dgs使用说明书1-3.pdf - 第261页
程序手册 4.3 假想生产线的构筑 EJS9AC-MB-04P-40 Page4-17 项目 说明 ‘ 最小元件分割数自动 设定 ’ 当使用了最小元件自动 分割设定时,最优化将自动设定生成生产 数据所需的最低限度的 元件分割数。主要在使用独立贴装时合用 此功能。 使用例 进行独立贴装时,有时 会发生在前后工作台上配置了相同元件的 情形。在这种情形下, 元件的分割数需要在 2 以上。如果使…
程序手册
4.3
假想生产线的构筑
Page4-16 EJS9AC-MB-04P-40
项目
说明
‘
最优化方法
’
设定在生产线上分割元件的方法。最优化方法有下述
7
种。
• [
自由
]
以最优化生产率为前提,将元件设置到各个设备上。如果没有
特殊指定,请选择
[
自由
]
。
• [
到
0603
为止,按高度顺序
]
、
[
到
1005
为止,按高度顺序
]
、
[
到
1608
为止,按高度顺序
]
、
[
到
2125
为止,按高度顺序
]
针对元件外形尺寸在指定尺寸
(0603
、
1005
、
1608
、
2125)
以
下的元件,从生产线的打头起按照元件厚度的顺序配置到各个
设备上。大于指定尺寸的元件,将被自由配置。
• [
全部元件,按高度顺序
]
将全部的元件从生产线打头起按照元件厚度的顺序配置到各个
设备上。
• [
按吸嘴尺寸顺序
]
相应登录在元件中的吸嘴配置元件。元件的配置顺序按照吸嘴
尖端外形尺寸的升序从打头开始配置。
*
这里的高度顺序、吸嘴尺寸顺序表示设备之间的顺序,在将元
件分配到各个设备上时,按照这个顺序分配元件。另外,各个
设备内的贴装顺序则与这个设定无关,而由最优化决定。
使用示例
•
在不想过分降低生产率,并想从生产线打头起尽可能地按照元
件尺寸升序配置元件时。
(
一般来讲,吸嘴尖端尺寸与元件外形尺寸成比例。如果单纯
地按照元件尺寸顺序配置,则有可能会导致在设备上混合存在
多个吸嘴,导致生产率恶化的可能性变高。
)
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-40 Page4-17
项目
说明
‘
最小元件分割数自动设定
’
当使用了最小元件自动分割设定时,最优化将自动设定生成生产
数据所需的最低限度的元件分割数。主要在使用独立贴装时合用
此功能。
使用例
进行独立贴装时,有时会发生在前后工作台上配置了相同元件的
情形。在这种情形下,元件的分割数需要在
2
以上。如果使用本
功能,最优化将自动将配置到前后工作台上所需的元件分割数设
定到
2
以上。无需分割的元件,则保持所设定的分割数不变。另
外,从最初就被设定了
2
以上的分割数也保持不变。
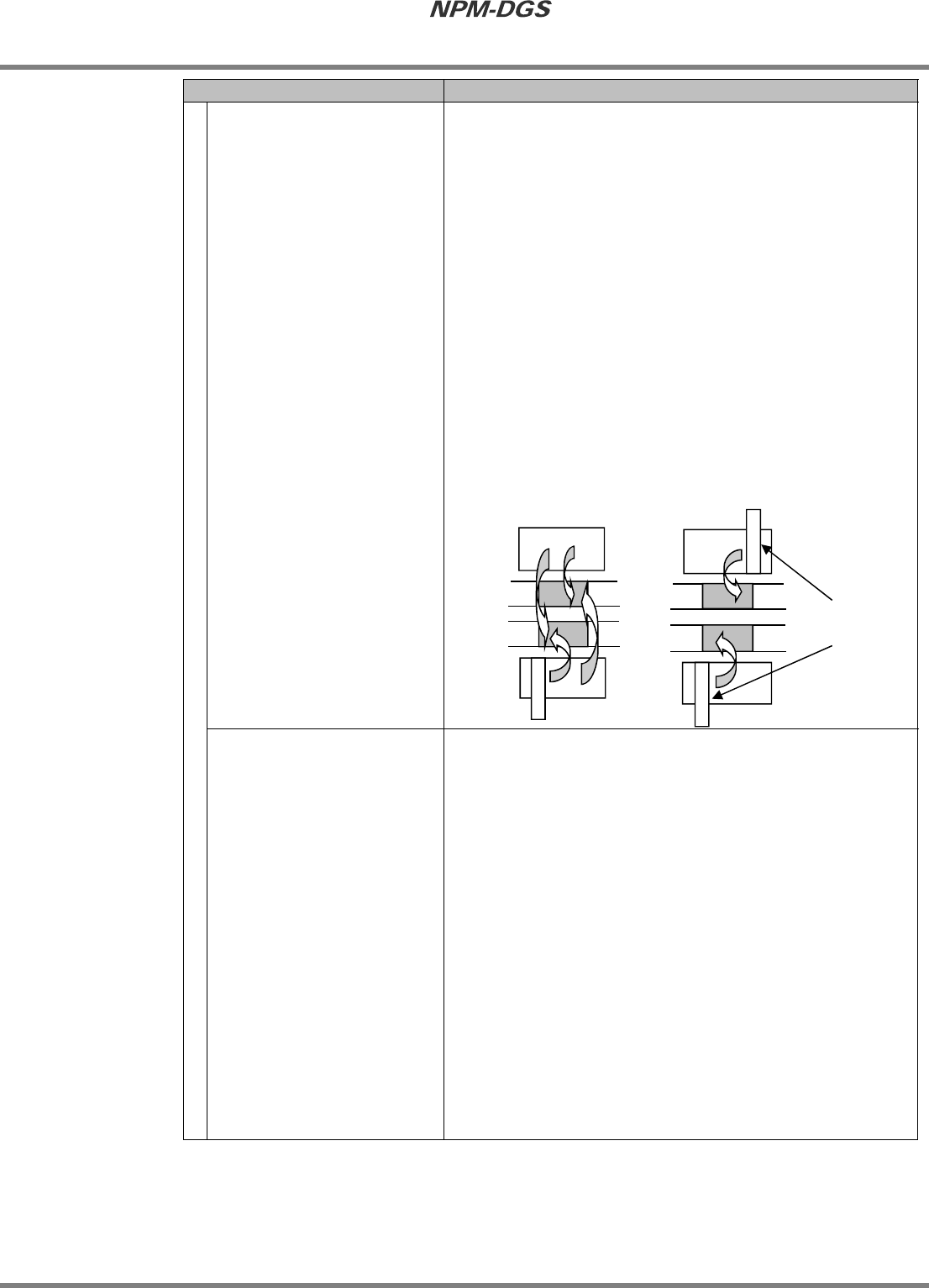
•
交替贴装
:
在前后贴装头的前后轨道上进行贴装。
只要在前后工作台的某一方上存在元件就可进行贴装。
•
独立贴装
:
在前贴装头贴装前侧轨道上的基板、在后贴装头贴装后侧轨道
上的基板。
当在前后轨道上生产的基板使用相同元件时,前后工作台需要
相同元件。
‘
高速头的最大卷带宽度
’
设定可分配到高速贴装头
*
上的最大编带宽度。编带宽度的设定
分下述
5
种。
• [
不指定
]
在实现最佳生产率的前提下,将元件配置到各个设备上。如果
没有特殊指定,请设定为
[
不指定
]
。
• [8mm]
、
[12mm]
、
[16mm]
、
[24mm]
只将使用所选择宽度以下供料器的元件配置到高速贴装头上。
*
所谓的高速贴装头是指
16
、
12
、
8
吸嘴贴装头。
使用例
供料器的宽度与元件尺寸基本上成比例,因此当不想在高速贴装
头上贴装大元件时,使用本功能。
选择了
[8mm]
时,在高速贴装头上将只配置使用
8mm
以下供料
器的元件,其他的将配置到通用贴装头
(4
、
3
、
2
吸嘴贴装头
)
上。选择了
[8mm]
时,具有某种程度大小的元件全部都会被配置
到通用贴装头上,因此有时设备间的节拍会发生不平衡的现象。
这时,配合基板以及设备构成来选择
[12mm]
、
[16mm]
、
[24
mm]
。
交替贴装
独立贴装
前后需要相同
元件
程序手册
4.3
假想生产线的构筑
Page4-18 EJS9AC-MB-04P-40
项目
说明
‘
同一个杆式供料器允许不同元
件
’
当勾选了
‘
同一个杆式供料器允许不同元件
’
时,允许在一个
3
站
杆式供料器上配置不同的元件。没有勾选时,只将一个种类的元
件配置到
3
站杆式供料器上。
如果没有特殊指定,请勾选
‘
同一个杆式供料器允许不同元件
’
。
使用例
在下述情形下,勾选
‘
同一个杆式供料器允许不同元件
’
。
•
因为在基板上存在很多使用杆式供料器的元件,当想要在一个
3
站杆式供料器上配置多个元件,以此来减少所需的杆式供料
器数量时。
在如下所述的情形下,取消勾选
‘
同一个杆式供料器允许不同元
件
’
。
•
为了消除向杆式供料器供给元件时发生错误,并只想向一个杆
式供料器供给一个元件时。
‘
最优化贴装完毕元件高度更新
’
当勾选了
‘
前工序最大元件的高度刷新
’
时,最优化相应在各个设
备上进行贴装的元件高度而设定贴装完毕元件高度
*
1
。当没有
勾选这个项目时,将按照所设定的元件高度设定各个设备的贴装
完毕元件高度
*
2
。
如果没有特殊指定,请勾选
‘
以最优化贴装完毕元件高度更新
’
。
*
1:
贴装完毕的元件高度,意味着设备在进行贴装之前既已贴
装到基板上的元件的高度,这个高度会影响到设备的贴装
动作。
*
2:
想要设定设备的贴装完毕元件高度时,请在
‘
设备设定
’
的
‘
前工序最大元件高度
’
中设定值。
基本上需要按照客户所设定的贴装完毕元件高度,但是当
实际基板上的元件高度高出客户所设定的高度时,通过最
优化可自动更新贴装完毕元件的高度。这是为了防止设定
失误的功能。
只有设定在打头设备上的贴装完毕元件高度将无论本功能
的设定如何而都被采用。这是因为不可对在对象生产线之
前贴装的元件高度进行最优化判断的缘故。
使用例
在如下所述的情形下,取消勾选
‘
前工序最大元件的高度刷新
’
。
•
当在对象生产线之间存在其他的贴装工序,而想要将在这里进
行贴装的元件高度设定到后工序的贴装设备上时。
‘
不要元件的删除
’
即使元件被固定到槽上,如果没有使用,即可设定是否从槽上取
下。