EasyOLP_V6.1中文说明书.pdf - 第658页
27-34 lvswG}] lvswG}] 此时正面与背面的拱架几乎不会影响 对方, 因此其作业效率高于 Single 或 Join 模 式。 可以执行优化并检查其效果。 喂料器被设定为双数时, 正 / 背面拱架均可分配到喂料器并且对靠近自己的电路 板 进行作业。 但被设定单数的喂料器则由两个拱架把作业加以均匀地 分割, 不仅针对 靠近自己的电路板进行作业, 还要对另一侧的电路板进行作业。 查看优化结果时, Station …
27-33
Technical Notes
从优化执行结果上可知,正面拱架上分配了大部分的贴装点。Station 1中需要从背
面喂料器底座获取的元件为10个。
Station2中需要从正面喂料器底座获取的元件为7个,这是因为,喂料器数量被限定
为1而只能配置在正面或背面中的一个面后使用。
喂料器被设定为双数时,正/背面拱架均可分配到喂料器并且对靠近自己的电路板
进行作业。但喂料器被设定为单数时,必须把作业平均分配给两个拱架,不仅针对
靠近自己的电路板进行作业。
还要对另一侧的电路板进行作业。虽然在优化结果屏幕上优化结果似乎仅偏重于一
侧,但实际作业上却是同时对两个电路板进行作业,因此大幅度地提高了作业效
率。
27.3.3. Twin模式
Twin 模式仅限于使用Dual Conveyor的设备,可以在输送带的前后承载两个电路板,
因此由两个拱架对两个电路板进行作业。
在正/背面拱架上承载两个电路板时,仅对靠近自己的电路板进行作业。准备进行作
业的电路板的Y尺寸为CP6xHP时仅适用于小于160mm、SM310时则仅适用于小于
220mm的情形。喂料器数量范围全部被设定为双数,电路板的Y尺寸也符合该条件
时,Optimizer基本上会在Twin 模式下进行作业。
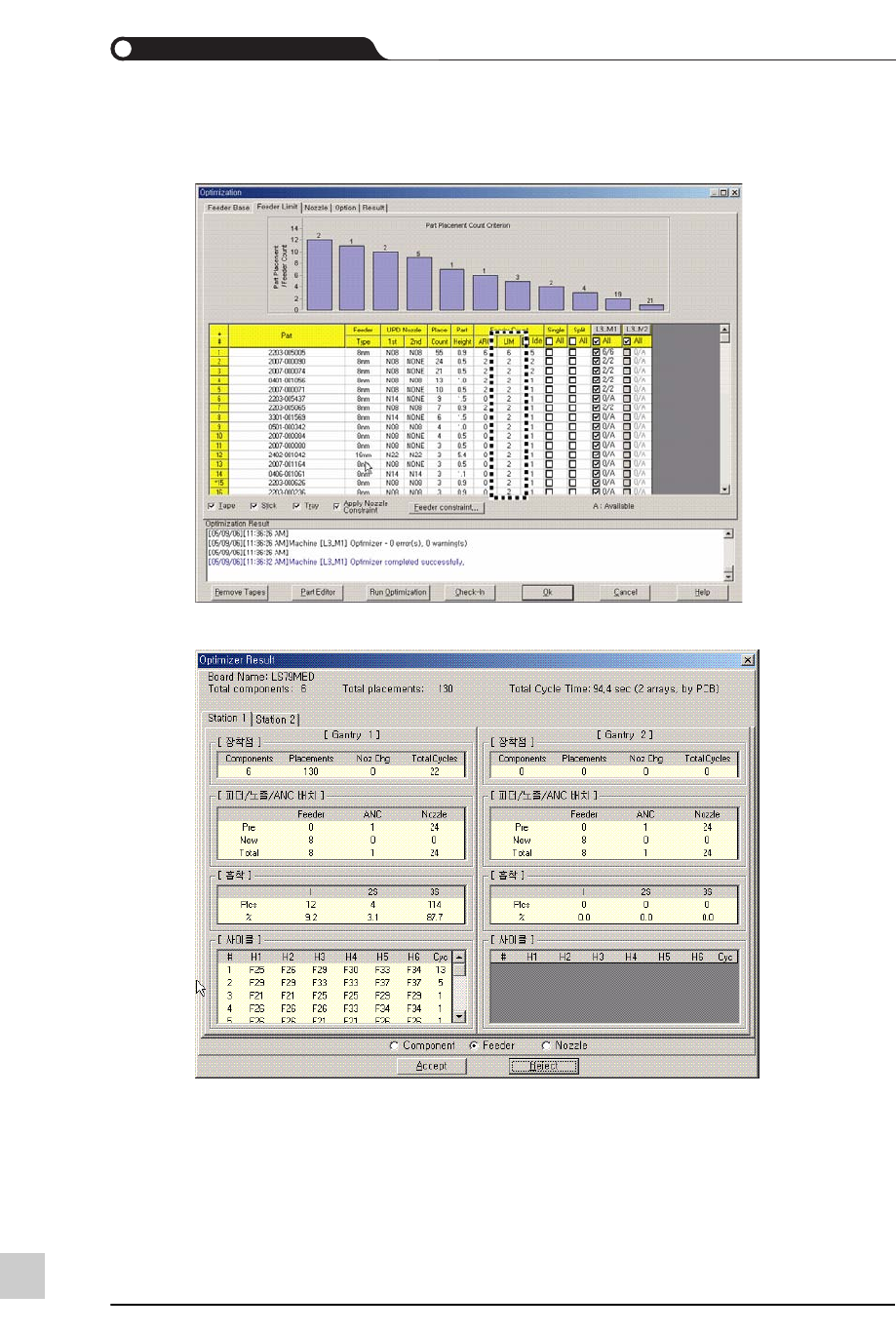
下图是Twin 模式下的喂料器数量范围设定值的修改与优化结果屏幕。所有元件的喂
料器数量范围被设定为双数,因此均匀地安装在正面与背面喂料器底座上,各拱架
仅对靠近自己的电路板进行作业。
27-34
lvswG}]
lvswG}]
此时正面与背面的拱架几乎不会影响对方,因此其作业效率高于Single或 Join模
式。
可以执行优化并检查其效果。
喂料器被设定为双数时,正/背面拱架均可分配到喂料器并且对靠近自己的电路板
进行作业。但被设定单数的喂料器则由两个拱架把作业加以均匀地分割,不仅针对
靠近自己的电路板进行作业,还要对另一侧的电路板进行作业。
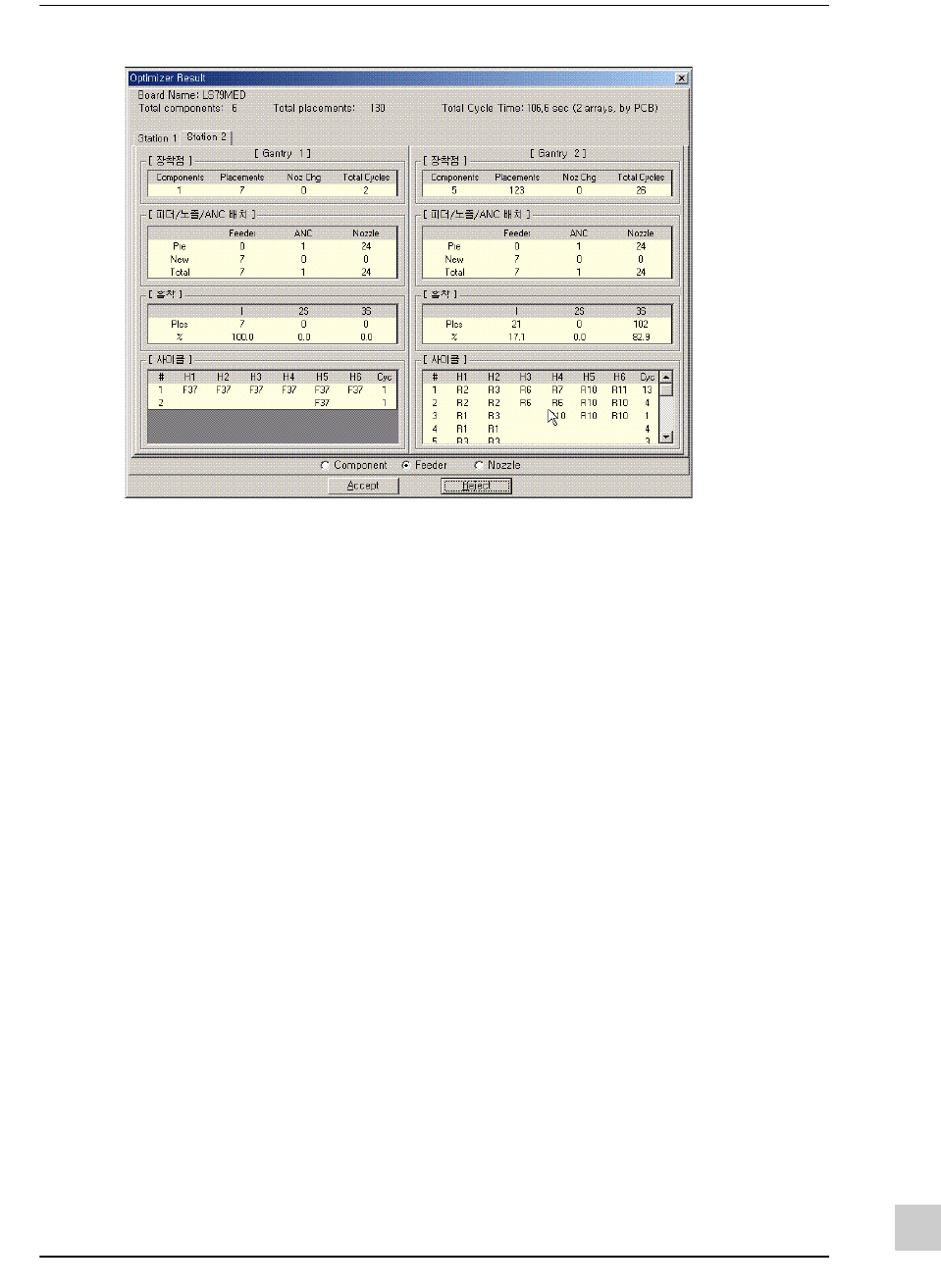
查看优化结果时,Station 1指示正面拱架的作业,Station 2则指示背面拱架的作业。

27-35
Technical Notes
这是因为,喂料器数量范围被设定为双数时正/背面的拱架均匀地分配喂料器并且
仅对靠近自己的电路板进行作业。虽然在优化结果屏幕上似乎只有正面拱架分配到
了所有的贴装点,但在实际作业时由正/背面的拱架同时对靠近自己的各电路板进
行作业,因此可以提高作业效率。虽然在优化结果屏幕上优化结果似乎仅偏重于一
侧,但实际作业上却是同时对两个电路板进行作业,因此大幅度地提高了作业效
率。
27.4. 喂料器数量与优化结果
在贴片机设备中,喂料器数量是一种直接影响作业时间的因素之一,由于需要在探
索最佳作业路径时考虑喂料器数量,如果在准备进行作业的电路板上针对可以供应
具较多贴装点的特定元件的喂料器数量进行限制,将对整体Optimizer结果造成影
响。
喂料器数量的设定方法有下列两种。
在EasyOLP上设定
在Optimizer上设定
本章节的副章节详细说明了各栏目的设置方法及其理由。
27.4.1. 在 EasyOLP上设定喂料器数量
EasyOLP是一种可以提高本公司贴片机生产性的Off Line Program,可以为了高效率
地进行作业而提供所需要的喂料器数量。设定喂料器数量时,可以把EasyOLP建议
的Ideal值设定为喂料器数量范围,但由于喂料器本身受到了物理制约,因此可以由
使用者掌握了拟作业的元件的可用卷盘(reel)数量及该卷盘可以使用的喂料器数量
后直接进行设定。