JM-20_MC机器控制参数.pdf - 第95页
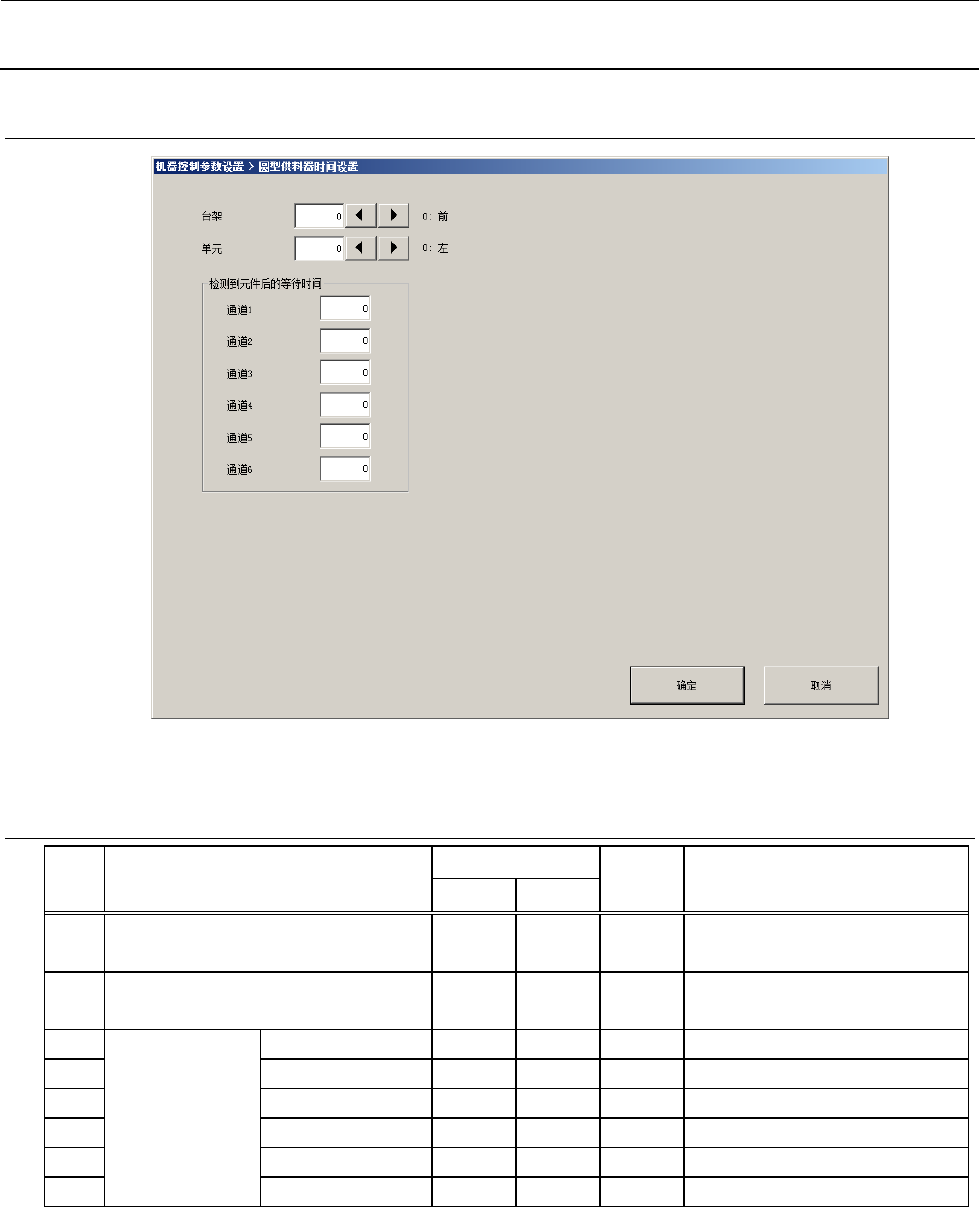
机器控制参数 2- 86 2-5-6 圆型供料器时间 设置 2-5-6-1 设定项目 No. 项目 输入范围 单位 备考 最小值 最大值 1 台架 0 1 0 : 前 1 : 后 2 单元 0 1 0 : 左 1 : 右 3 检测到元件 后 的 等待时间 通道 1 4 通道 2 5 通道 3 6 通道 4 7 通道 5 8 通道 6
机器控制参数
2-85
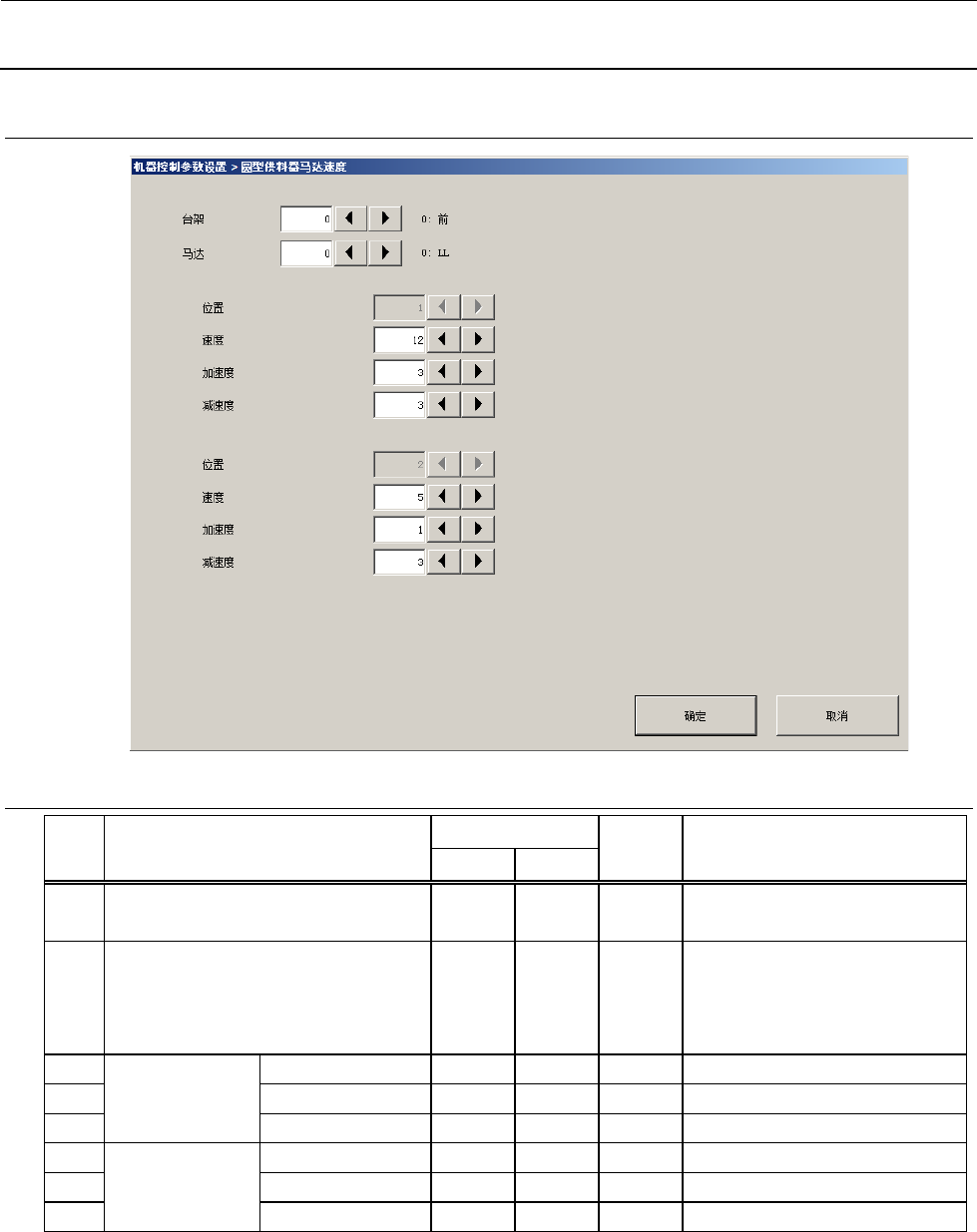
2-5-5 圆型供料器马达速度
2-5-5-1 设定项目
No.
项目
输入范围
单位
备考
最小值
最大值
1 台架 0 1
0:前
1:后
2 马达 0 3
0:LL
1:LR
2:RL
3:RR
3 位置1
速度 0 15
4 加速度 0 15
5 减速度 0 15
6 位置2 速度 0 15
7 加速度 0 15
8 减速度 0 15
机器控制参数
2-86
2-5-6 圆型供料器时间设置
2-5-6-1 设定项目
No.
项目
输入范围
单位
备考
最小值
最大值
1 台架 0 1
0:前
1:后
2 单元 0 1
0:左
1:右
3 检测到元件后
的等待时间
通道1
4 通道2
5 通道3
6 通道4
7 通道5
8 通道6
机器控制参数
2-87
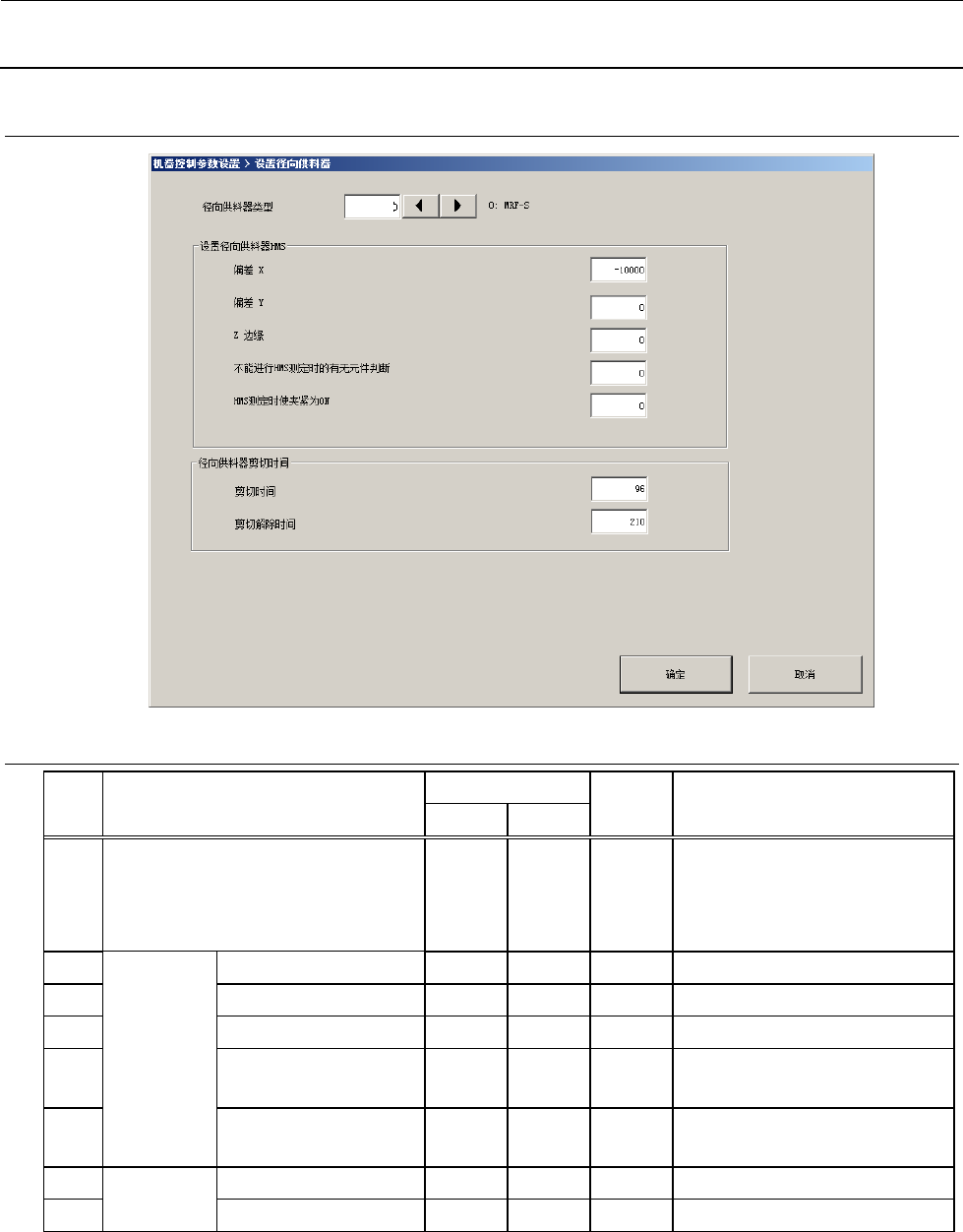
2-5-7 设置径向供料器
2-5-7-1 设定项目
No.
项目
输入范围
单位
备考
最小值
最大值
1 径向供料器类型 0 5
0:MRF-S
1:MRF-LC
2:MRF-L
3~5:预备
2 设置径向供
料器HMS
偏移
X
3 偏移 Y
4 Z边缘
5
不能进行HMS测定时
的有无元件判断
6
HMS测定时使夹緊为
ON
7
径向供料器
剪切时间
剪切时间
8 剪切解除时间
这些参数是在通过HMS判断径向供料器有无元件时有效的参数。
偏移量X、偏移量Y对HMS的移动处(元件吸取XY坐标)有效。
偏移量Z对判定有无元件有效。
有元件的判定为如下所示。
HMS的测定值 ≥ 吸取高度(Z示教高度)-封装高度+Z余量
无元件的判定为如下所示。
HMS的测定值 < 吸取高度(Z示教高度)-封装高度+Z余量
*封装高度=元件高度-引脚长度