JUKI_2050说明书_.pdf - 第68页
第 2 章 生产 Rev03 2-S-3-2 讨停 临时停 止生 产时, 按下 摄作面 板的 6T 0P》 升关. 在 * 连战” 运行 模式 下按下 《 top》 开关, 就在 运行模 式为 "加 r 时停止 在步a 位置 上时, 机 器将处 于哲停 状态. 暂停状 态时的 显示画 面如图 2T6 暂停状 态时的 显示所 示. HB2-2fl 餐停 状态时 的显示 在此. 若按下 0根心开 关, 师 停对话 H 消失, 暂 …
第
2
章
生产
Rev03
实际
生产政
计划生
产我.
计划
生产数
M
在生产
条件
申所设
定的计
划生产
数量.
实
际生产
救*:
显示实
题生产
的神.
.操作
选项的
,生
产保
示产标
签中的
*栗
计生产
基板效
景
R
项被逸
中时,
从
生产基
板数量
的
实际敷
1BF
始计算
,
操作
选项的
“生
产保
示)*
标
签中的
“倒
针生
产基板
款・”
项被逸
中时,
显示
的生产
实际
数
*为
剩下的
数量.
总贴
片点敷
1
张基板
上的
所宥贴
片点
数.
顺
序
显
示当前
正在送
行的贴
片版序
(输
入顺
序或最
优化
顺序)
.
生产楣
6
显示当
防
的生产
状态.
具
体内容
如下.
通
道编号
显示
贴片头
所吸取
贴片
的元件
的通道
编号.
阶
段靖号
显
示贴片
头所吸
取贴片
元件的
“贴片
数据”
瓶序.
(因输
入瓶序
与最优
化顺序
而异》
总贴
片点敷
显示】
张基
板上
的油片
点数.
(
A
大值
为贴
片点费
x
电
路数)
吸取位
显示贴
片头
吸取的
贴片头
编号.
「注值
g
>
使用
MK
元件
时,
由于
MC
自
身在进
行元件
用尽时
的层检
索,
有时显
示的层
会不一
〔样,
_
J
电
)
眼鹿
娘号
显示
贴片头
上安装
的吸嘴
编
号.
元
件名都
显示贴
片头
将吸
城的元
件名.
元件
ID
显
示贴片
头将吸
取的贴
片元件
的元件
ID.
2-31
第
2
章
生产
Rev03
2-S-3-2
讨停
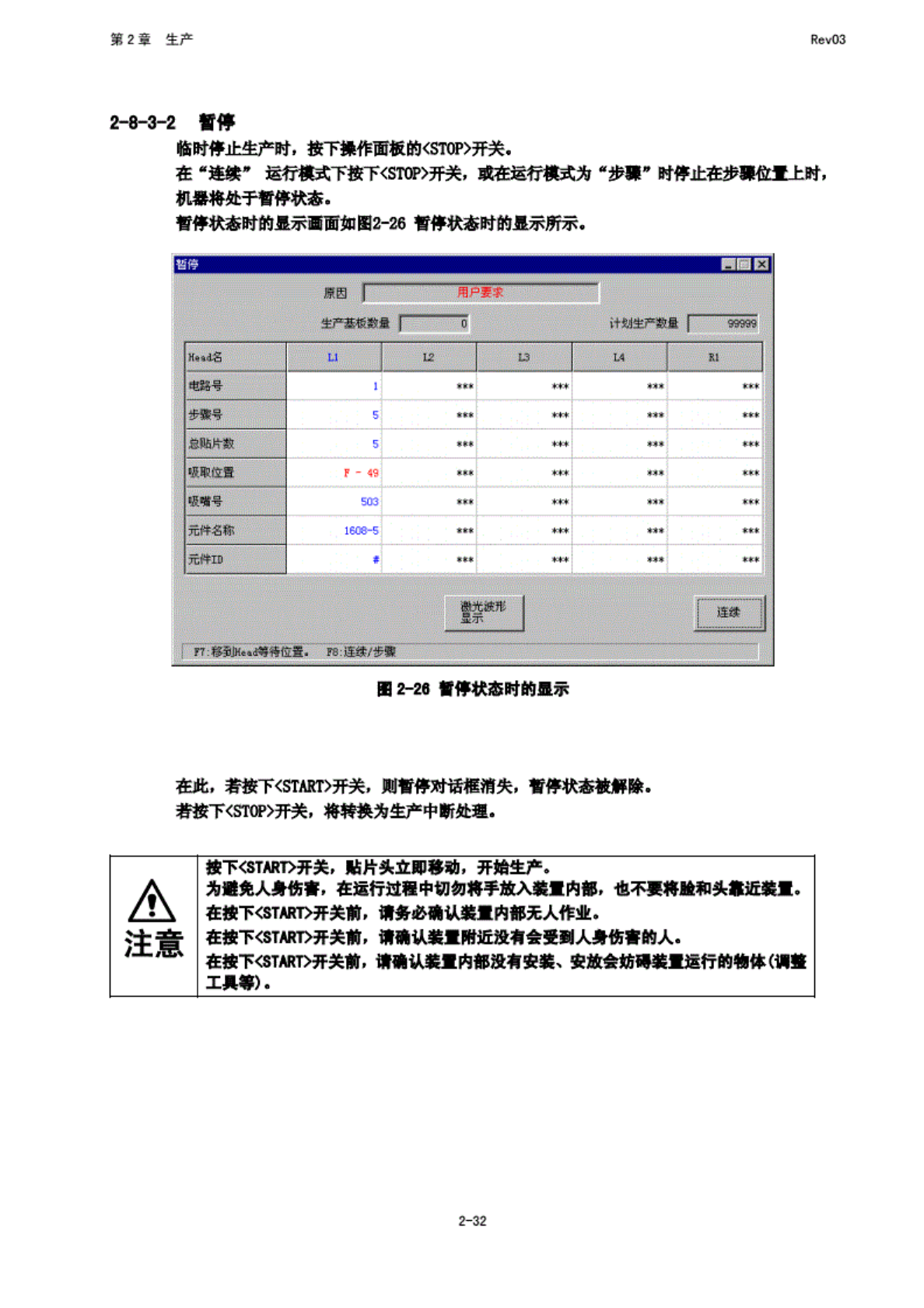
临时停
止生
产时,
按下
摄作面
板的
6T
0P》
升关.
在
*
连战”
运行
模式
下按下
《
top》
开关,
就在
运行模
式为
"加
r
时停止
在步a
位置
上时,
机
器将处
于哲停
状态.
暂停状
态时的
显示画
面如图
2T6
暂停状
态时的
显示所
示.
HB2-2fl
餐停
状态时
的显示
在此.
若按下
0根心开
关,
师
停对话
H
消失,
暂
停状需
1ft
解除.
着按下
81值3
开关,
将转
揆为生
产中断
处理.
急
按下
<STAR7>
开关,
贴片
批立即
静动,
开始
生产,
为建
免人身
扬弃,
在运行
过程中
切削
将手放
入装
置内
部,
也不提
将雅和
美施近
装置,
在按下
<STARD
开
美前,
清
务必确
认装
部无人
作业.
在按下
eTART>
开
关前,
请翻
返装
置附近
没有会
受到人
身伤害
的人.
在按下
<START>9F
关前,
请
确认装
,内
部没相
安装、
安故会
妨碍装
行的
卷体
(调装
工具
等).
2-32
第
2
章
生产
Rev03
2-S-3-3
中断
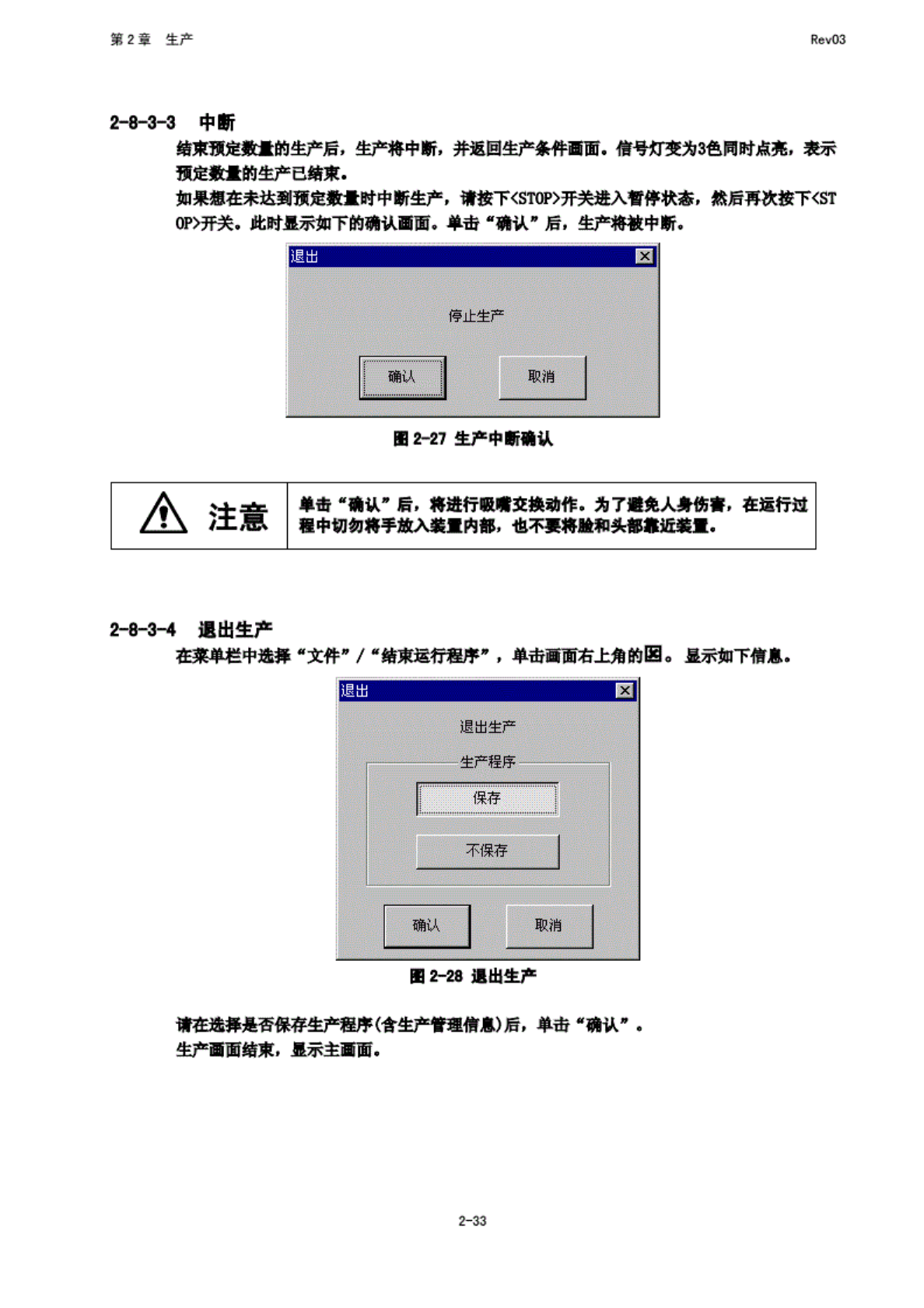
结束
预例*
的生
产后,
生产
将中标
并返
回生产
条件画
S.
信号
灯变为
3
色同
时点藏
表示
预定数
量的生
产已结
束.
场
果想在
未达到
预定数
景时
中断
生产,
请按下
《
STOP>
开关进
入暂停
状态,
然
后再次
接下
《
ST
OP
历关.
此时显
示如下
的确认
画面,
单击
“
确认”
后.
生
产将被
中断.
B2-27
生产中
断确认
A
注意
解击
“确
认”
后,
将进行
理乘交换
动作,
为了避
免人身
佛事,
在
运行过
程申切
的样手
放入犍
量内
部,
也
不要将
n
和头部
靠近装
・.
2-S-3T
退
出生产
在菜
单栏
中选择
“文
件”
/
”转
束运
律租序
R
,
单
击画面
右上角
的国上
显承
翔下
信息.
图
2-28
退
出生产
请在选
择是否
保存生
产程序
(含
生产
管理情
匐后,
单击
“ML
生产
画面
结束,
显示主
画面.
2-33