CX-1_OPE.pdf - 第293页
第 4 章 生产程序制作 4-5-4-3 检查 将实际元件安上贴片头,用图像识别,检查能否进行元件定心。 可以利用检查速度功能,在模拟生产中,检查在各种运行动作的 XY θ 偏差值。 贴片元件高度检查功能可以检查已贴片元件的倾斜。 负荷检查功能可以确认已设置负荷的实际测量值。 注意 为了避免人身伤害,在机器运行过程中,切勿将手和头伸入装置内部。 4-5-4-3-1 图像识别检查 以下为识别检查的概要流程图。 图 4-5-34 图像识别检…
第 4 章 生产程序制作
4) 测量贴片基板面高度
通过 HMS 测量贴片位置的基板面高度。
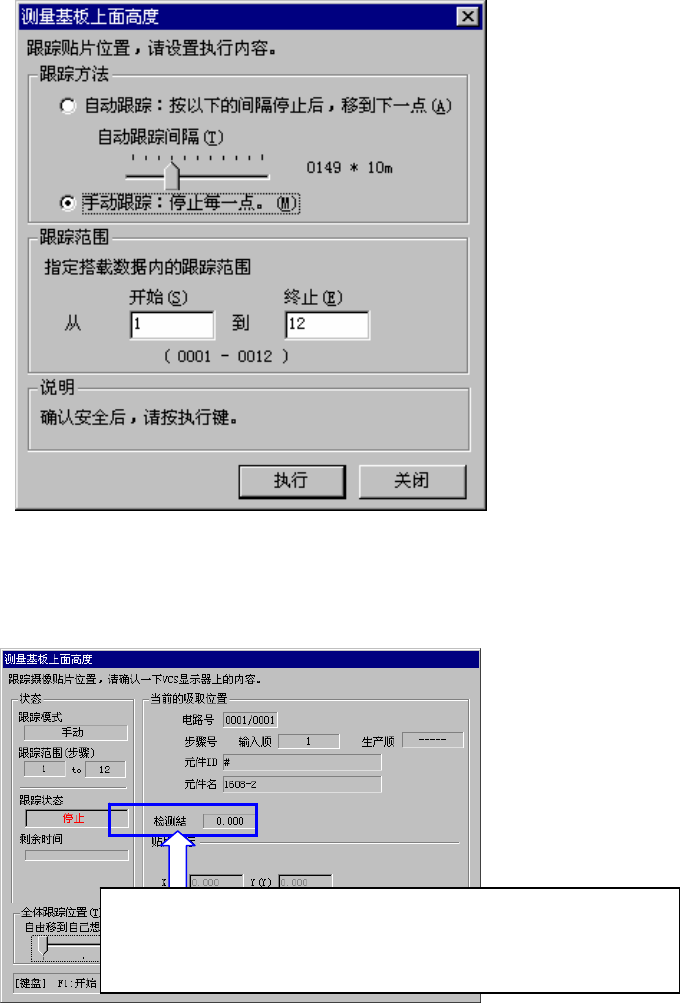
在编辑程序的菜单中,选择“机器操作”-“贴片基板面高度”,则显示如下执行条件对话框。
図 4-5-32 贴片基板面高度测量
设置条件后,请单击“执行”。显示如下测量基板上面高度对话框。
通过 HMS 测量的结果,如果测量值在判定值以内则用黑字显示测量结
果,在判定值以外则用红字显示。如果不能取得测量值则用红色“----”
显示测量结果。
图 4-5-33 测量贴片基板上面高度对话框
4-130
第 4 章 生产程序制作
4-5-4-3 检查
将实际元件安上贴片头,用图像识别,检查能否进行元件定心。
可以利用检查速度功能,在模拟生产中,检查在各种运行动作的 XY
θ
偏差值。
贴片元件高度检查功能可以检查已贴片元件的倾斜。
负荷检查功能可以确认已设置负荷的实际测量值。
注意
为了避免人身伤害,在机器运行过程中,切勿将手和头伸入装置内部。
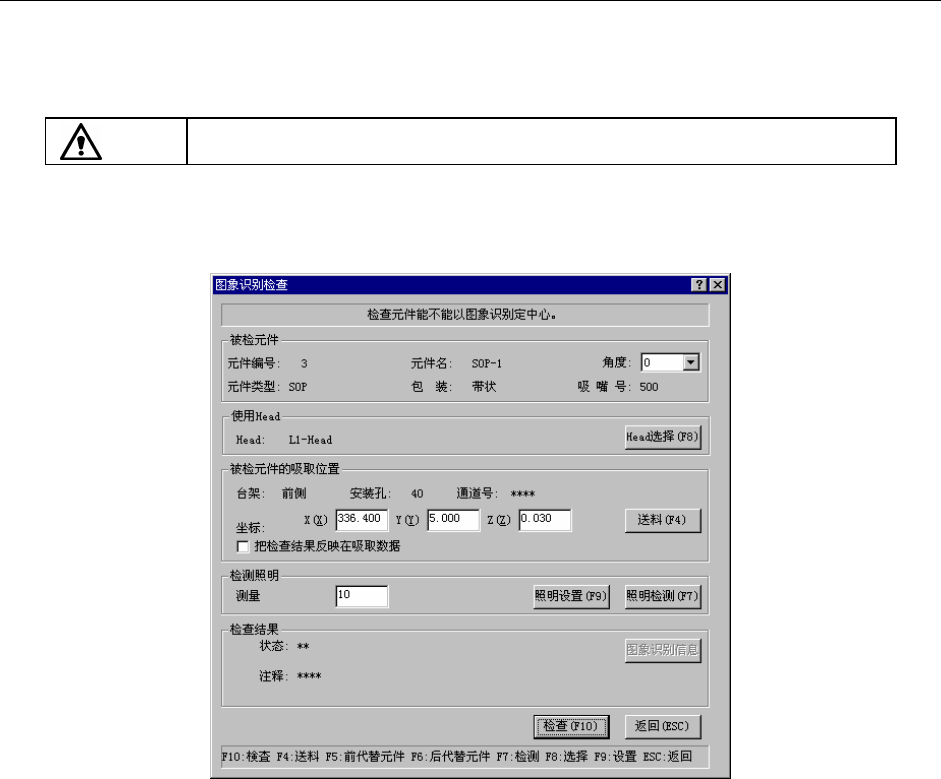
4-5-4-3-1 图像识别检查
以下为识别检查的概要流程图。
图 4-5-34 图像识别检查
(1) 被检元件
为了进行图像识别检查,显示必要的元件内容。
(2) 检测照明
当默认的照明亮度无法识别时,用此项功能,可获得最佳照明条件。
● 照明设置:对检测照明设置详细的照明条件。
*有关设置照明的详细条件的说明,请参见CD使用说明书的4-5-4-3-4章节。
● 照明检测:可自动测出识别元件所需的最佳照明条件。
(3) 被检元件的吸取位置
显示吸取元件的吸取位置的内容。也可以更改为前一代替元件及下一代替元件的吸取位
置。当没有吸取数据时,各项目不会显示,也不能进行吸取位置的变更、送料器敲击、示
教。
● 送料
顶推一下送料器,搬出元件(除去32mm纸卷带)。
● 把检查结果反映在吸取数据(示教结果反映在吸取数据中)
选择是否将使用HOD进行示教的结果反映在吸取数据中。不选中时,坐标仅应用于此次
吸取时。
4-131

第 4 章 生产程序制作
(4) 图像识别检查结果
检查后,检查结果被显示在图像识别检查结果中。可进行图像定心时显示“确定”,不能
进行时显示“NG”,并在注释栏中显示错误原因。
图 4-5-35 检查结果
4-132