CX-1_QA表.pdf - 第108页
QA表 NO. 2 (1/2) NO. 2 (2/2) 机种 1.将千分表安装在贴装头的OCC摄像机托架上,将贴装头向X方向移动,测定X轴与A面 (安装板侧面)的平行度。 2.如果超出规格值,可旋松用于固定BASE FRAME ASM的4颗螺丝(SL6052092TN), 对位置作调整。 以安装板的侧面(右图的A面)规定焊剂涂敷单元与X轴的平行度,与X轴的平行度之规格值如下。 X轴与焊剂涂敷单元的平行度 规格值:1.0mm/170mm …
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
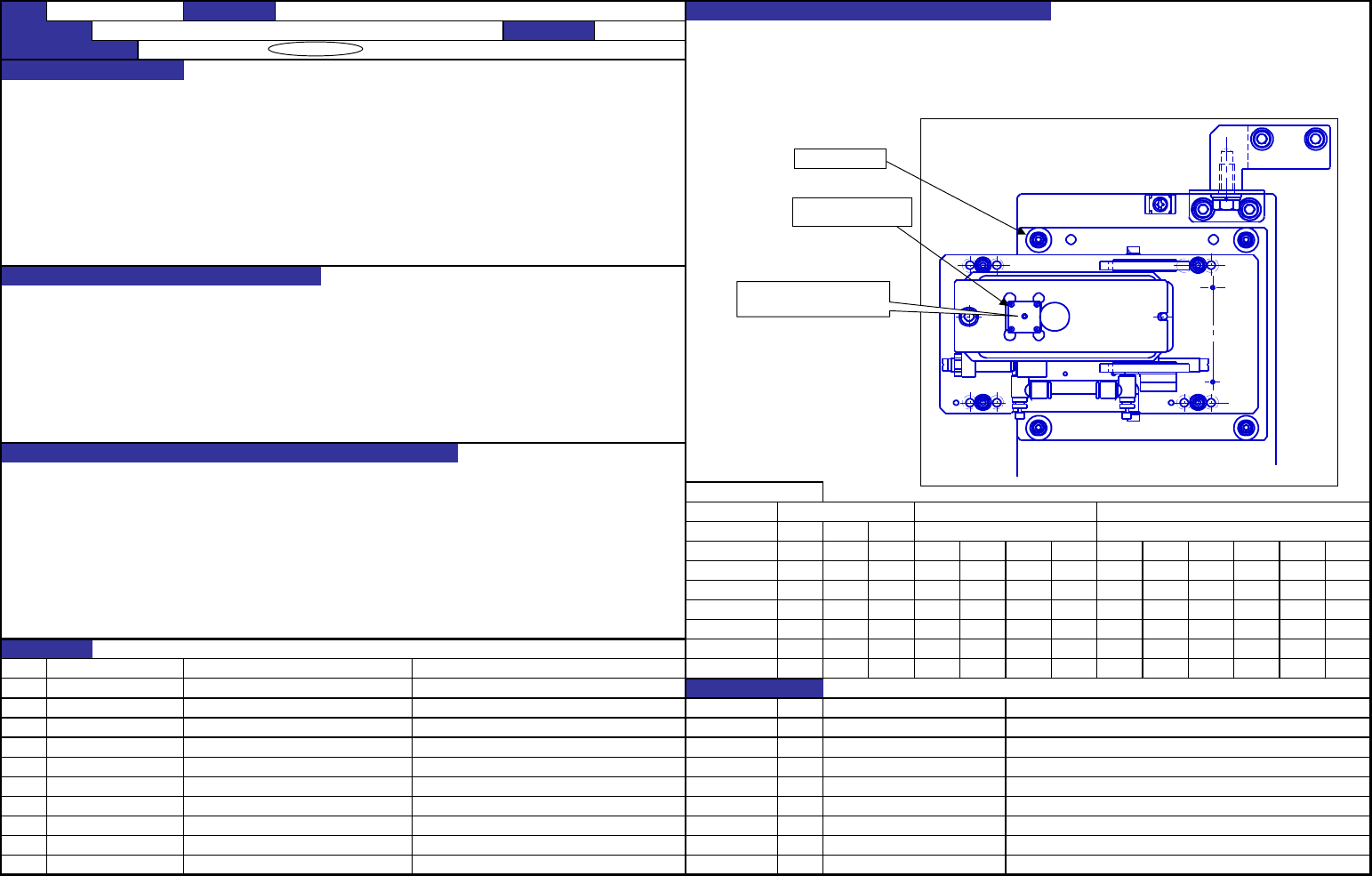
1.将CAL PIECE V2 ASM放在JIG PLATE(夹具板)上,以OCC测定标记。
OCC测定的步骤请参照「CX-1装配调整要领—助焊剂涂敷装置任选项」的第7项
「助焊剂涂敷装置的定位」
2.如果超出规格值,可旋松用于固定BASE FRAME ASM的4颗螺丝(SL6052092TN),
助焊剂槽的位置精度 对位置作调整。
CAL PIECE V2 ASM之标记位置的规格值
X: 725±0.5mm
Y: 528±0.5mm
将508吸嘴装在贴装头上根据真空水平的变化测定助焊剂槽上面的高度时,
将吸嘴正确地下降到助焊剂槽的平面部分。
将外形Φ9.5mm的508吸嘴正确地下降到宽度为11.2mm的平面部分。
如果吸嘴的外形(Φ9.5mm)超出助焊剂槽的平面部分,则造成漏气,
不能取得正确的高度测定值。
CDE
CDE
CDE
CDE
CDE
CDE
CDE
NO CDE
①
②
NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【16】-1
对象元件
货号 品名 有关质量特性
CX-1
装置名称
助焊剂槽
确认方法及调整方法(故障处理方法)
功能名称
助焊剂槽的位置精度 作成日 2006/2/20
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
日期
功能作用(规格调整值的意义)
故障发生履历
预想故障(应规格调整值不良而发生的故障)
变更履历
日期
2006. 2. 20
内容 処理
新设
内容 处理发生时期
以OCC测定CAL PIECE V2 ASM
的标记。
40031355
CAL PIECE V2 ASM
SL6052092TN
QA表 NO. 2 (1/2) NO. 2 (2/2)
机种
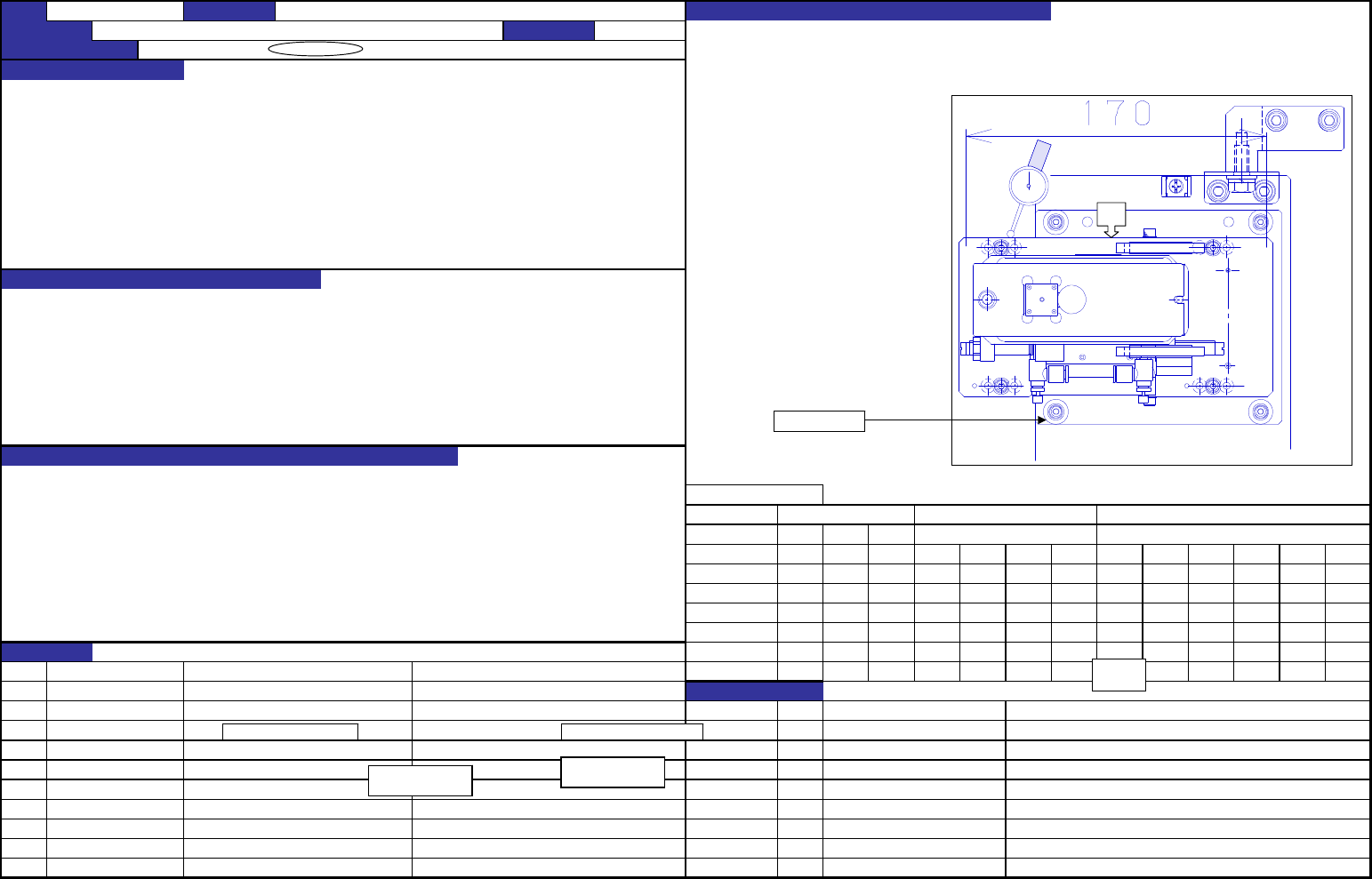
1.将千分表安装在贴装头的OCC摄像机托架上,将贴装头向X方向移动,测定X轴与A面
(安装板侧面)的平行度。
2.如果超出规格值,可旋松用于固定BASE FRAME ASM的4颗螺丝(SL6052092TN),
对位置作调整。
以安装板的侧面(右图的A面)规定焊剂涂敷单元与X轴的平行度,与X轴的平行度之规格值如下。
X轴与焊剂涂敷单元的平行度
规格值:1.0mm/170mm
转印助焊剂时防止元件对型腔的θ方向偏移。
如换算成最大型腔尺寸即正方30mm,就是将偏移控制在0.2mm以内。
在型腔周围宽2mm左右的区域,由于助焊剂膜变薄,所以偏移大的话,
转印助焊剂时就会造成焊剂附着量不佳。
CDE
CDE
CDE
CDE
CDE
CDE
CDE
NO CDE
①
②
NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【16】-2
CX-1
装置名称
焊剂涂敷单元
对象元件
货号 品名 有关质量特性
变更履历
日期
2006. 2. 20
内容 処理
新设
预想故障(应规格调整值不良而发生的故障)
功能作用(规格调整值的意义)
日期
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能名称
焊剂涂敷单元与X轴的平行度 作成日 2006/2/20
确认方法及调整方法(故障处理方法)
处理
故障发生履历
发生时期 内容
40001282
スライドプレートがOPENのとき スライドプレートがCLOSEのとき
LEDが点灯してから
さらに左に0.5mm
LEDが点灯してから
さらに右に0.5mm
A
SL6052092TN
QA表 NO. 3 (1/2) NO. 3 (2/2)
机种
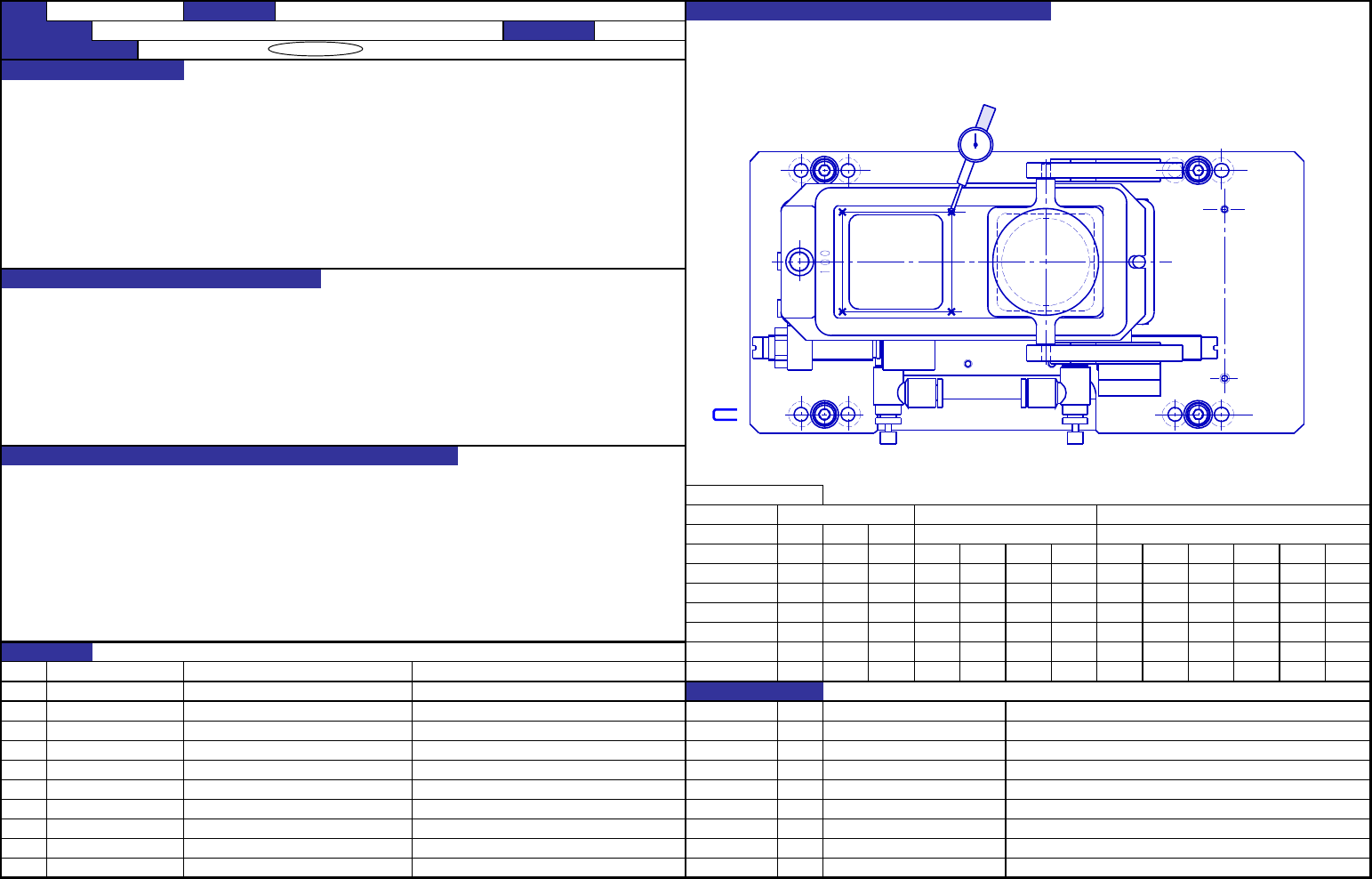
1.将杠杆千分表(量具)安装在贴装头的OCC摄像机托架上,将贴装头向X·Y方向移动,
测定助焊剂槽上面的a、b、c、d的高度。
2.按照装配·调整要领说明书调整助焊剂槽的高度。
助焊剂槽上面相对于贴装头移动的平行度
规格值:0.05mm
确保助焊剂槽与进行助焊剂转印的元件之平行。
转印助焊剂时附着在焊接凸点上的助焊剂量不均匀。
CDE
CDE
CDE
CDE
CDE
CDE
CDE
NO CDE
①
②
NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【16】-3
内容 処理
新设2006. 2. 20
日期
变更履历
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
助焊剂槽上面与贴装头的高度精度 作成日 2006/2/20
CX-1
装置名称
助焊剂槽
确认方法及调整方法(故障处理方法)
故障发生履历
日期 发生时期 内容 处理