NXT-IIc 机械手册.pdf - 第382页
MEC-NXTIIc-3.3S 6. 消耗品的更换 NXT IIc 机械手册 357 e . 请 反 复 进 行 从a到d的 操 作,直 到 满 足 公 差 为 止 。 如 果 是 M 6 - 2 c模 组,即 使 调 整 垫 片的厚度也不能满足公差的话,请 调整两端的调整螺丝。 备注 )M3-2c 模组用和 M6-2c 模组用都有带多个螺丝类型的固定刀刃。 除 M6-2c 模组用的两端 之外 , 请用垫片进行调节。 f. 请拧紧固定刀…
6. 消耗品的更换 MEC-NXTIIc-3.3S
356 NXT IIc 机械手册
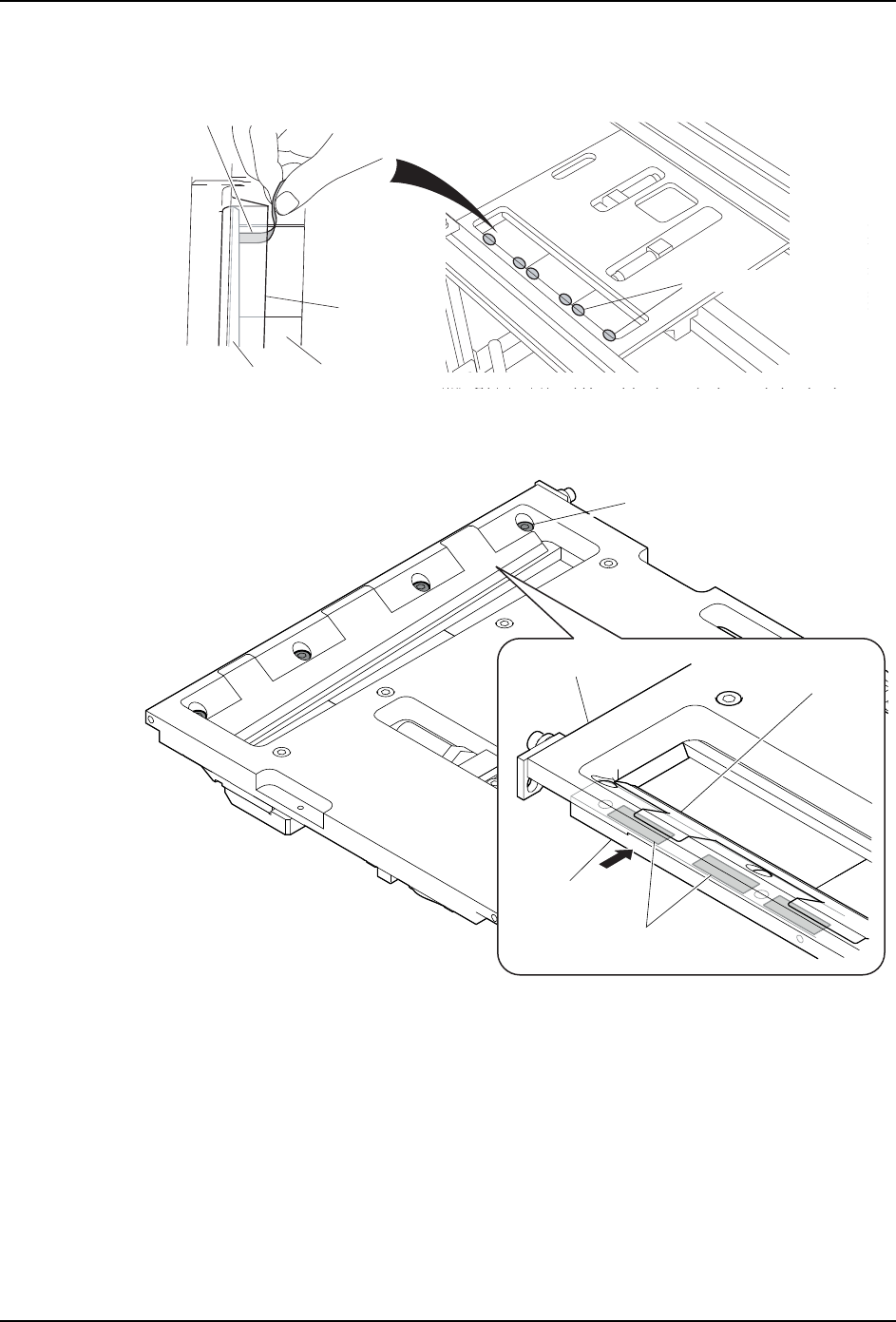
10.把塞尺插入可动刀刃和固定刀刃之间确认间隙尺寸。公差条件是 0.02mm 厚度可以进入
但是 0.06mm 厚度不能进入的间隙量。请在每个刀刃之间任取两处进行确认。
11.如果不能保证恰当的间隙时,请调整固定刀刃的高度。
a. 请拧松缝隙尺寸不在公差范围内的固定刀刃螺丝。如果是 M6-2c 模组 , 请另外再拧
松位于两端的调整螺丝的螺母。
b. 在固定刀刃安装螺丝附近的固定刀刃和底座板之间放入恰当厚度的垫片,并临时拧
紧固定刀刃的安装螺丝。
备注 )带有刷子的时候,请将垫片从没有刷子的一侧插入。插图中的垫片配置是一个例子。
请根据情况,变更放入垫片的地方和垫片的大小。
c. 请用步骤 10 方法确认间隙量。
d. 不满足公差条件的时候,变更垫片的厚度,请确认间隙量。
01MEC-0793Sa
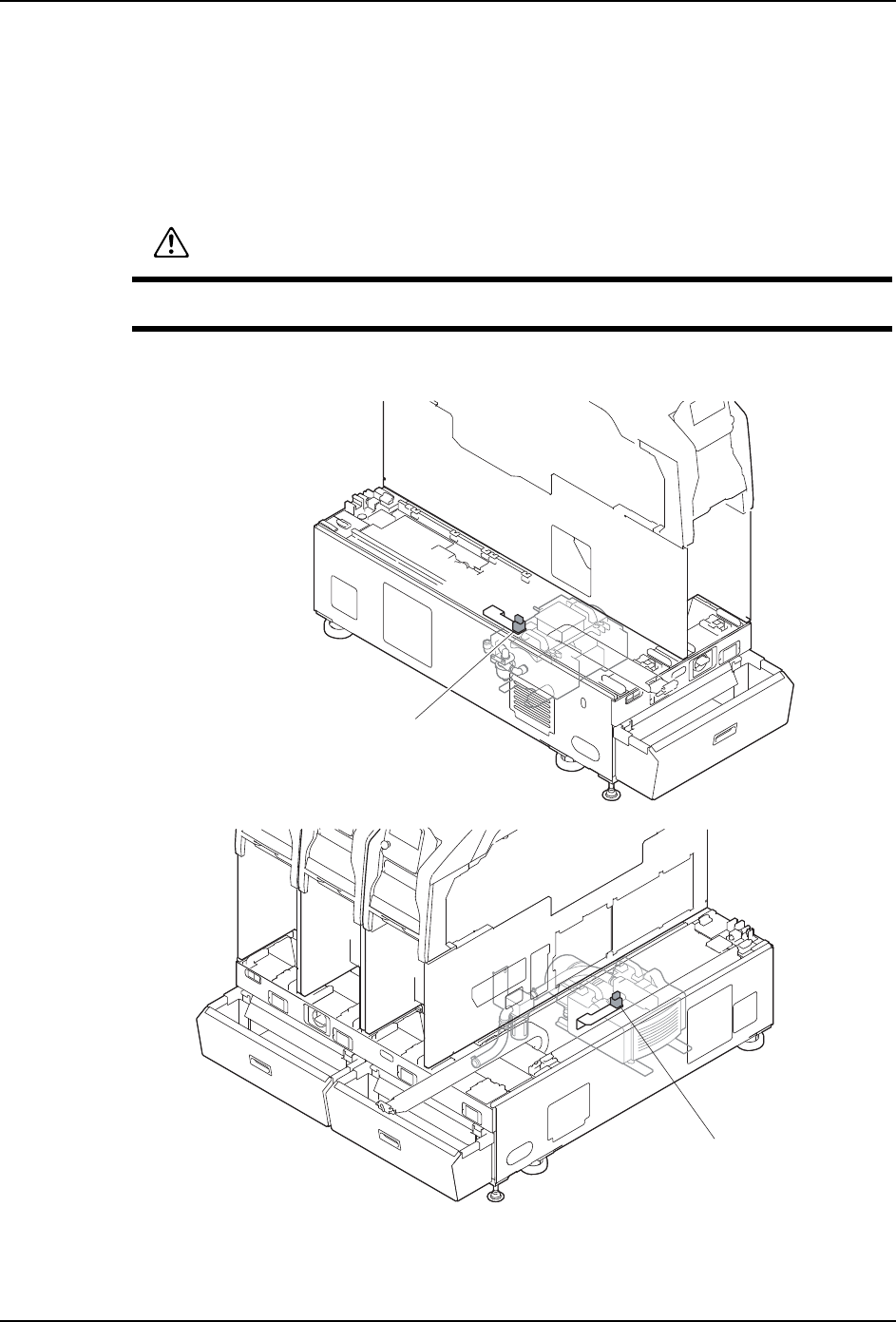
᷹ቯ⟎
ࠋᄤ
าሎ
ৃࡼߔߗ
ᅮߔߗ
01MEC-1127Sa
ൿ⠛
ᅮߔߗ
ᑩᵓ
ࠋᄤ
⫼Ѣᅝ㺙ᅮߔߗⱘ㶎ϱ
M3-2c㒘໘ˈ
M6-2c㒘໘
MEC-NXTIIc-3.3S 6. 消耗品的更换
NXT IIc 机械手册 357
e. 请反复进行从a到d的操作,直到满足公差为止。如果是M6-2c模组,即使调整垫
片的厚度也不能满足公差的话,请调整两端的调整螺丝。
备注 )M3-2c 模组用和 M6-2c 模组用都有带多个螺丝类型的固定刀刃。除 M6-2c 模组用的两端
之外 , 请用垫片进行调节。
f. 请拧紧固定刀刃安装螺丝和调整螺丝的螺母,确认全部的测定位置间隙量满足公差
条件。如果偏离公差条件,请重新调整。
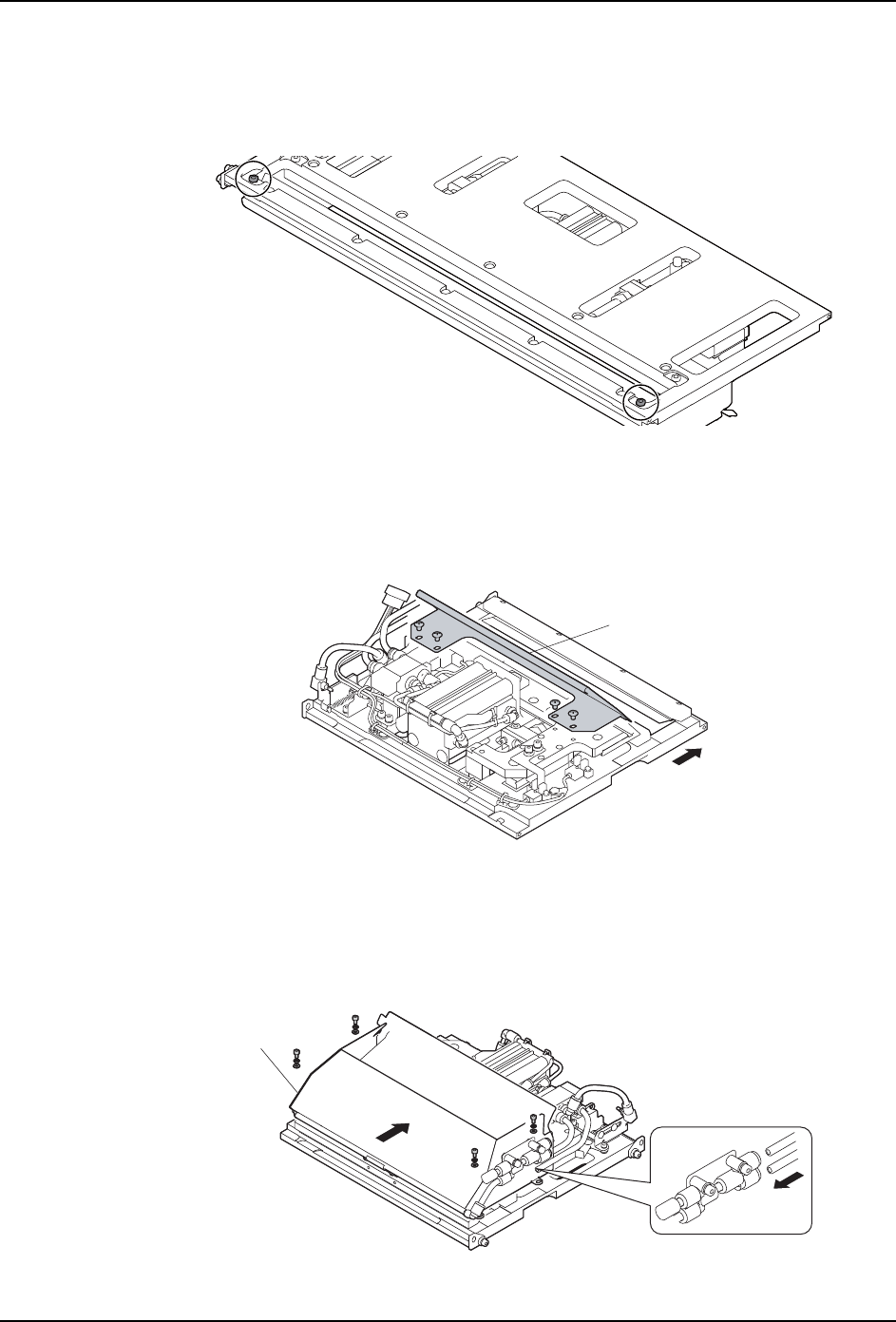
12.请将废料带处理单元从刀刃对齐调整治具上拆除下来,置放在操作台上。
13.请一边按箭头方向按住滑槽盖板一边用螺栓固定。
14.请安装输送槽。固定输送槽时,请一边压入刮刀,一边固定螺栓。
15.使可动刀刃前后移动,确认滑动盖板和输送槽不相碰撞。
备注 )如果滑动盖板和输送槽相碰,请把输送槽安装位置移开到不相碰撞的位置。
16.请连接空气软管。
17.请安装废料带处理单元。( 详细参照 「7.4 更换废料带处理单元」)
01MEC-1285
01MEC-1095S
⒥ῑⲪᵓ
01MEC-0794Sa
䕧䗕ῑ