CX-1_QA表.pdf - 第74页
QA 表 NO. 机种 1.把拨盘标尺安装到贴装头的OCC摄像机支架,在下列圆标记的中央附件测定,把它们调整到规格值。(4处) 1.BU台的上面平面度 0.01mm 2.轨道导向轴和侧臂的芯一致 4mm±0.5mm (图示的尺寸) 拧松固定螺丝,转动中央的调节螺丝 BU台的高度可以变化。 ※调节螺丝拧松后,球螺丝有可能脱落,作业时请注意。 ※进行BU台的平整度调整时,在BU台位于-27mm 的状态下手动操作。 2.设定为最大宽度时,轨道…
QA表 NO.
机种
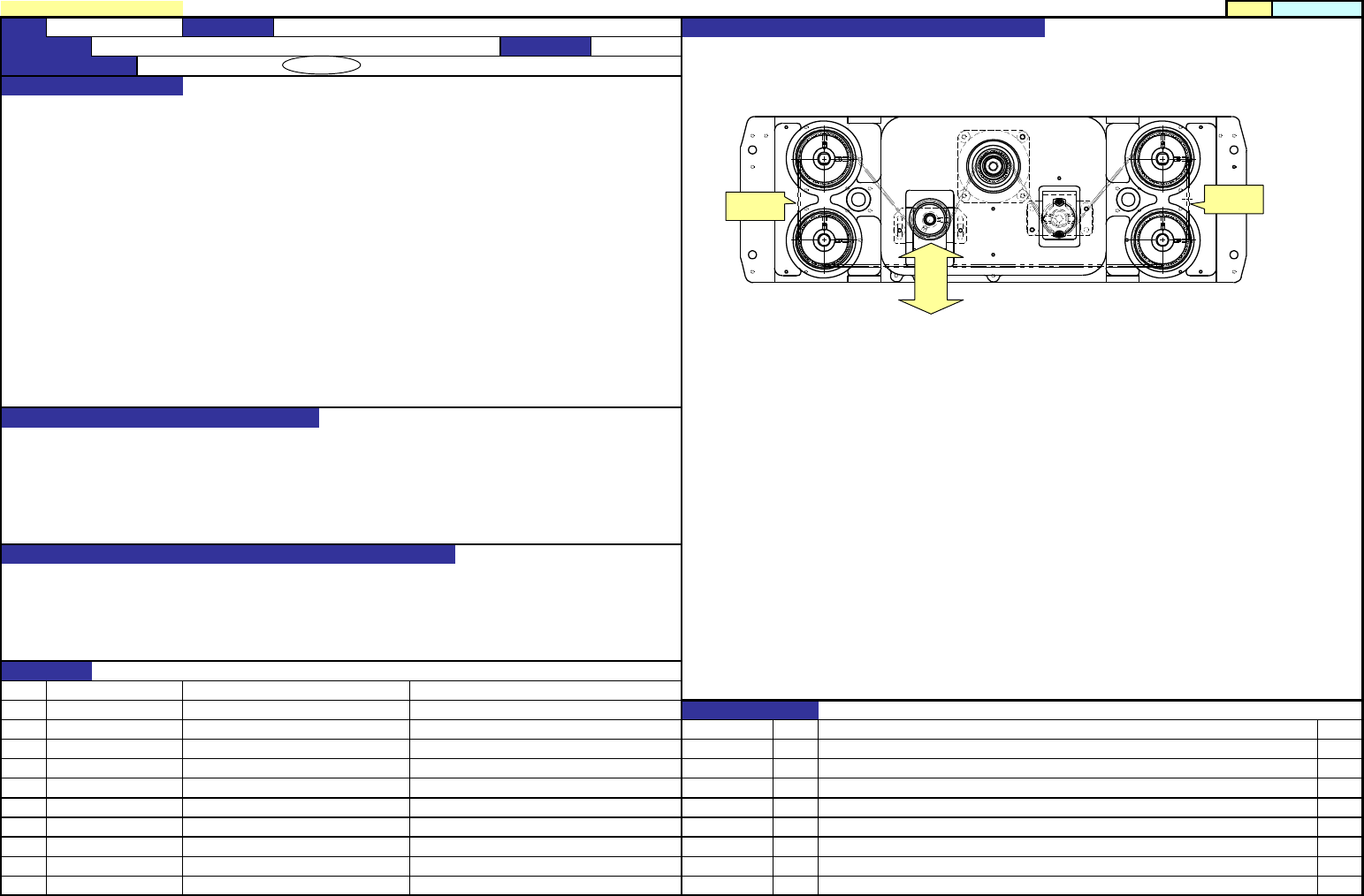
1.向音波式皮带张力计输入规定的数值,放到下列的位置进行测定。
调整时,请拧松张力架组件的固定螺丝,移动调整。
1.BU驱动用同步皮带张力
42.5N±2.5N
Weight=002.5
Width=009.0
Span=0097
※本图是从背面看的图。
1.传导BU马达的驱动力,让BU台上下移动。
1.BU台上下不动作。发生异常声音。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】-17
内容日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称 基板钳夹动作的稳定(BU台的上下) 编制日期
17
CX-1 装置名称 传送 确认方法及调整方法(故障处理方法)
測定位置
測定位置
弱
強
QA表 NO.
机种
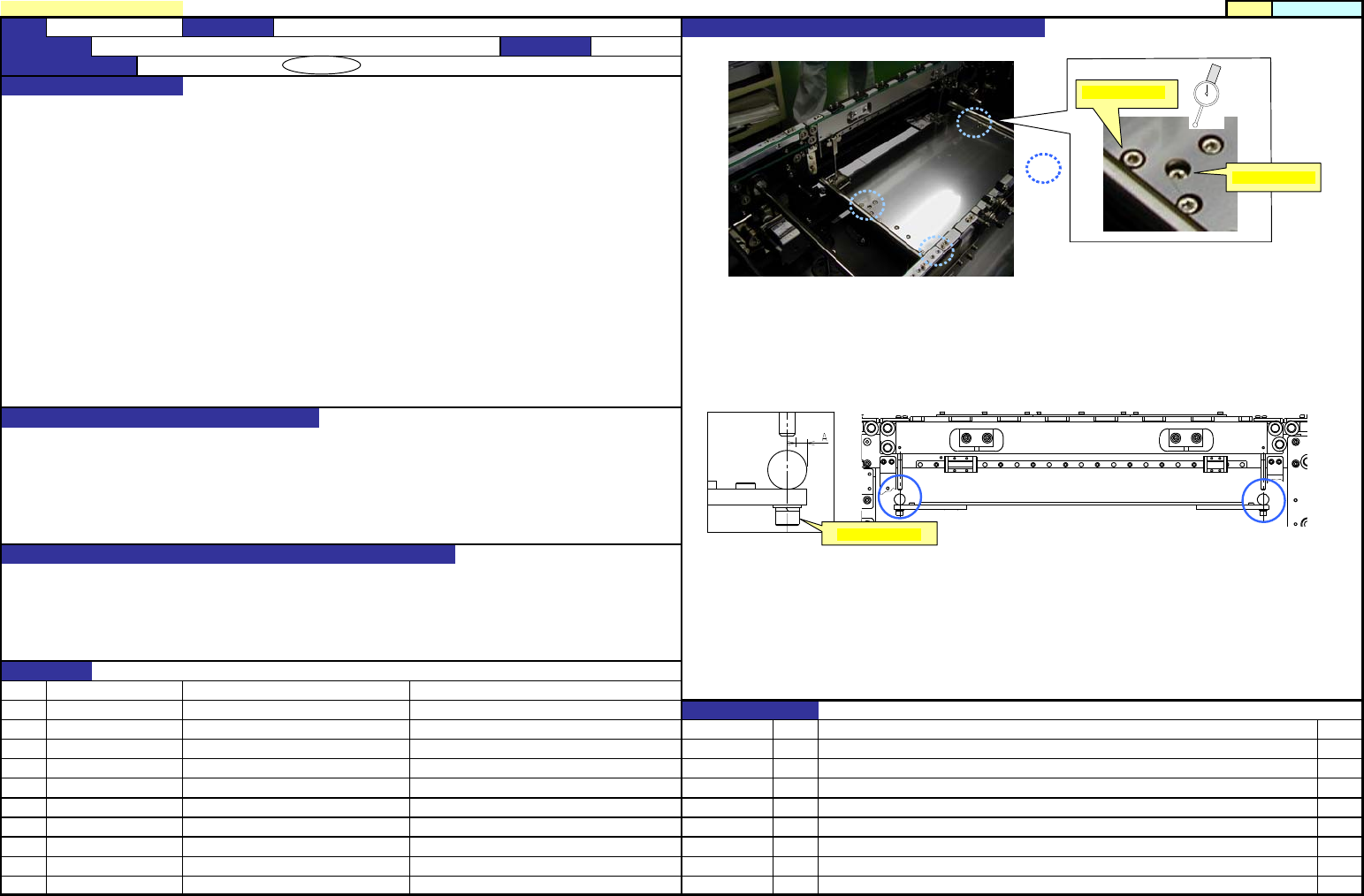
1.把拨盘标尺安装到贴装头的OCC摄像机支架,在下列圆标记的中央附件测定,把它们调整到规格值。(4处)
1.BU台的上面平面度
0.01mm
2.轨道导向轴和侧臂的芯一致
4mm±0.5mm(图示的尺寸)
拧松固定螺丝,转动中央的调节螺丝
BU台的高度可以变化。
※调节螺丝拧松后,球螺丝有可能脱落,作业时请注意。
※进行BU台的平整度调整时,在BU台位于-27mm的状态下手动操作。
2.设定为最大宽度时,轨道导向器和侧架的芯应调整一致。
拧松侧架固定螺丝,把A尺寸调整成规格值。
1.让BU台上下移动。
生产基板的钳夹稳定
2.生产基板的钳夹稳定
1.负荷增加,妨碍BU台的上下移动。
发生异常声音
基板钳夹不稳定(根据位置)。
2.基板钳夹尺寸不同情况不同。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】-18
内容日期
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称 基板钳夹的稳定(BU台的平面) 编制日期
18
CX-1 装置名称 传送 确认方法及调整方法(故障处理方法)
固定ねじ(3ヶ所)
調節ねじ(中央)
サイドビーム止めねじ
侧架固定螺
丝
固定螺丝(3处)
调节固定螺
丝
QA表 NO.
机种
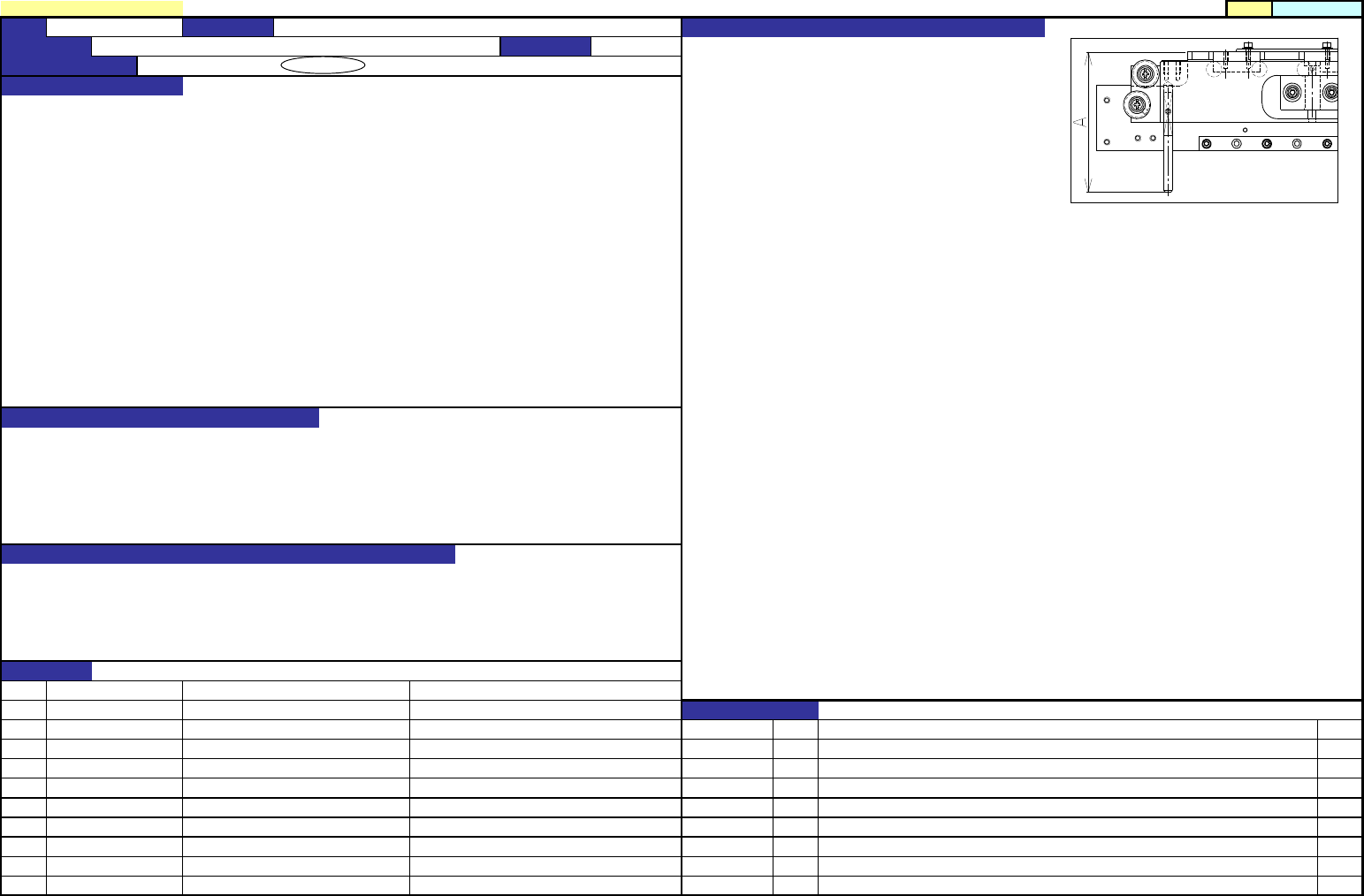
1.拧松②螺丝,调整①的凸量(A尺寸)。
1.传送轨道FC、RC到轨道导向轴的凸量
传送轨道FC、RC上面到轨道导向轴前端(下端面)的距离A: 90mm±0.1mm
※但是,此值示大约值,根据传送上面的高度或BU台的平面度,采用「2」(下面)的作业进行变更。
2.传送高度偏差调整时的传送轨道FC、RC两端的松动
0.1mm以内
2.把传送轨道宽度变更为最大尺寸
「机器安装」→「MS参数」→「偏差设定」→「传送偏差」→「后备台偏差」
经演示,慢慢上升BU台。
以传送轨道FC、RC的各两端部(4处)中的一处没有松动(手感)为基准,确认画面上的BU台
高度的数值(B)。
从上述位置,经演示,上升BU台,让4处都没有松动,基准的数值(B)可以增加0.1mm以内
(按「ENTER」,保存最上升位置的值)。
超过0.1mm的话,从画面上确认哪个位置凹,用「1」的方法变更A尺寸的数值。
1.基板钳夹的前后左右压入量的调整
2.与「1」相同。
1.基板四角的钳夹量(压入量)不一致。
钳夹好的部位→发生松动贴装不稳定。 钳夹强→钳夹压力集中,有损坏基板等危险。
2.与「1」相同。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【8】-19
内容
SM8040602TP SCREW
日期
40000812 RAIL_GUIDE_SHAFT
变更履历
货号 品名 有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称 基板钳夹的稳定(上限高度的设定) 编制日期
19
CX-1 装置名称 传送 确认方法及调整方法(故障处理方法)