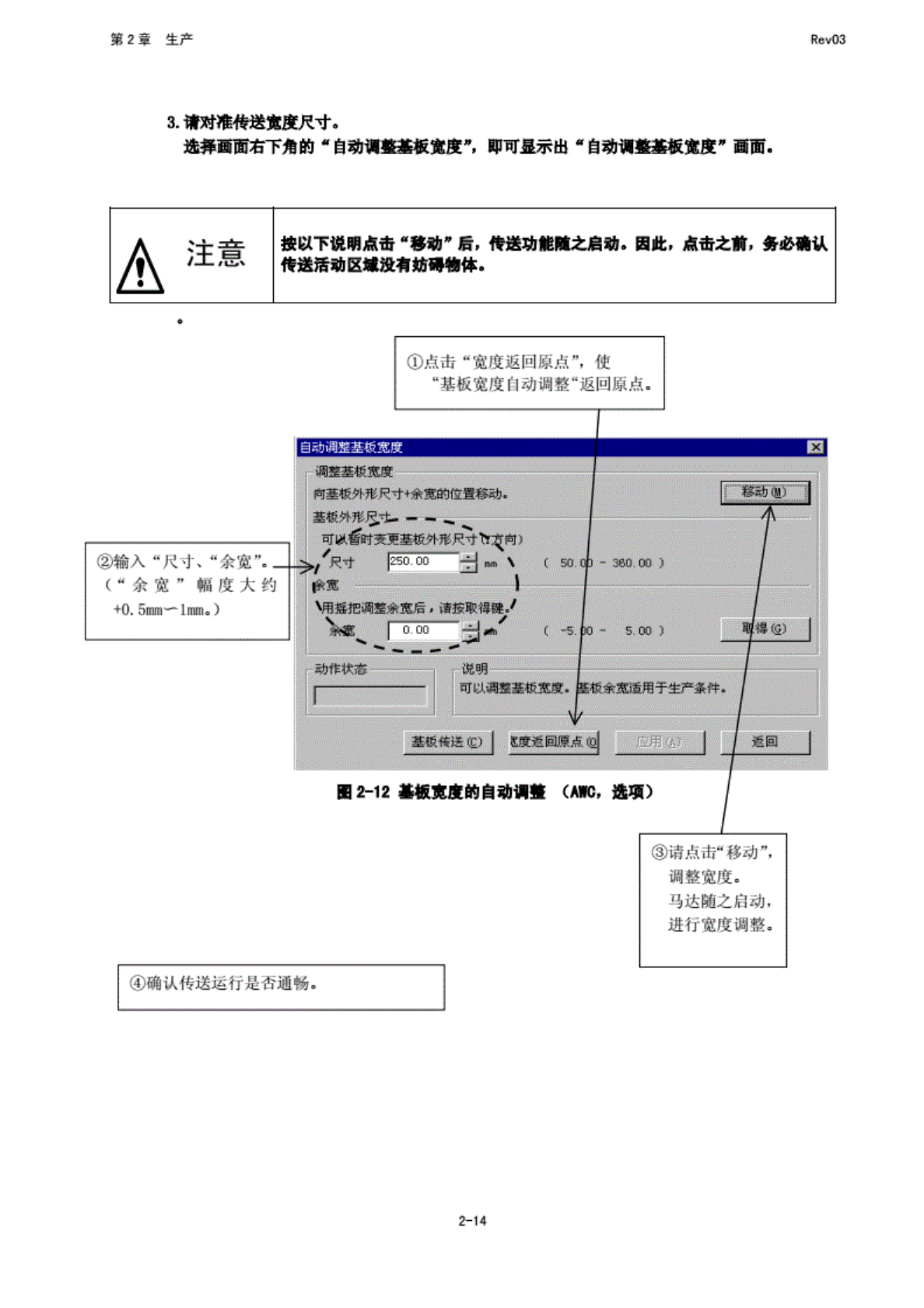
第 2 章 生产 Rev03 3 .请 对准持 送就度 尺寸. 选择画 面右下 角的* 自动 辑整基 板窗度 ”, 即可 显示出 "自动 调整基 板量度 ”画 面. 余 注意 接以 下说 明点击 "移 动" 后, 作送 功能 启动. 因此, 点击之 *, 务 必确认 传 送活动 区域没 有妨除 物体. S2-12 落板宽 度的自 动调整 (AWCf 选项) 认传送 运行 是否 通畅. 请点击 “移 动*, …
第
2
荤
生产
Rev03
2-7T-2
传送轨
道宽度
的调整
1)
采用手
动宽度
调整
(标
尚时
〈步
*
L
请调
整
传诺的
宽度.
在调整
杆
上安装
手柄
,
将
传送的
宽度洞
蔓至基
板能顺
利通过
的宽度
(
“基
板宽度
5
an
1
皿"
)
.
金
请确
认整
个传送
轨道范
围内.
基
板都能
顺利通
过。
3.
调控完
成后.
请拿下
手柄.
2)
采用
自动宽
度调整
(AVC、
选
购件)
时
要温
整传送
轨道
宽度.
也可以
31
过
打开生
产程才
文件.
在其*
基板
宽度自
动
h整
*
(储&
选项)
ans
上
进行.
这里就
下图——
“生产
冲
-
“接送
-1/0
状态*
面面,
讲述
从画面
上进行
调整的
雄
L
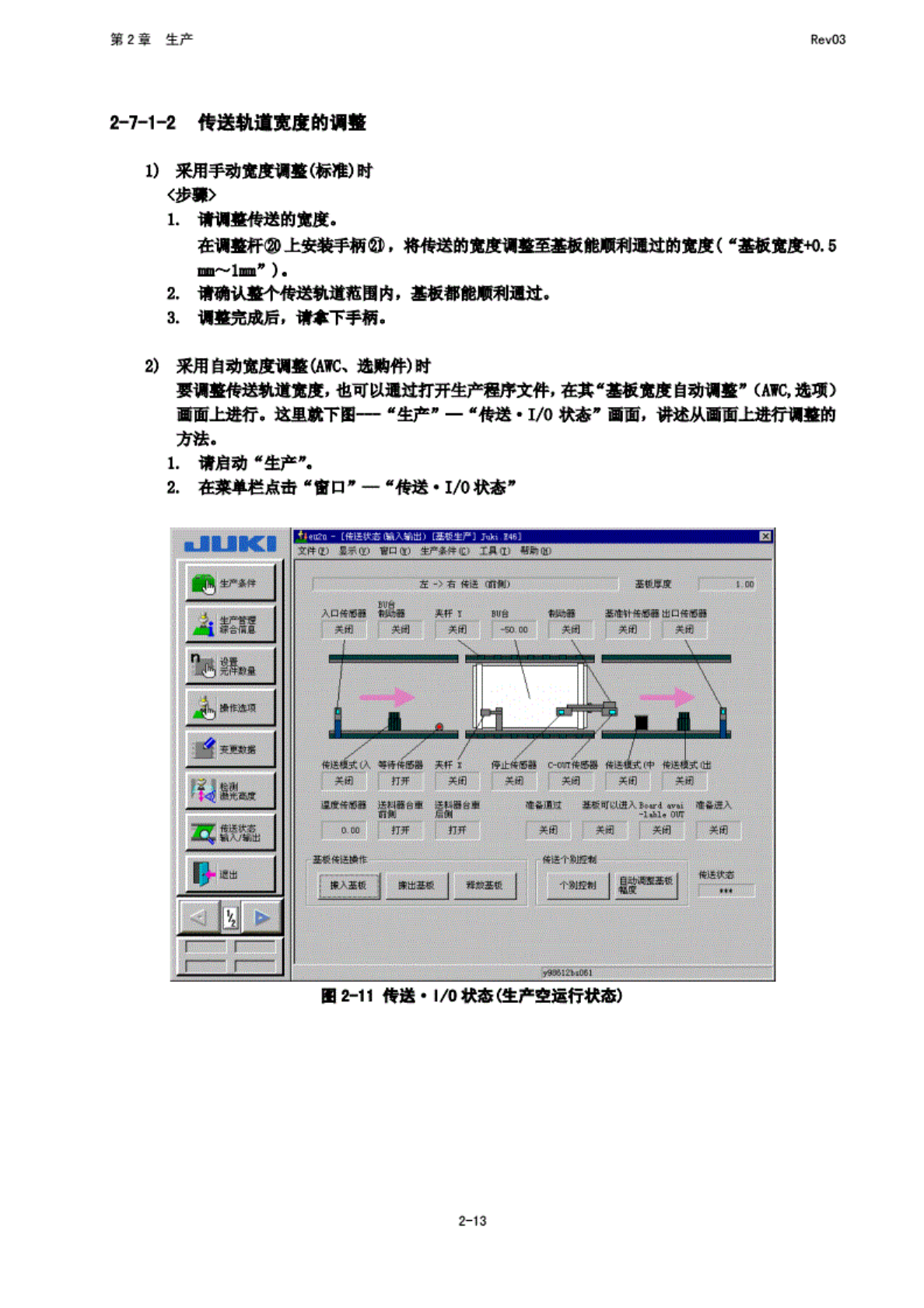
请启动
“生产
,
2.
在菜
单栏
点击
“窗
口岁一
痛传送
•
1/0
状态希
BH2-11
传送
・
I/D
状态
(生产
空运行
状奇)
2-13
第
2
章
生产
Rev03
3
.请
对准持
送就度
尺寸.
选择画
面右下
角的*
自动
辑整基
板窗度
”,
即可
显示出
"自动
调整基
板量度
”画
面.
余
注意
接以
下说
明点击
"移
动"
后,
作送
功能
启动.
因此,
点击之
*,
务
必确认
传
送活动
区域没
有妨除
物体.
S2-12
落板宽
度的自
动调整
(AWCf
选项)
认传送
运行
是否
通畅.
请点击
“移
动*,
调整
宽度.
日达
随之
后就,
进
行宽度
调整.
“宽度
返回原
点”,
使
“基
板蜜度
白动调
炉返
网原点
。
“尺寸
、“余
宽
”一
《
0余
宽"
幅
度大约
+0.
5mmi
1
丽。
)
2-14
第
2
章
生产
Rev03
2-7-1
-3
销
基准的
调
整方法
定」心
销包括
"
基准箱
"
和
“从动
销“,
基
板停止
费的
错为基
准精.
基准偶
利从动
销的调
整方法
相同,
但调
整基准
箱后,
需
要值新
设定
"机
糖设
量*.
(我
定方法
请春见
基
准错的
位置”
).
七夕
TS
的基
板,
其墙点
到基推
销中心
的距离
X,Y
都是丽
.
因此,
要
调整时
只把
家
从动销
向工方
向移动
就可.
4
W>
1
.
启动
生产.
点
击菜单
栏上的
窗
口”
,
再选择
“传送
-
1/味
奇
”
.
在
"传
送个别
控制加
上,
按
“个别
控制.
按
忸.
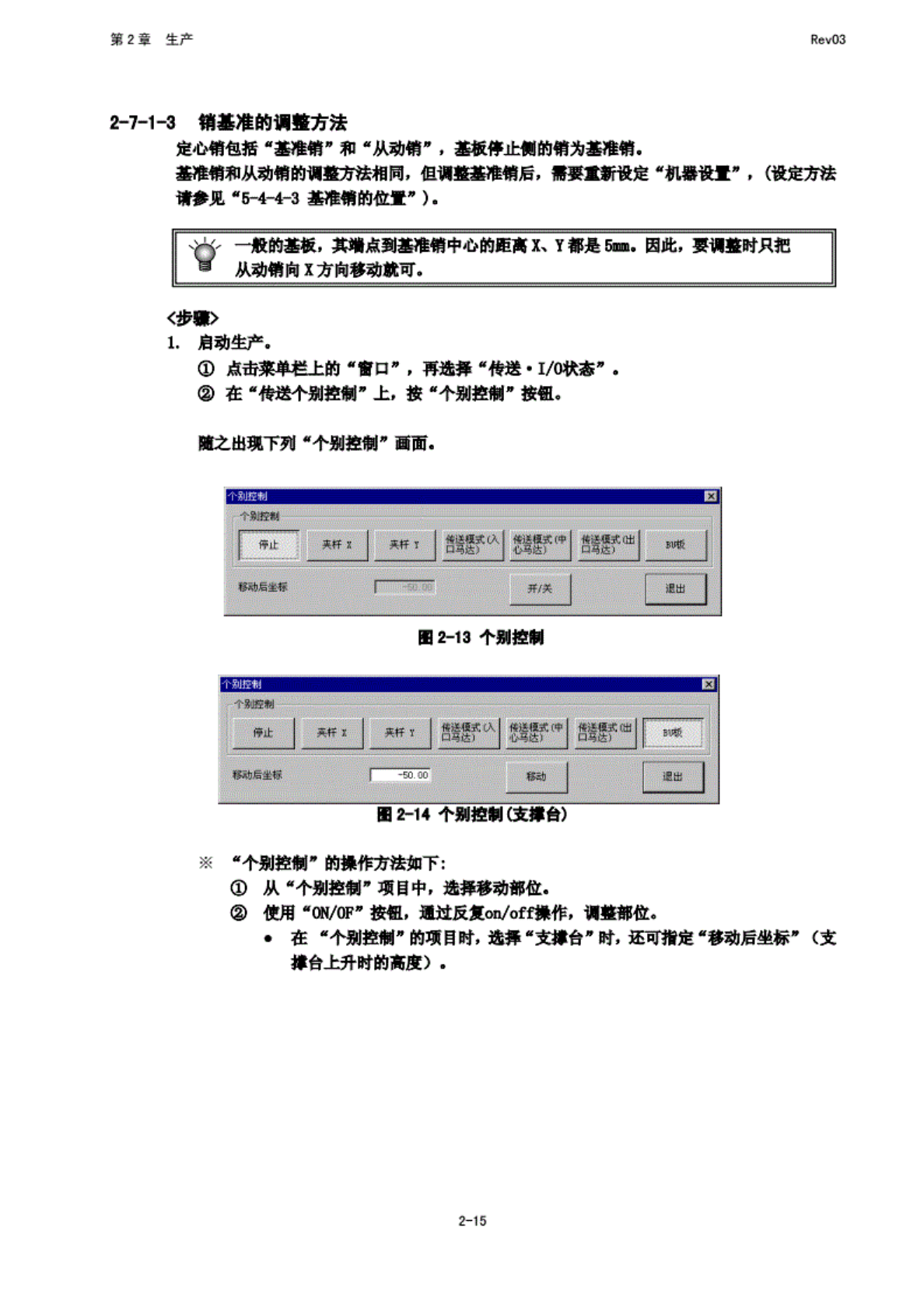
筑之出
现下列
“个别
控制”
画面.
S
2-13
个
别控制
BB2-14
个别
控制佳
撑台)
派
"个
别控制
"的操
作方法
如下:
从
“个别
控制*
项
目中,
选
择移动
部位.
使用
"明/m"
按粗,
通
过反复
Waff#
作,
调集
期位0
*
在
"个
别控
制"
的
项目时
,选弄
“支
撑台*
时
,由
T
指定*
移动后
坐标"
(支
撑台上
升射的
高度)
.
2-15