JUKI_2050说明书_.pdf - 第55页
第 2 章 生产 Rev03 6 . 将生产 基板顶 在停止 挡带 上. 基板 与停止 挡销接 触的部 分因有 缺口等 而不建 定时, 请松 动停止 挡销底 部的 辑霆 (2 根), 用 手在防 向上进 行移动 得整. 6 . 旄特 调节手 柄 , 将 定心情 (从 动侧) 身 块一直 移动到 基板的 外掘. 工 便 “夹杆 X” 门夹杆 Y“ 逃入 “orr 状态. 按下 "夹杆 次 按 钮后, 接着按 .ON/OFF”…
第
2
章
生产
Rev03
2-7-1
T
外形基
准的调
整方法
外形
基准是
不用基
准销,
而遢
过外
德的夹
板装量
Ok
y
力向)
来固定
基板的
方法.
当使
用商气
基
板等没
有基准
箱孔或
孔径与
基准情
宜
轻不
符的基
板时,
选
择此方
法进行
调整.
《步*
1
.
启动
生产.
从
菜单栏
E&
押
恒口)
税植送
-
1/0
状态。
选择
“个别
传送控
制”,
按
“个别
控制”
按犯.
出
现个别
控制面
面.
2,
降下
定/小
稻.
定心销
《基准
销和从
动箱)
与非
形基准
块被一
体化.
固
定在知
台上.
在此状
盘下,
如果支
撑台
上升,
则定」
MT
会
碰到基
板,
因此,
便用外
形基准
时,
请
降下定
心情,
在设定
时使定
心情不
与基板
接假.
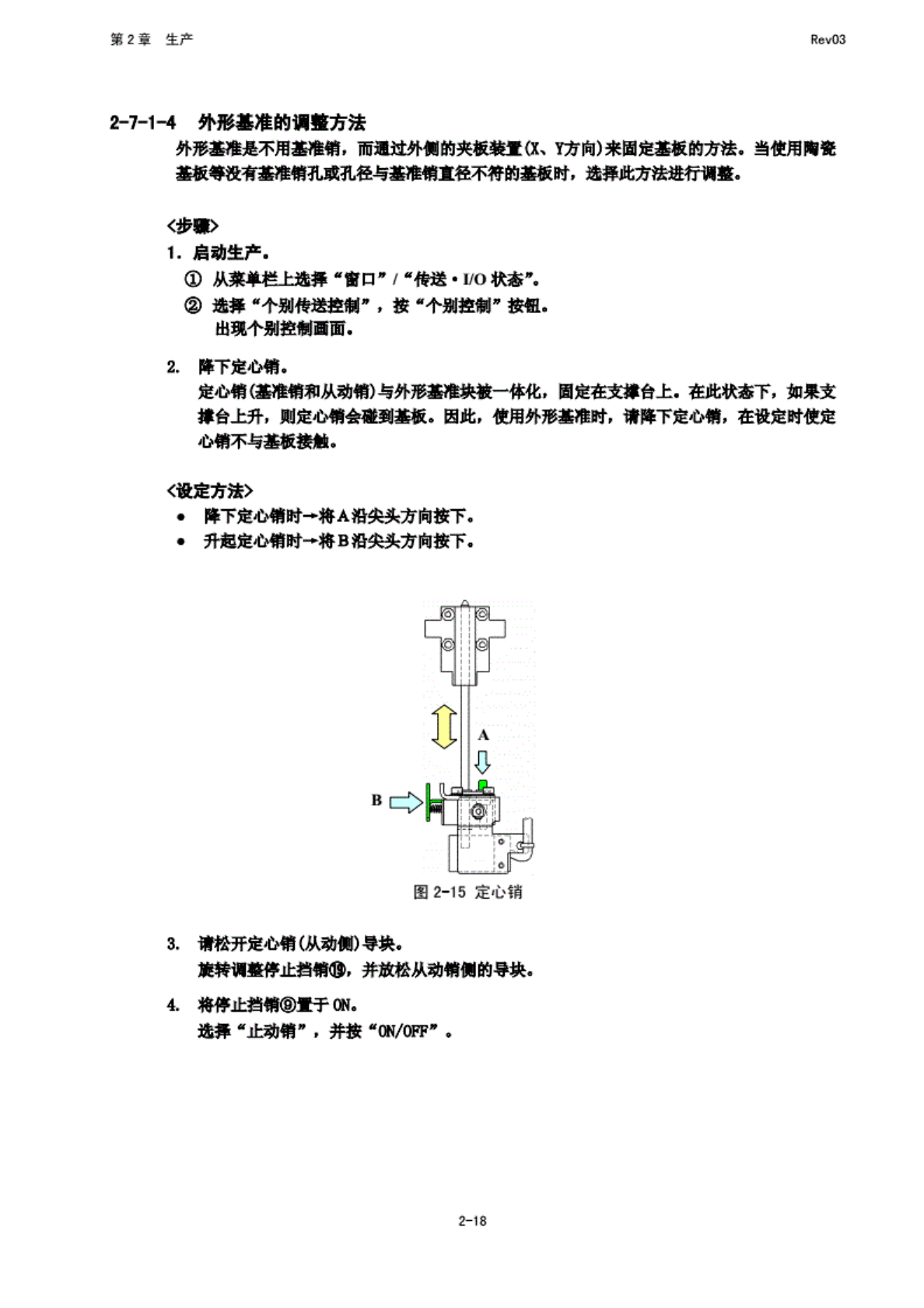
垓)
・
降下
定心情
时一将
A
沿关
头方向
按下.
•
升起定
心销时
f
精
B
沿尖
头方
向接
下.
图
2-15
定心销
3,
请
松开定
心销
(从
动能)
导块.
旋转
调整停
止挡
糖,
并放松
从动销
侧的
导块.
至
将停
止挡错
质.
选算
*
止动
销*,
井按
"W/QFFw
.
2-13
第
2
章
生产
Rev03
6
.
将生产
基板顶
在停止
挡带
上.
基板
与停止
挡销接
触的部
分因有
缺口等
而不建
定时,
请松
动停止
挡销底
部的
辑霆
(2
根),
用
手在防
向上进
行移动
得整.
6
.
旄特
调节手
柄
,
将
定心情
(从
动侧)
身
块一直
移动到
基板的
外掘.
工
便
“夹杆
X”
门夹杆
Y“
逃入
“orr
状态.
按下
"夹杆
次
按
钮后,
接着按
.ON/OFF”.
再接
"夹杆
Y*
钮,
接着按
aQW/OFF\
&
把夹杆
X
暮动到
基板的
蜡面.
在基
板与停
止挡
策轻徵
接触
的情
况下,
旋转
调节停
止首
蒂通,
并滑
动夹杆
X0,
将其
移动到
基板的
谐面.
基板与
停止挡
情接触
的部分
因有缺
口等而
不稳定
时,
请松
开夹杆
X
止挡情
底部的
镇建倒
ft),
用手在
v
方向
上进
行移动
调整.
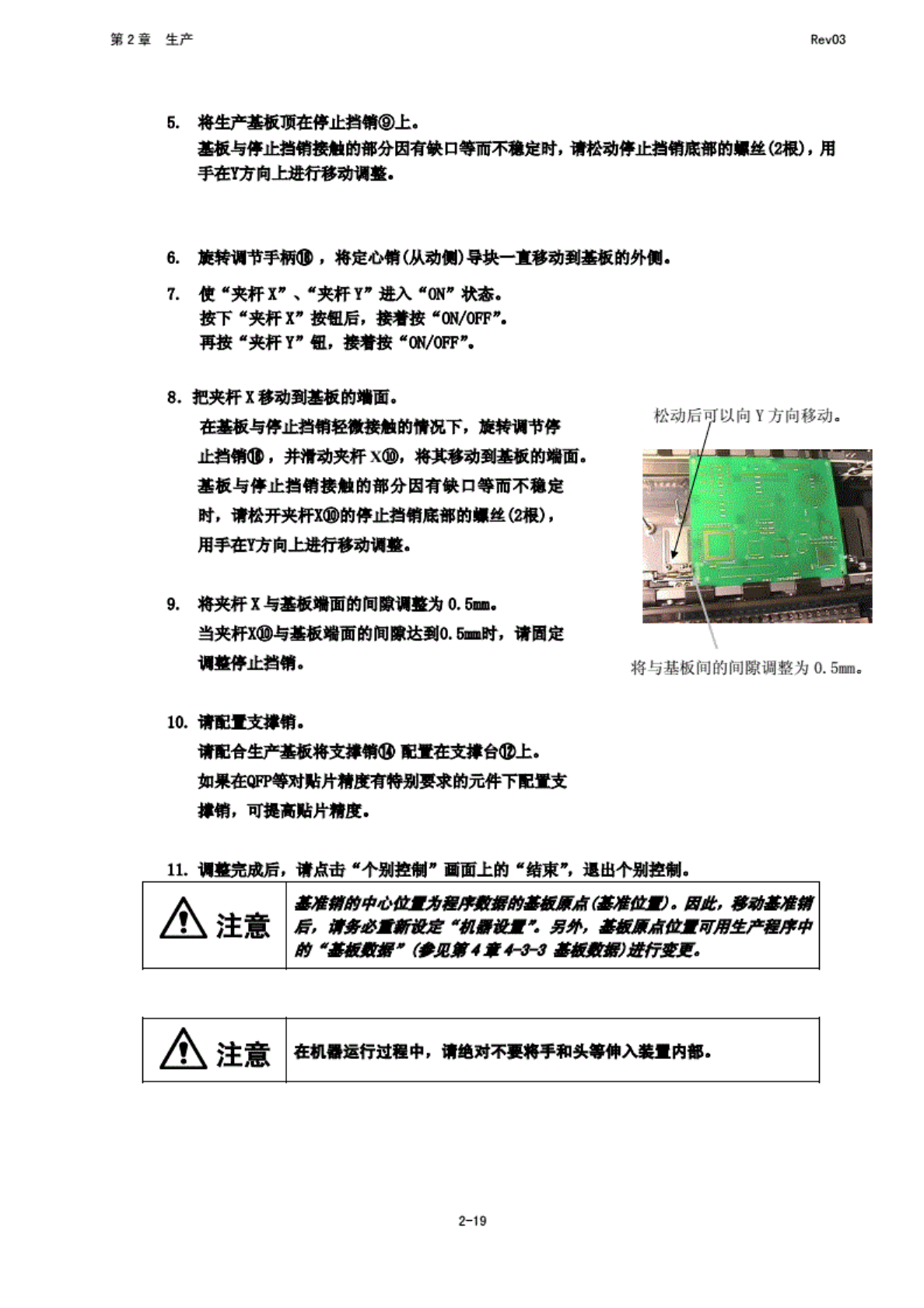
9
.
格夹杆
X
与基
板端
面的
同隙调
整为
0.5
1孙
当夹杆
X
颈与
基板端
面的间
隙达到
0.
父游,
请固定
调
拄停止
挡策.
将与
基板向
的间
隙调
整为0
.5廊.
10
.
请
配豆支
撑帽.
请
配合生
产基就
粉支排
情
配
置在支
撑台
上.
如果在
QKP
等对贴
片精度
育特别
要求的
元件下
配置支
撑情.
可提
高贴用
I
度.
11.
调控完
成后,
清点击
“个
别控
制”
画
面上的
'结束
",
退
出个别
控制.
於注意
基奉
镇做中
心型经
程停数
盘的基
制霰点
(基
奉世
❸.
因蛇
翻啦
律捧
高
遂等必
・哂走
"机
0
避
*.*
另给
点位
球可用
生产
程工中
附
修初电
r
修非第—
7
事幽电
即速
疗变
e
益注意
在机修
运行过
程中,
请
绝对不
要施手
和兵等
佛入装
部.
2-19
第
2
章
生产
Rev03
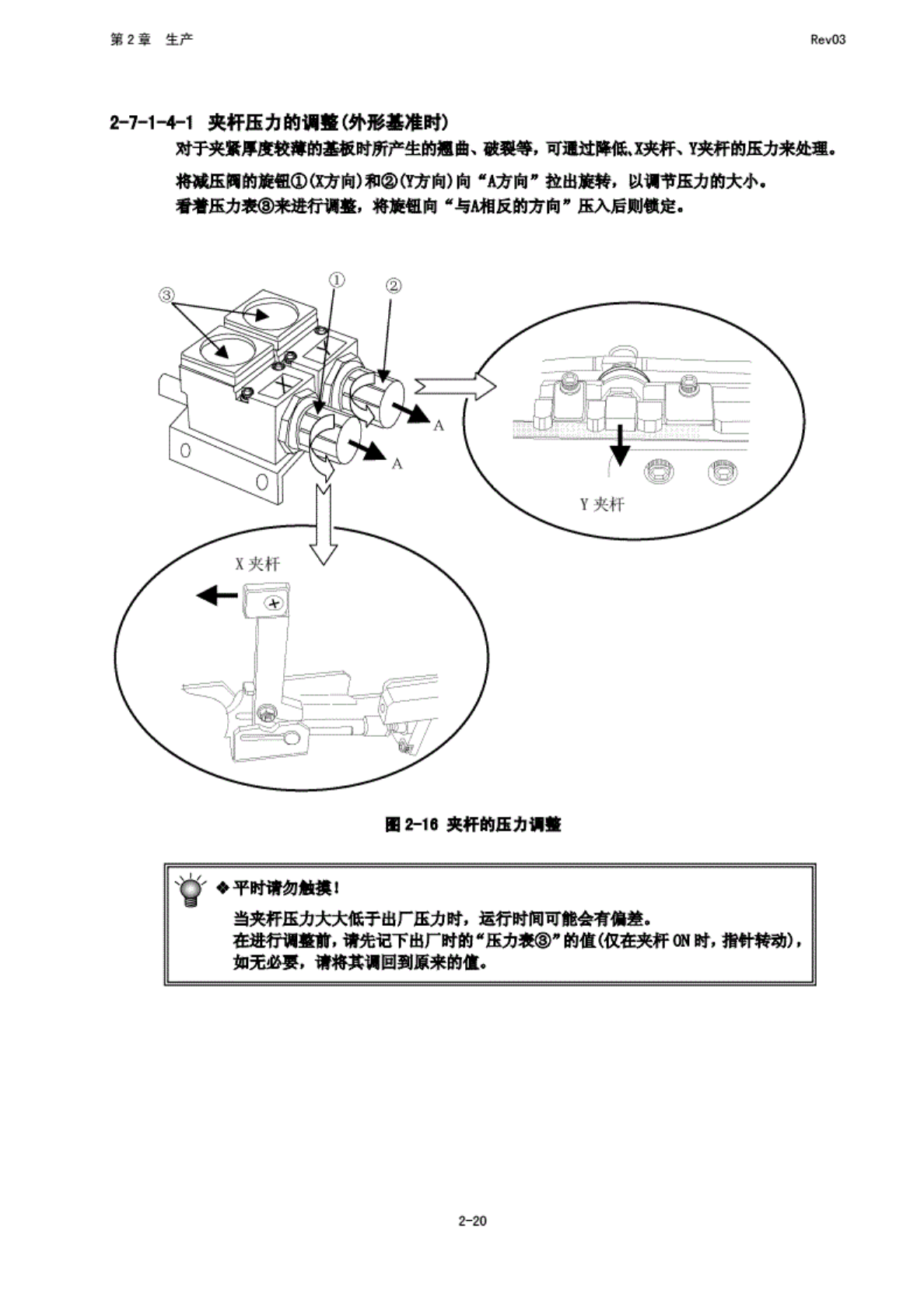
夹
杆压力
的调整
(外
形基
准时〉
对于
夹紧厚
度较薄
的基板
时所
产生的
遇曲、
破
裂等,
可通
过胸眠
X
夹杆、
Y
夹杆的
压力来
处理,
将版
压阀的
旋钮①
(防
向)
和②
(Y
方向)
向
"方向
,
拉出
旋转.
以酒节
压力的
大小.
看
着压力
表⑧来
进行调
整,
整
旋钮向
.与
确反的
方向"
压
入后则
锁定.
图
2-1日
央杆
的压力
划强
0
.平帽
前x
j
当
夹杼压
力大大
低于出
厂压力
时,
运行
时间可
能会有
检些.
在
进行调
,
T,
请先
圮下出
厂时的
"压力
衰集"
的值
(仅
在来杆
版
时,
指针
转动)
,
如无
必要.
请常
其得回
到原来
的值.
2-20