EasyOLP_V6.1中文说明书.pdf - 第648页
27-24 lvswG}] lvswG}] 由于已经预先配置在第一个插槽上 , 因此只能使用可以在第一个插 槽的喂料器上吸 附元件的贴装头。 由于只有第一个贴装头才能到达第一个插槽的喂 料器上进行作 业, 因此作业时间比没有预先配置的情形延长了很多。 27.2.3. EasyOLP 上的喂料器数量 EasyOLP 是一种可以提高本公司贴片机 生产性的 Off Line Program , 可以为了高效率 地进行作业而提供所需…
27-23
Technical Notes
单击Property Sheet(利用鼠标双击Factory选项卡 > 作业线设置(Line Info) > 该作业
线 > 该设备)对话框的Gantry > Head status区的<More...>键,在弹出的对话框上查
看各Head的状态。
特定元件的预先配置
特定元件被预先配置时,检查所有贴装头是否都能到达该位置。
除非圈选Remove,否则预先配置的上述元件将继续维持其配置位置。如果只有一部
分贴装头能到达上述配置位置,则只能使用有限数量的贴装头对该元件进行作业,
从而拉长了作业时间。因此需要把已经预先配置的喂料器移动到所有贴装头都能进
行作业的位置,从而缩短作业时间。
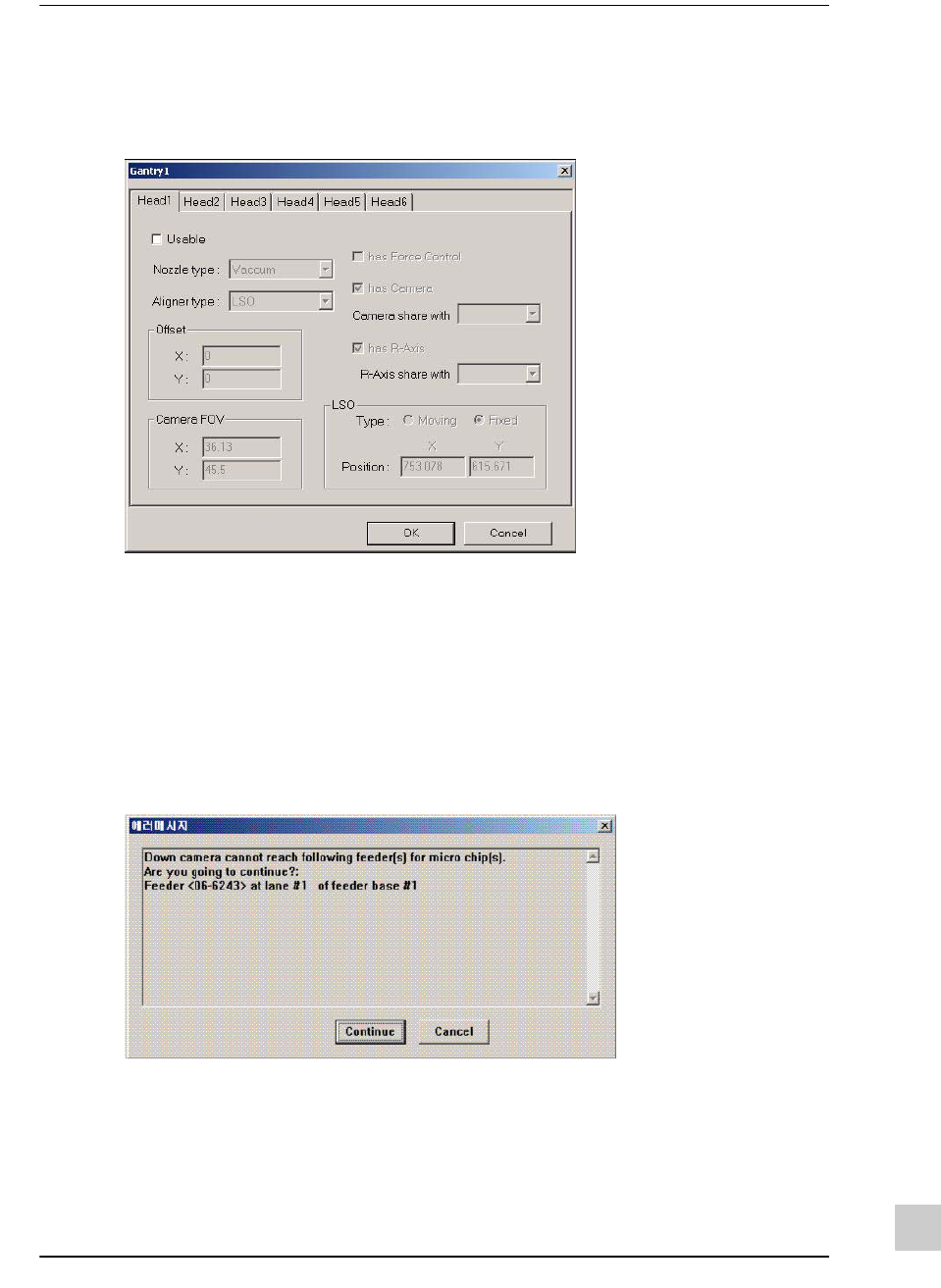
下图是贴装头无法到达配置在正面喂料器底座的第一个插槽上的元件而出现的出
错提示窗口。
27-24
lvswG}]
lvswG}]
由于已经预先配置在第一个插槽上,因此只能使用可以在第一个插槽的喂料器上吸
附元件的贴装头。由于只有第一个贴装头才能到达第一个插槽的喂料器上进行作
业,因此作业时间比没有预先配置的情形延长了很多。
27.2.3. EasyOLP上的喂料器数量
EasyOLP是一种可以提高本公司贴片机生产性的Off Line Program,可以为了高效率
地进行作业而提供所需要的喂料器数量。喂料器数量是一种直接影响作业时间的因
素之一。由于需要在探索最佳作业路径时考虑喂料器数量,如果在准备进行作业的
电路板上针对可以供应具较多贴装点的特定元件的喂料器数量进行限制,将对整体
Optimizer结果造成影响。
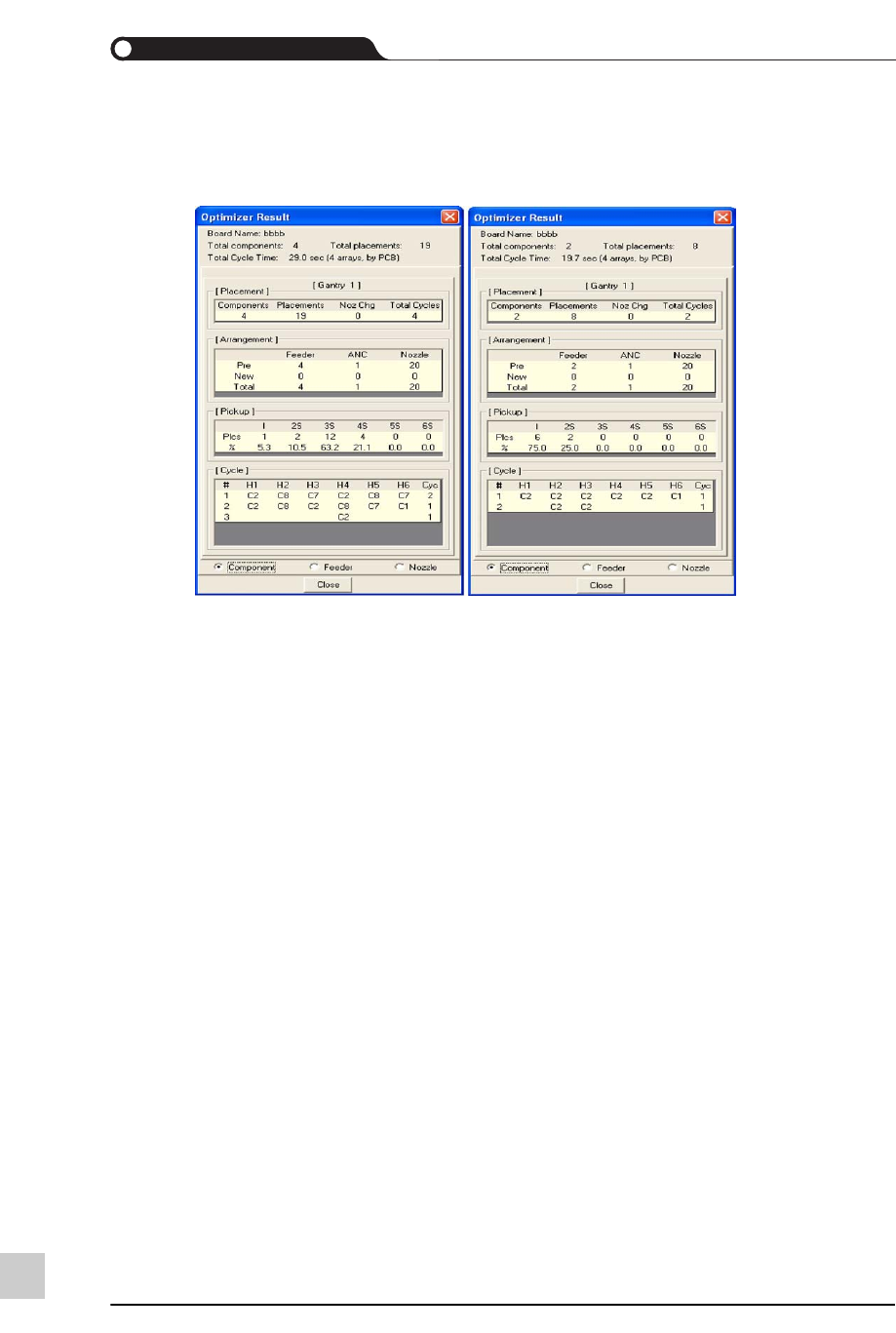
6个贴装头个别吸附元件后进行作业时的效率和同时吸附元件后进行作业时的效率
相差30%左右。
一个喂料器需要贴装的贴装点越多,越不能获得令人满意的作业线均衡化结果。使
用者虽然可以利用EasyOLP建议的 Ideal值设定喂料器数量范围,但也可以根据使用
者的环境而直接设定适当的喂料器数量。
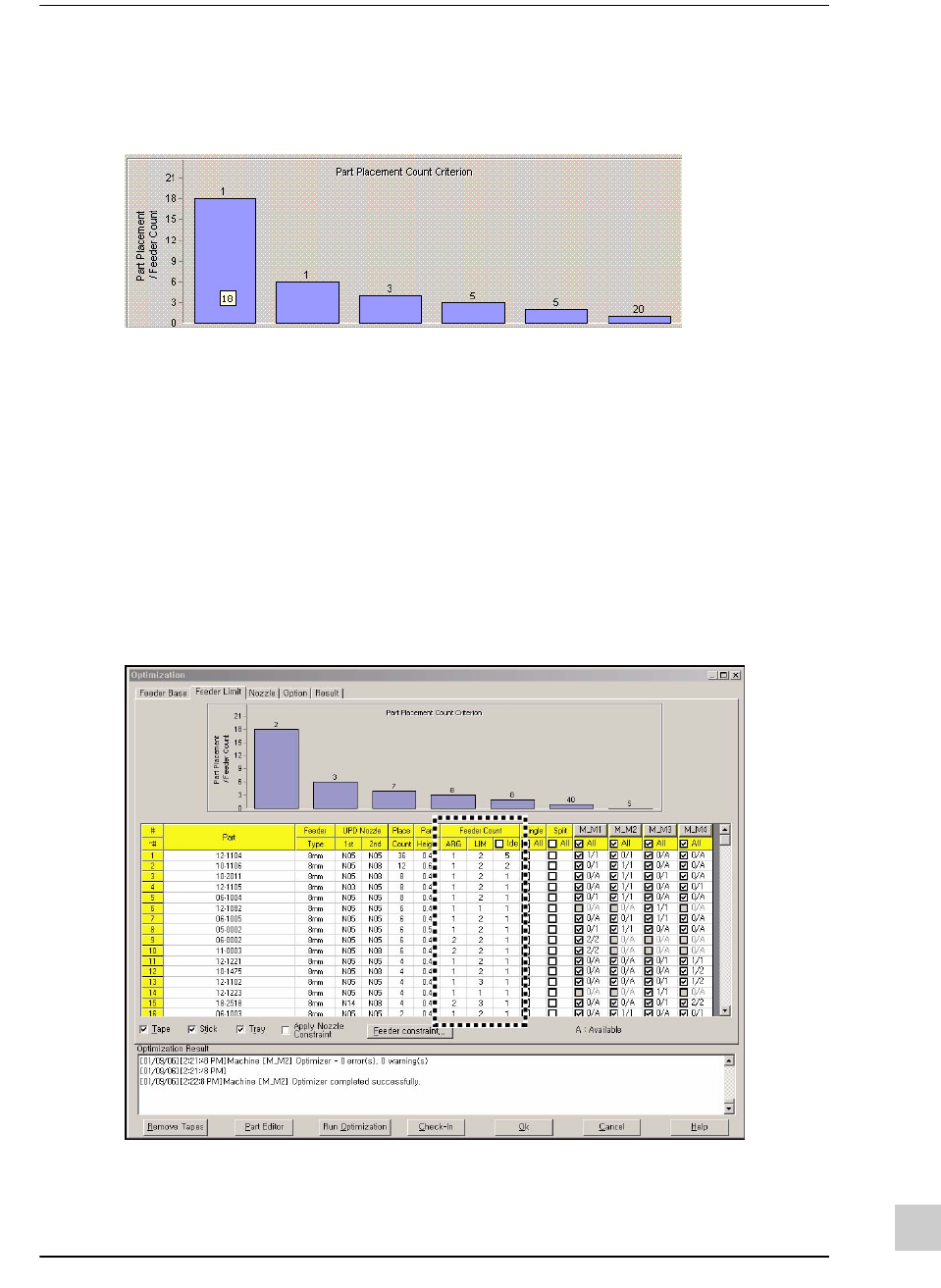
下图是Optimization对话框 > Feeder Limit选项卡的Part Placement Count Criterion
区, 可以指示每个喂料器的贴装点数量。
27-25
Technical Notes
把鼠标移到条状图上即可查看一个喂料器在进行作业时的贴装点数量。此时条状图
上端的数字指示针对同一贴装点数量进行作业的喂料器数量。也就是说,第一个条
状图指出了对18个贴装点进行作业的喂料器数量为1个。
下图的红色区域是喂料器数量范围的设定区。Feeder Count栏目由ARG、LIM及
Ideal组成, 各项内容如下。
ARG
Arranged的缩写,表示已经预先配置的带式喂料器数量。
LIM Limit的缩写, 由使用者设定可用喂料器数量。此时,可用喂料器数量不代表实际
作业时的整体喂料器数量,而是可用的喂料器数量。这句话的意义为,使用者尽
管设定了较大的可用喂料器数量,但实际上Optimizer仅仅使用可以最有效率地
进行动作的喂料器数量。
Ideal 表示EasyOLP建议的喂料器数量。喂料器被预先配置时,可以增加喂料器
数量限制,但不能减少该值。如果需要减少喂料器数量范围,应该先删除已经配
置的带式喂料器。增加喂料器数量范围时虽然不给与提示,但减少该值时会给与
相关的提示。