CX-1_QA表.pdf - 第110页
QA表 NO. 1 (1/2) NO. 1 (2/2) 机种 1. 松开③的螺钉,调整②的前后位置。 1. 电动机轴的前端应与同步皮带轮的端面一致。 2. 同步皮带的张力 17.6~21.6N 1. 同步皮带轮推力方向位置的决定 2. 2. 使电动机的驱动顺利地传导到输送传送带。 1. 其他部件与同步皮带的干涉 2. 如果太强:发生异常声音、动作力矩大、电动机可靠性降低 如果太弱:输送动作发生时滞。皮带对皮带轮发生滑牙。 NO ① ② …
QA表 NO. 3 (1/2) NO. 3 (2/2)
机种
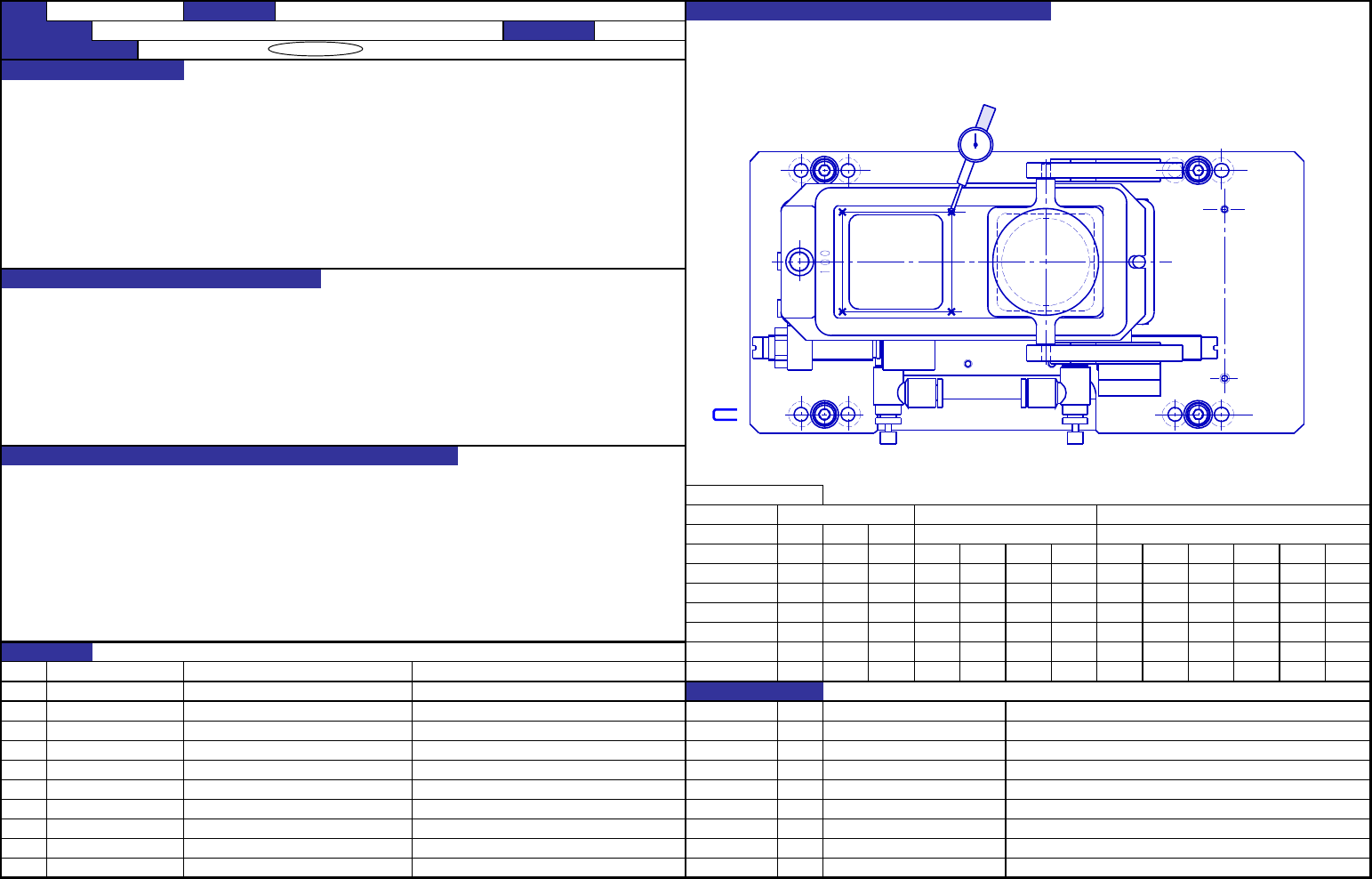
1.将杠杆千分表(量具)安装在贴装头的OCC摄像机托架上,将贴装头向X·Y方向移动,
测定助焊剂槽上面的a、b、c、d的高度。
2.按照装配·调整要领说明书调整助焊剂槽的高度。
助焊剂槽上面相对于贴装头移动的平行度
规格值:0.05mm
确保助焊剂槽与进行助焊剂转印的元件之平行。
转印助焊剂时附着在焊接凸点上的助焊剂量不均匀。
CDE
CDE
CDE
CDE
CDE
CDE
CDE
NO CDE
①
②
NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【16】-3
内容 処理
新设2006. 2. 20
日期
变更履历
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
助焊剂槽上面与贴装头的高度精度 作成日 2006/2/20
CX-1
装置名称
助焊剂槽
确认方法及调整方法(故障处理方法)
故障发生履历
日期 发生时期 内容 处理
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
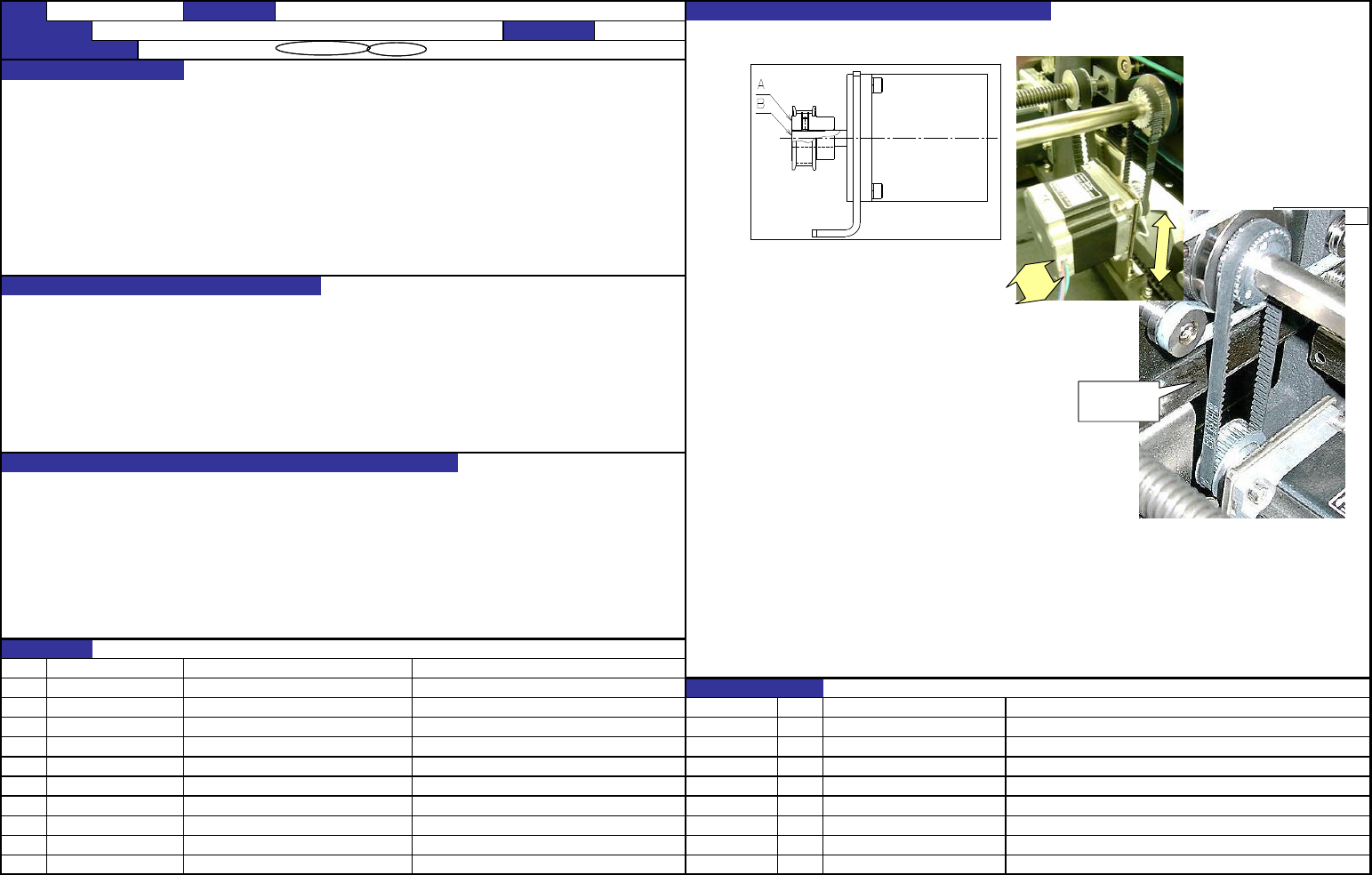
1. 松开③的螺钉,调整②的前后位置。
1. 电动机轴的前端应与同步皮带轮的端面一致。
2. 同步皮带的张力
17.6~21.6N
1. 同步皮带轮推力方向位置的决定 2.
2. 使电动机的驱动顺利地传导到输送传送带。
1. 其他部件与同步皮带的干涉
2. 如果太强:发生异常声音、动作力矩大、电动机可靠性降低
如果太弱:输送动作发生时滞。皮带对皮带轮发生滑牙。
NO
①
②
NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【17】-1
松开电动机托架C的固定螺钉⑥,将电动机托架C
④向左右移动。
松开电动机固定螺钉⑦,上下移动中央电动机组
件①。
以上述二个方法将皮带张力调整到适当值,同时
注意不要与其它部件干扰。
张力的测定应使用UNITTA公司生产的声波式皮带
张力计。
(Weight=002.5,Width=006.0,Span=0075)
※ L规格为Span=0093
预想故障(应规格调整值不良而发生的故障)
对象元件
CX-1
装置名称
薄基板输送装置
确认方法及调整方法(故障处理方法)
功能名称
顺畅地输送基板(与中央电动机有关的调整) 作成日 2007. 6. 29
功能作用(规格调整值的意义)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
货号 品名 有关质量特性
E94317290A0 中央电动机组件
变更履历
40000870
电动机皮带轮C
日期
SM8030602TP 螺钉 2007. 6. 29
内容 処理
新设
40051813
电动机托架C
40000869 电动机调节板
SL6051292TN 螺钉
SL6041242TN 螺钉
OPEN時間調整用
张力计
测定位置
QA表 NO. 2 (1/2) NO. 2 (2/2)
机种
1.
(注)
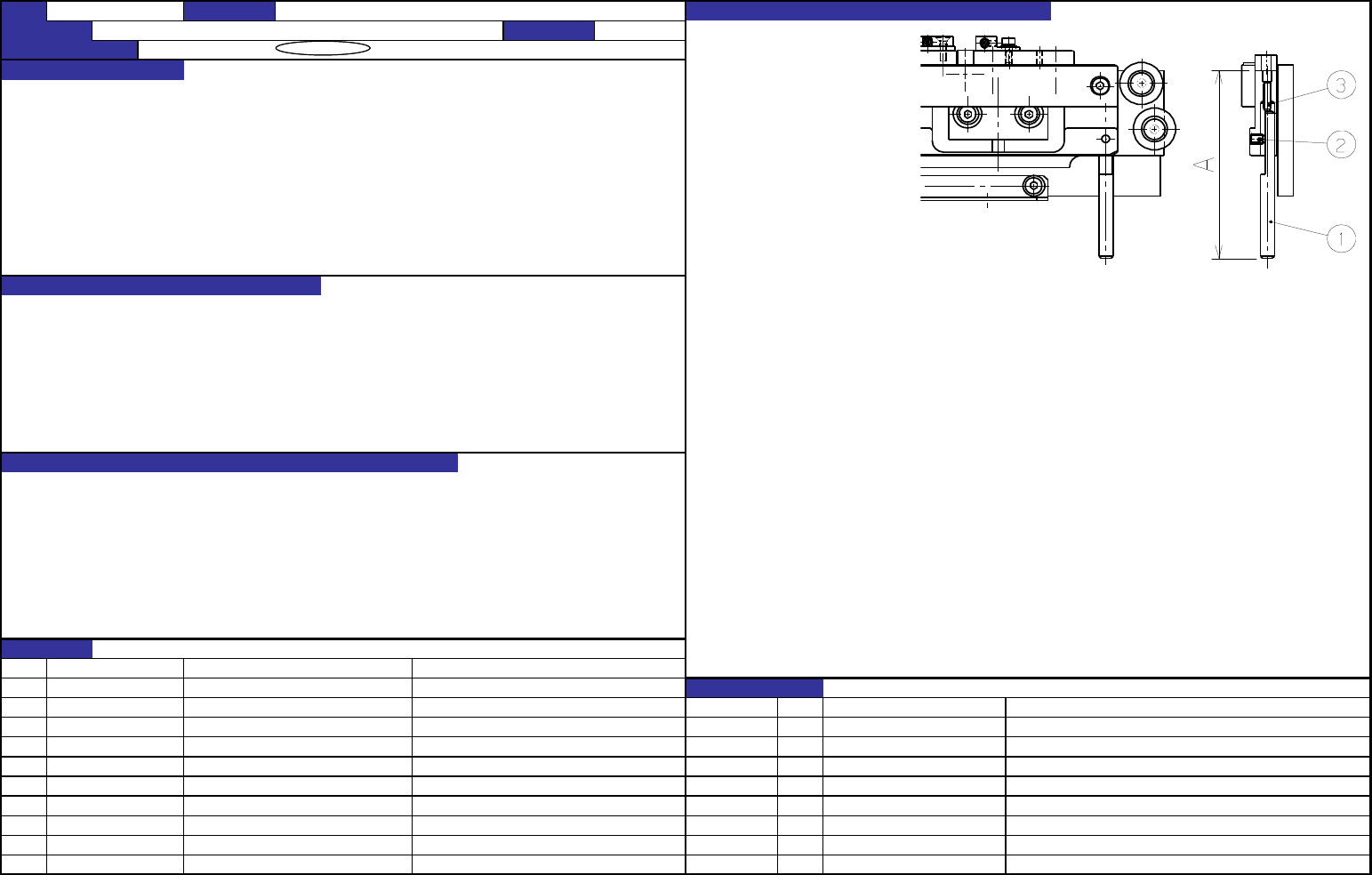
1. 轨道导轴从输送轨FC、RC凸出的量
从输送轨FC、RC上面到轨道导轴前端(下端面)的距离A: 81.5mm±0.05mm
※
2. 调整输送高度偏差时输送轨FC、RC两端部的松动 2.
0.1mm以内
1. 基板夹前后左右压凹量的平衡调整
2. 与“1”相同。
1. 基板四角上的紧固量(压凹量)不均匀。
2. 与“1”相同。
NO
①
②
NO.
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【17】-2
将输送轨宽度改变到最大
基板尺寸,在“机器设
置”→“MS参数”→“偏
差设定”→“输送偏差”
→“支承台偏差”画面
上,利用示教使支承台渐
渐上升。
但该值是大致标准,根据输送轨上面的高度或支承台平面度的离差,以“2”(下
述)的操作变动之。
夹得松的地方→产生间隙,使贴装不稳定。夹得紧的地方→夹子压力集中,有基板
裂开的危险。
每1转等于上下0.5mm,故
在调整前先要考虑好转
数、角度等。
松开②的螺钉,用③调整
①的凸出量(A尺寸)。
③在粗调时未碰到①,故
要旋入到相碰的位置进行
以输送轨FC、RC两端部(4处)中无一处有松动的状态(手感)为基准,确认画面上支承
台高度的数值(B)。
再通过示教使支承台从上述位置进一步上升,如果4处均不再松动的位置比作为基准的数
值(B)只增加0.1mm以内,即符合标准。(按“ENTER”键,存储最上升位置的值)
如果超过0.1mm,则从画面上确认哪一处凹多少,根据该值以第“1”步的方法改变A尺寸
的数值。
CX-1
装置名称
薄基板输送装置
确认方法及调整方法(故障处理方法)
功能名称
基板夹的稳定(上限高度的设定) 作成日 2007. 6. 29
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号 品名 有关质量特性
40000812 轨道导轴
变更履历
SM8040602TP 螺钉
日期
SM8031202TP
螺钉 M3×0.5 L=12
2007. 6. 29
内容 処理
新设