JM-20_MC机器控制参数.pdf - 第29页
机器控制参数 2- 20 2-2-1-1 设定项目 No. 项目 输入范围 单位 备考 最小值 最大值 1 轴号 X 轴 1 2 1 脉冲的 XY 轴分辨率 1nm / Pulse 3 PTP 动作 数据 速度区分 0 9 参照 2-2-1-2 速度区分 4 行程区 分 0 19 参照 2-2-1 -3 行程区分 5 行程 -100000 100000 6 轴控 制参 数 加速度 -10 10 G 7 减速度 -10 10 G 8 最高…
机器控制参数
2-19
2-2 XY
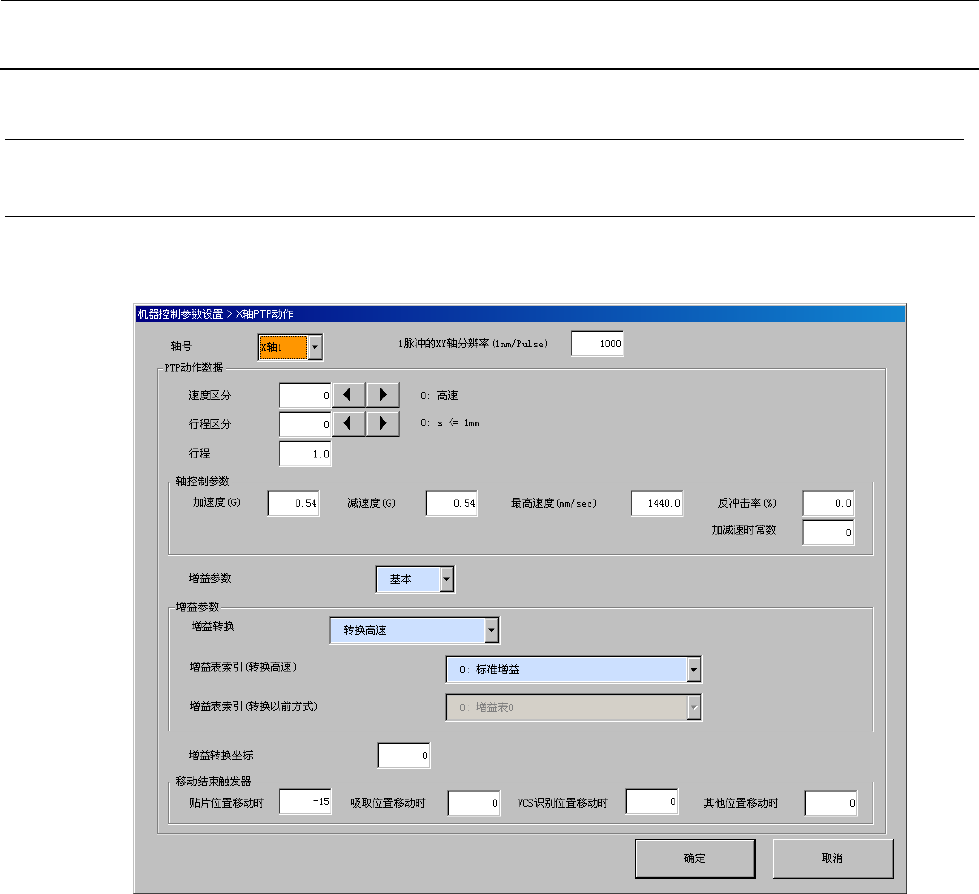
2-2-1 X 轴 PTP 动作
如将“轴号”、“速度区分”、“行程区分”设置为欲编辑的索引,即可对所设定的区分中的
轴控制参数进行编辑。
机器控制参数
2-20
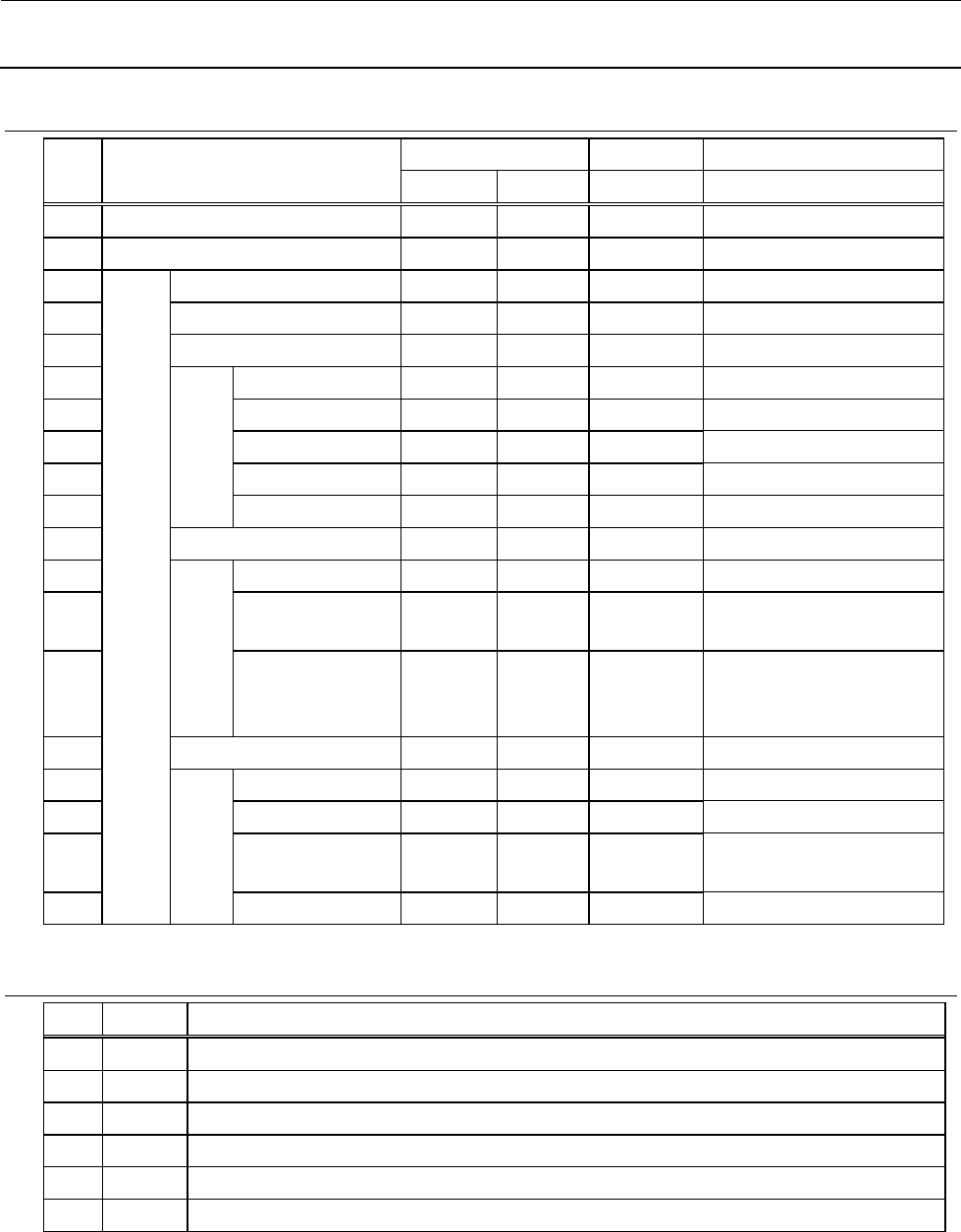
2-2-1-1 设定项目
No.
项目
输入范围
单位
备考
最小值
最大值
1 轴号 X轴1
2 1脉冲的XY轴分辨率 1nm/Pulse
3 PTP
动作
数据
速度区分 0 9 参照 2-2-1-2 速度区分
4 行程区分 0 19 参照 2-2-1-3 行程区分
5 行程 -100000 100000
6 轴控
制参
数
加速度 -10 10 G
7 减速度 -10 10 G
8 最高速度 -100000 100000 mm/sec
9 反冲击率 -100000 100000 %
10 加减速时常数
11 增益参数 0 1 基本、扩展
12 增益
参数
增益转换 0 1
13 增益表索引
(高速转换)
0 8
参照2-2-1-4增益表索引
(转换高速)※
14 增益转换坐标
(以前的方式转
换)
0 9
参照2-2-1-5增益表索引
(转换以前方式)※
15 增益转换坐标
16 移动
结束
触发
器
贴片位置移动时 ms
17 吸取位置移动时 ms
18 VCS识别位置移
动时
ms
19 其他位置移动时 ms
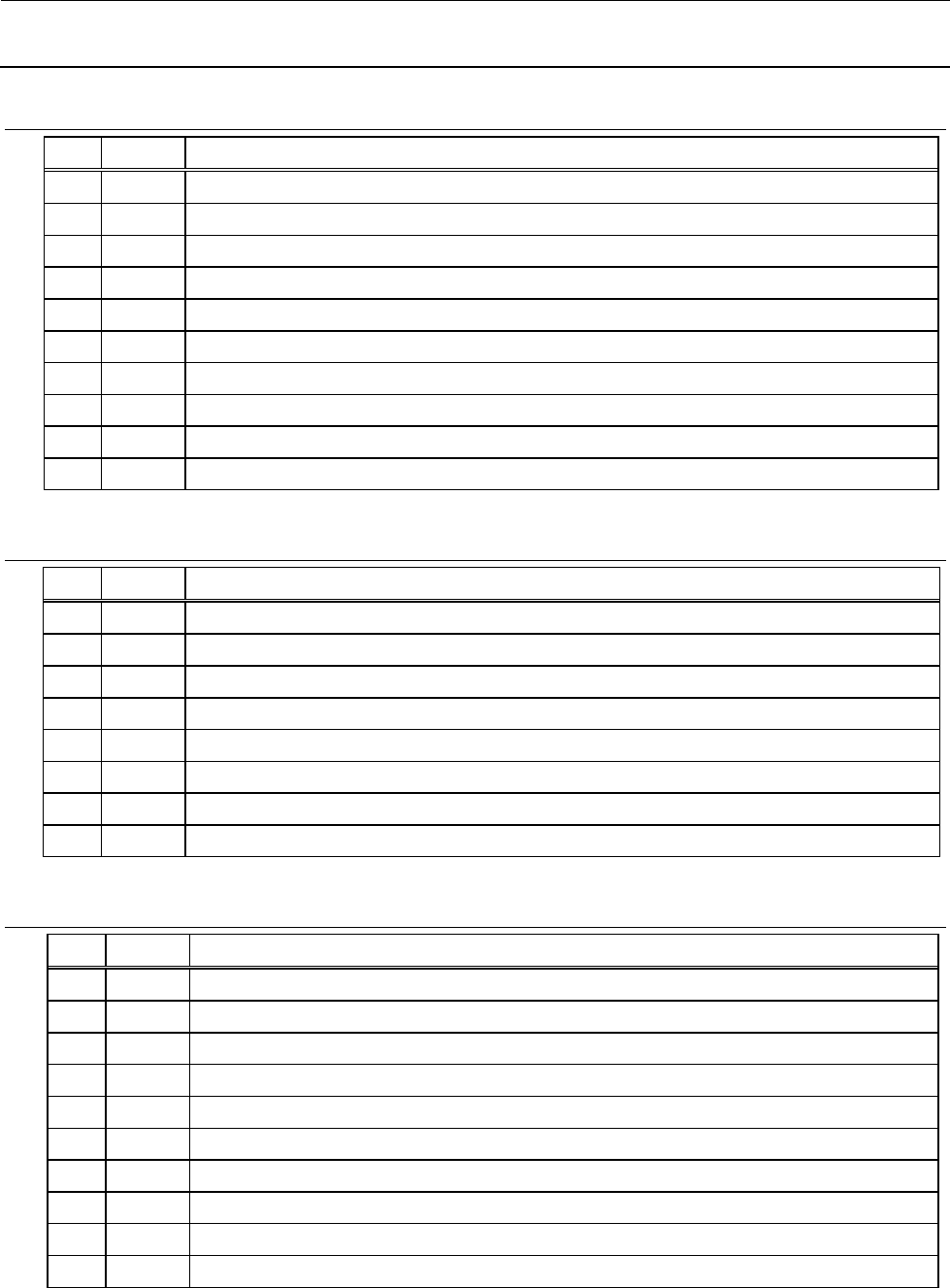
2-2-1-2 速度区分
No.
类别
内容
1 0 高速
2 1 中速
3 2 低速
4 3 超低速(特别定制)
5 4 高速2
6 5~9 预备
机器控制参数
2-21
2-2-1-3 行程区分
2-2-1-4 增益表索引(转换高速)
2-2-1-5 增益表索引(转换以前方式)
No.
类别
内容
1 0 增益表 0
2 1 增益表 1
3 2 增益表 2
4 3 增益表 3
5 4 增益表 4
6 5 增益表 5
7 6 增益表 6
8 7 增益表 7
9 8 增益表 8
10 9 增益表 9
No.
类别
内容
1 0 s <= 1mm
2 1 1mm < s <= 2mm
3 2 2mm < s <= 4mm
4 3 4mm < s <= 10mm
5 4 10mm < s <= 20mm
6 5 20mm < s <= 40mm
7 6 40mm < s <= 70mm
8 7 70mm < s <= 110mm
9 8 110mm < s <= 160mm
10 9~19 预备
No.
类别
内容
1 0 使用标准增益Pr126~Pr129
2 1 增益表 1 位置控制增益(使用伺服参数的Pr1c0~Pr1c2)
3 2 增益表 2 位置控制增益(使用伺服参数的Pr1c3~Pr1c5)
4 3 增益表 3 位置控制增益(使用伺服参数的Pr1c6~Pr1c8)
5 4 增益表 4 位置控制增益(使用伺服参数的Pr1c9~Pr1cb)
6 5 增益表 5 位置控制增益(使用伺服参数的Pr1cc~Pr1ce)
7 6 增益表 6 位置控制增益(使用伺服参数的Pr1cf~Pr1d1)
8 7 增益表 7 位置控制增益(使用伺服参数的Pr1d2~Pr1d4)