dgs使用说明书1-3.pdf - 第305页
程序手册 4.3 假想生产线的构筑 EJS9AC-MB-04P-40 Page4-61 n 链接 CM 生产线 如果在输出生产数据时选择了 NPM 实际生产线,将会自动选择应对的 CM 实际生产线。 选择实际生产线后,点击 [ 选项 ] 标 签。 · 将显示 < 链接 CM 生产线 > 画面。 选择链接的…
程序手册
4.3
假想生产线的构筑
Page4-60 EJS9AC-MB-04P-40
n
LNB
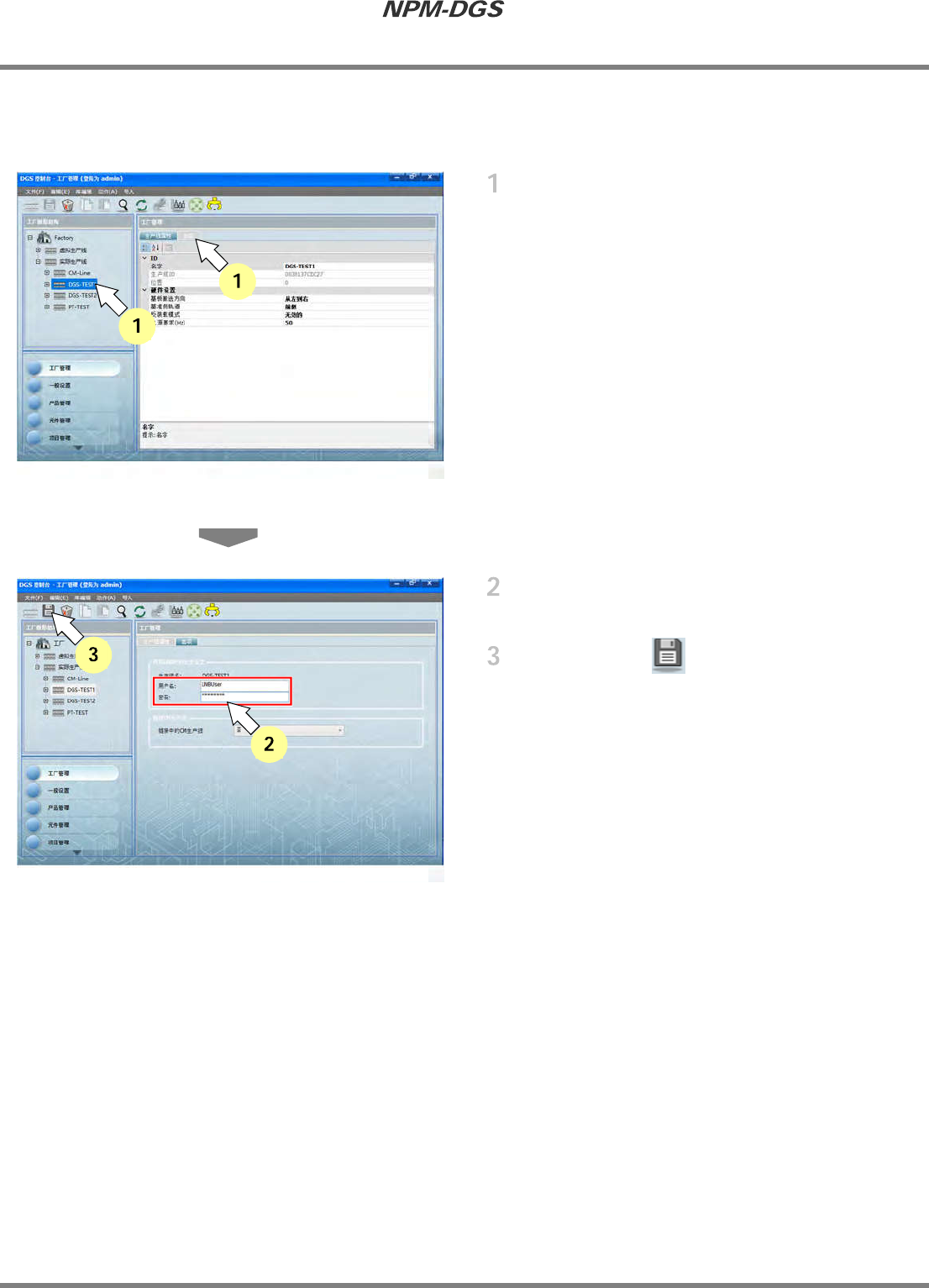
安全
当对
LNB
的共享文件夹设定了密码时,下载生产数据或读取设备图像之际,需要认证。
在
[
选项
]
这个选项卡下,可对访问
LNB
共享文件夹时的用户
ID
和密码进行设定。
选择实际生产线后,点击
[
选项
]
标
签。
·
将显示
<
存取
LNB
时的安全设定
>
画面。
输入访问
LNB
时的用户名和密码。
点击工具栏的
(
保存
)
。
·
将保存访问
LNB
时的用户名和密码。
Factory040304S-09C01
Factory040304S-10C01
程序手册
4.3
假想生产线的构筑
EJS9AC-MB-04P-40 Page4-61
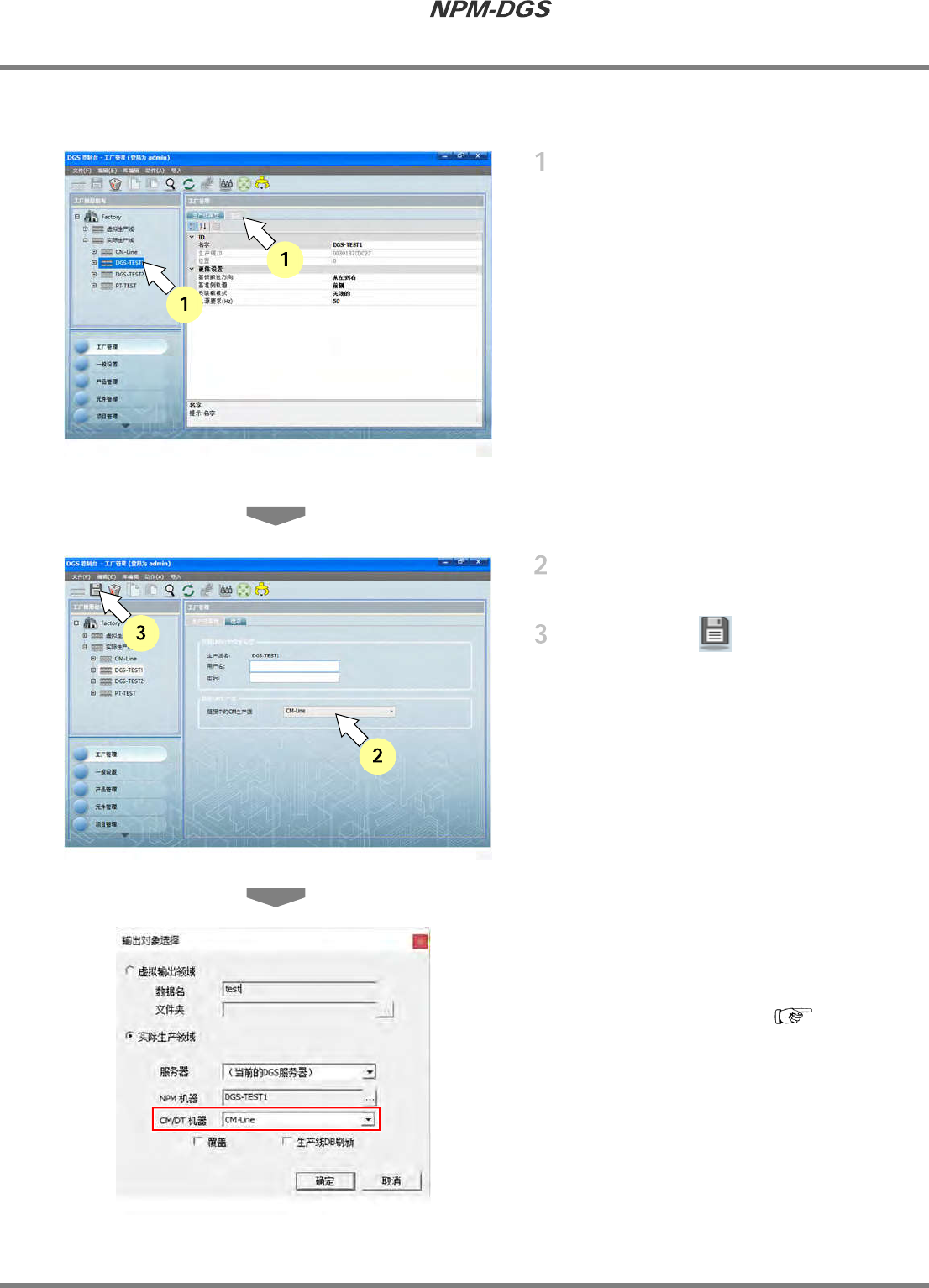
n
链接
CM
生产线
如果在输出生产数据时选择了
NPM
实际生产线,将会自动选择应对的
CM
实际生产线。
选择实际生产线后,点击
[
选项
]
标
签。
·
将显示
<
链接
CM
生产线
>
画面。
选择链接的
CM
生产线。
点击工具栏的
(
保存
)
。
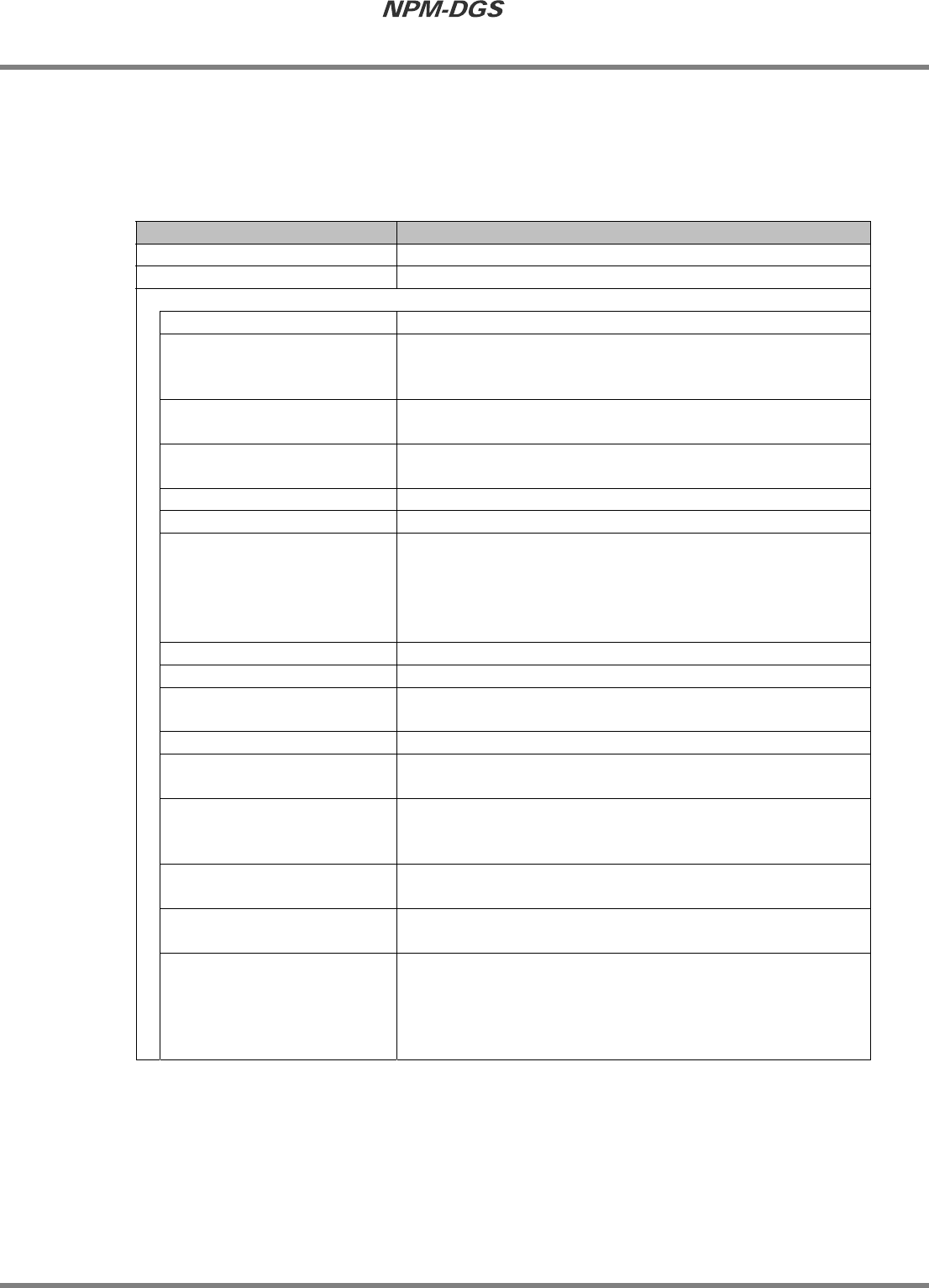
*
如果针对生产数据,在输出对象选择的实际生
产领域选择
NPM
设备,将会自动选择
CM/DT
设备。
*
关于输出对象选择,请参照
‘7.12.4
生
产数据的输出
(
向设备输出
)’
。
Factory040304S-09C01
Factory040304S-11C00
Factory040304S-12C00
程序手册
4.3
假想生产线的构筑
Page4-62 EJS9AC-MB-04P-40
n
点胶条件数据默认
点击
[
点胶条件数据默认
]
标签,则可设定用在项目编辑系统编辑器的点胶条件的初期值
(
=
默
认
)
。
*
项目编辑系统是指制作生产数据时应使用何种
PCB
、在如何条件下进行最佳化等各种信息的定
义。
点胶条件数据默认标签仅在选择装载点胶喷嘴头的设备时能设定。
项目
说明
工作台
选择设定点胶条件的工作台。
喷嘴
选择设定点胶条件的喷嘴。
试贴数据
‘
吸头上升位置
’
点胶后的头的上升高度。
(0mm~30mm)
‘
试贴区块
’
设定试贴位置。有下列
2
种。
• [
在基板上试贴
]
• [
在试贴装置上试贴
]
‘
试贴开始位置
X’
请指定距离进行试贴的基板原点的坐标
X
。
仅在基板上试贴的情况下能输入。
‘
试贴开始位置
Y’
请指定距离进行试贴的基板原点的坐标
Y
。
仅在基板上试贴的情况下能输入。
‘
点胶方向
’
进行点胶的方向。仅在基板上试贴的情况下输入。
‘
点胶间距
’
进行点胶的间隔
(XY
共同
)
。仅在基板上试贴的情况下输入。
‘
点胶角度
’
在基板上试贴时的点胶角度。有下列
4
种。
• [0
度
]
• [90
度
]
• [180
度
]
• [270
度
]
‘
试贴次数
’
进行试贴的次数。
(1~9
次
)
‘
试贴时间
’
请设定进行吐出的时间。
(0.001s~9.999s)
‘
试贴识别开始点
’
指定开始试贴识别的试贴次数。
(1~9
次
)
*
可设定试贴次数以下的次数。
‘
识别再试次数
’
试贴识别的再试次数。
‘
吐出时间控制
’
处于
ON
的情况下将分为
2
个阶段,进行下降与上升。
关于详细内容,请参阅后述
‘n
关于吐出时间控制
’
。
‘
吐出高度
’
设定吐出时的高度。
(0.001mm~30.0mm)
*
可设定头上升位置以下的位置。
仅在吐出时间控制处于
ON
的情况下能设定。
‘
点胶时在下死点上等待的时间
’
点胶时在下死点上等待的时间。
(0.000s~9.999s)
仅在吐出时间控制处于
ON
的情况下能设定。
‘
点胶时在上升后等待的时间
’
点胶时在上升后等待的时间。
(0.000s~9.999s)
仅在吐出时间控制处于
ON
的情况下能设定。
‘
吸头停止位置
’
点胶时的喷嘴与基板表面之间的距离。
(
点胶时的喷嘴高度
)(-
0.100mm~3.000mm)
如果设定为
0
,则在喷嘴接触基板的高度上进行点胶。为正
(
+
)
时,以吸嘴和基板不接触的高度进行点胶。为负
(
-
)
时,以吸
嘴压进基板的高度进行点胶。