EasyOLP_V6.1中文说明书.pdf - 第448页
12-6 lvswG}] lvswG}] 红色表示 (blinking) 设备处于 St op 状态 。 绿色表示设备处于 Run 状态。 灰色表示设备的连接状态出于切断状 态 (Disconnected State) 。 天蓝色 (default) 表示设备处于未连接状态。 一个作业线上最多可以显示 20 个设备。 其中贴片机设备最多可以达到 10 台。 贴片机的 PCB 文件与所下载的文件不同时,…
12-5
Single Line Monitoring(SLM)
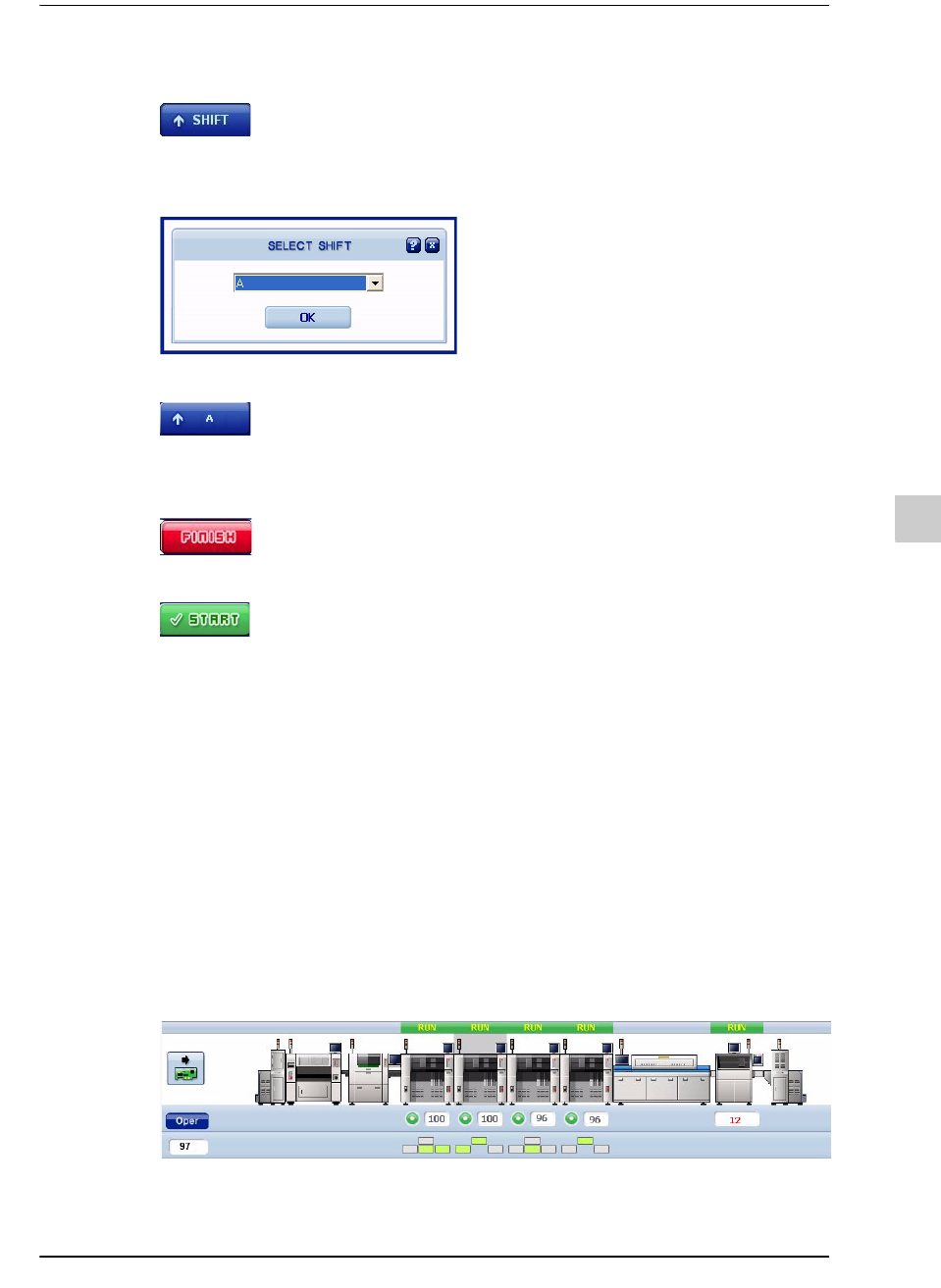
5) 显示登入的使用者的作业组。作业开始之前将如下图所示成为SHIFT。
单击该键时,将弹出下图所示的作业组选择画面。
使用者可以在该画面选择作业组。
使用者决定了作业组后,将在作业组键上显示出所选择的作业组。
6) 显示作业线是否处于当前作业状态。
下面是作业状态。
如果还没有开始作业,则如下图所示。
单机<START>键时,画面将变成JOB ORDER画面,使用者可以通过该画面开
始进行新作业。
7) 如下图所示以实时方式显示作业线的设备现况。
作业线的设备配置
显示各设备的运转状态(RUN/IDLE/STOP)
选择各设备的运转率/CPH/CYCLE TIME/PPM后加以显示。
显示设备的PCB文件差异。
显示设备内部的生产板流程。
使用者把鼠标指针移到设备图标上时,将显示出该设备名。
显示作业线现况的该部分是SLM始终显示的画面。
下面是作业线现况的详细说明。
黄色表示设备处于Idle状态。
12-6
lvswG}]
lvswG}]
红色表示(blinking)设备处于Stop状态。
绿色表示设备处于Run状态。
灰色表示设备的连接状态出于切断状态(Disconnected State)。
天蓝色(default)表示设备处于未连接状态。
一个作业线上最多可以显示20个设备。其中贴片机设备最多可以达到10
台。
贴片机的PCB文件与所下载的文件不同时,图标成为 .
与下载的文件箱同时,图标成为 .
贴片机设备的实际运转率低于基准值时,贴片机设备下面的运转率成为红
色。
该图标显示Board流向 (左->右)。
该键可以使所显示的值变成运转率(Operation Rate)、CPH,Error
PPM、CycleTime。运转率以%显示,基准值可以在选项(OPTION)画面进行
定义。
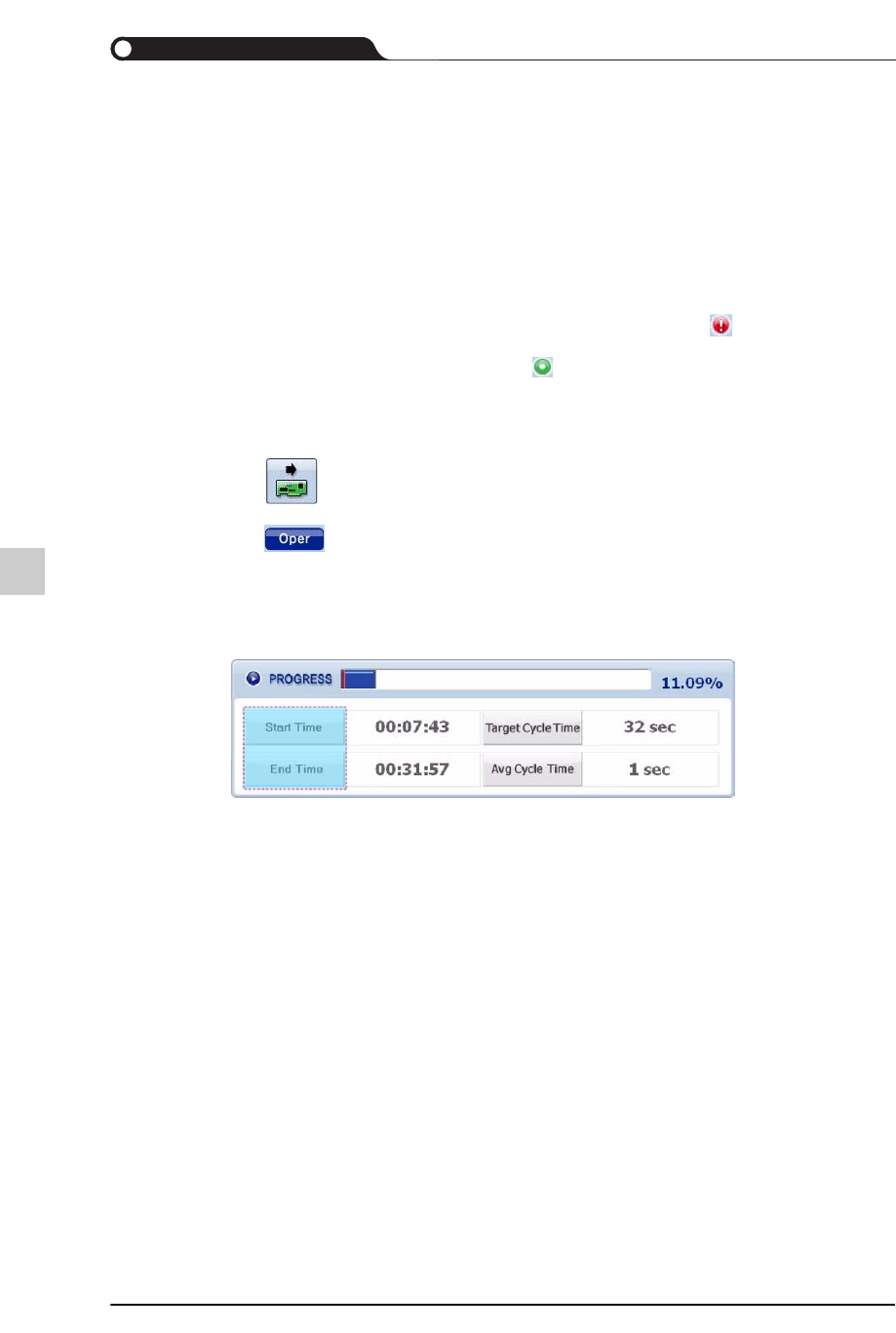
8) 显示作业线的生产进行率(%)与作业时间(Cycle time)。
Progress bar值得范围是0-100%,该值显示在progress bar的尾端。
For Ex:上图显示11.09%。
Progress bar里的纵向作业线表示目标进度百分率(target percent)。
Start Time/Start Date Toggle Button根据 Start Time与 Start Date的选择情形而
显示。
单击Start Time区就会显示Start Date。
Start Time表示作业开始以后的经过时间。
Start Time表示开始作业时的日期与时间。
End Time/End Date会随着End Time与End Date的选择状态而显示。
End Time是当前作业结束之前所需要的预估时间。
End Date是当前作业的预想结束日期与时间。
Target Cycle Time是通过文件Manager或 SLM在作业创建时输入的时间。使
用者可以通过作业命令窗口修改该值。
12-7
Single Line Monitoring(SLM)
Avg Cycle Time是生产进行过程中各PCB的生产所需实际循环时间的平均
值。
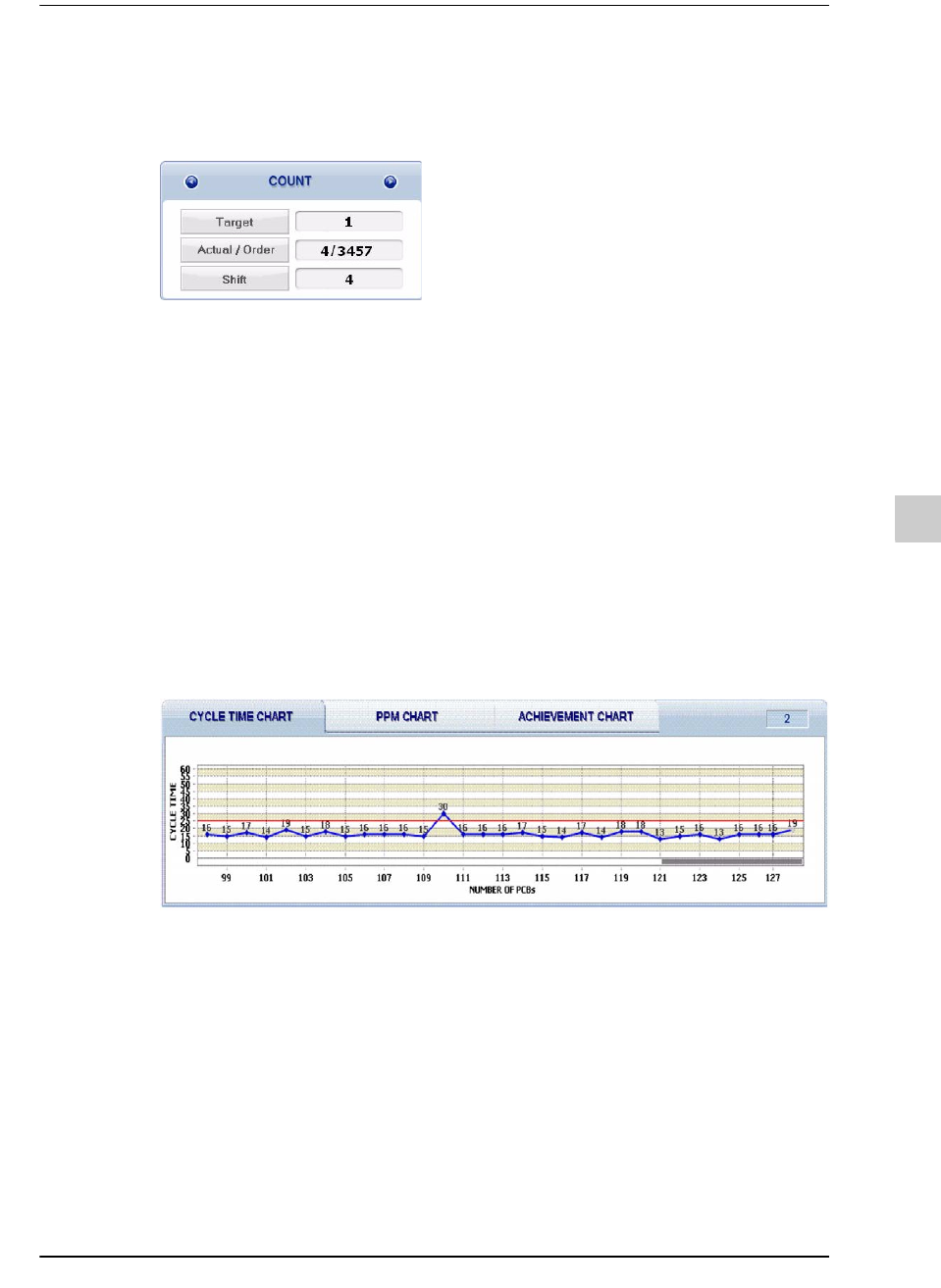
9) 下图表示其它PCB的count值
Target 是以当前作业时间为准而应该达成的目标生产量。
Actual/Order Count
生产目标数量(Order)是为了在作业线生产该型号而通过File Manager或
SLM输入的数量。
Actual是实际作业线中生产的电路板数量。该值将在PCB从作业线的最
后一个设备出来时增加。
如果实际生产量比目标生产量低了很多,生产量将显示为红色。(其临
界值可以在选项窗口进行设定)
Shift
Shift将在更该作业组时让生产数量初始化。显示当前作业组所生产的数
量。
10) 通过图形方式实时显示出当前生产的电路板的Cycle Time、不 良 PPM及实现率。
Cycle Time Chart显示了作业线上所生产的电路板的生产周期(Cycle Time)。
X-axis以秒为单位显示Cycle Time。
X-axis表示实际生产的PCB数量。