00193574-02.pdf - 第104页
3 Da ti tec nic i Manuale per l'uso SIPLACE HF 3.3 Teste di montaggio Versione software SR.504.xx Edizione 07/2003 IT 104 3.3.4 T winHead SIPLACE per il m ont aggi o ad elev at a prec isione degli IC 3 Fig. 3.3 - 8 …
Manuale per l'uso SIPLACE HF 3 Dati tecnici
Versione software SR.504.xx Edizione 07/2003 IT 3.3 Teste di montaggio
103
3.3.3.3 Dati tecnici
3
Testa Collect&Place da 6
segmenti con videocamera
standard CO
Testa Collect&Place da 6
segmenti con videocamera DCA
Gamma CO 0603 a 32 x 32 mm² 0201 a Flip-Chip, Bare Die
Specifiche CO
Altezza max.
Reticolo min. piedini
Reticolo bump min.
Min. Ball-Bump ∅
Misure min.
Misure max.
Peso max.
8,5 mm
0,5 mm
0,56 mm
0,32 mm
1,6 mm x 0,8 mm
32 mm x 32 mm
5 g
8,5 mm
0,4 mm
0,2 mm
0,11 mm
0,6 mm x 0,3 mm
13 mm x 13 mm
5 g
Forza d’appoggio pro-
grammabile
2,4 N - 5,0 N 2,4 N - 5,0 N
Tipi di pipette 8xx, 9xx 8xx, 9xx
Potenza max. di mon-
taggio
9.000 BE/h 9.000 BE/h
Precisione X/Y ± 60 µm / 4 σ ± 55 µm / 4 σ
Precisione angolare ± 0,3°/4 σ ± 0,3°/4 σ
3 Dati tecnici Manuale per l'uso SIPLACE HF
3.3 Teste di montaggio Versione software SR.504.xx Edizione 07/2003 IT
104
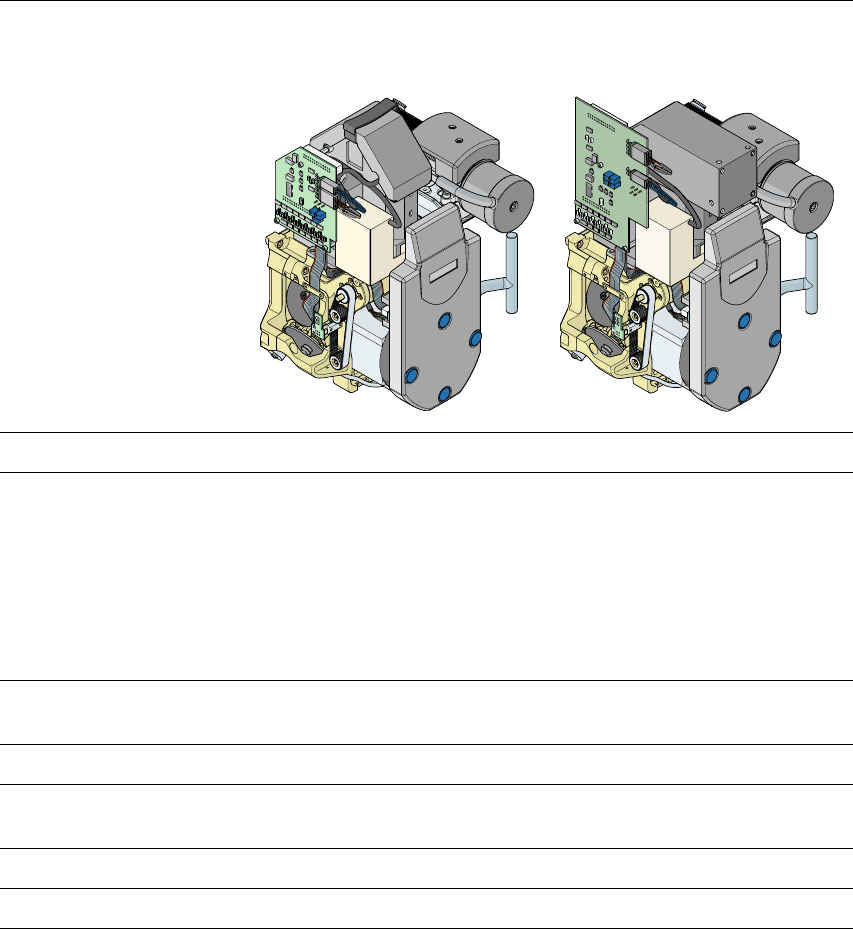
3.3.4 TwinHead SIPLACE per il montaggio ad elevata precisione degli IC
3
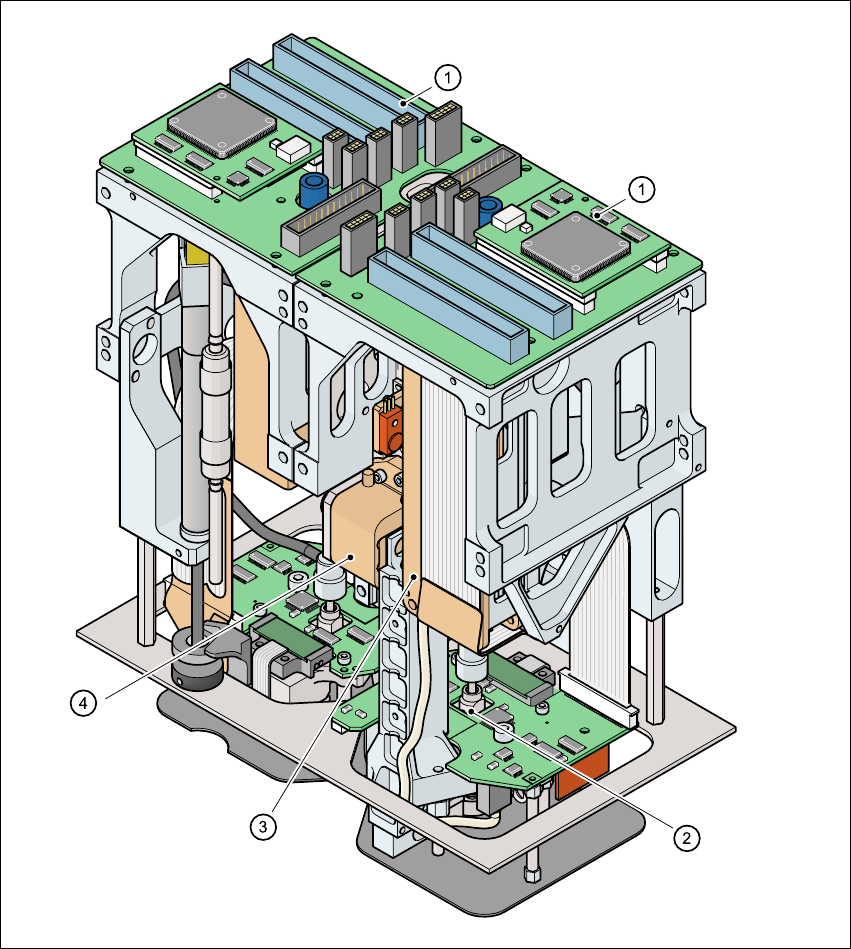
Fig. 3.3 - 8 TwinHead per il montaggio ad elevata precisione degli IC
3
(1) Il modulo Pick&Place della TwinHead è composto da 2 moduli Pick&Place
(2)Asse DP
(3) Azionamento dell'asse Z
(4) Sistema di misura del percorso incrementale per l'asse Z

Manuale per l'uso SIPLACE HF 3 Dati tecnici
Versione software SR.504.xx Edizione 07/2003 IT 3.3 Teste di montaggio
105
3.3.4.1 Descrizione
Questa testa di montaggio estremamente avanzata è formata da due teste di montaggio accop-
piate dello stesso tipo (testa gemella) che funzionano in base al principio Pick&Place. La
TwinHead è particolarmente adatta ad operare con elementi particolarmente grandi e difficili. Due
componenti vengono prelevati dalla testa di montaggio, centrati otticamente mentre vengono tra-
sportati alla posizione di montaggio e ruotati alla posizione di montaggio necessaria. Con l'aiuto
di un getto d'aria, vengono poi depositati delicatamente ed alla posizione esatta sul circuito stam-
pato.
Per la TwinHead sono state create nuove pipette (tipo 5xx). Con un adattatore si possono però
usare anche le pipette della testa Pick&Place del tipo 4xx e le pipette delle teste Collect&Place di
tipo 8xx e 9xx.
Funzioni di controllo e di selflearning 3
Diverse funzioni di controllo e selflearning aumentano l'affidabilità della TwinHead.
– I controlli del vuoto nelle pipette indicano per esempio se il componente è stato prelevato o
depositato correttamente.
– Moduli Vision ad alta risoluzione ed intelligenti, come, p.e. i moduli Fine-Pitch e flip-chip indi-
viduano le più piccole differenze della posizione del CO, la correggono e garantiscono quindi
una posizione corretta di montaggio. Le videocamere CO sono fissate stazionariamente al te-
laio della macchina.
– Viene controllata anche la forma dell'involucro del componente. Se i dati geometrici calcolati
sono diversi da quelli programmati, il componente non viene montato.
– le forze d'appoggio prestabilite per i componenti vengono misurate e controllate da un sensore
di potenza.
– In caso di mancanza di aria compressa o corrente, l'asse verticale (asse Z) viene sollevato ad
una posizione sicura per evitare lo scontro della testa.
3.3.4.2 Descrizione del funzionamento
La TwinHead è formata da due teste accoppiate Pick&Place con comandi completamente sepa-
rati l'uno dall'altro. Ogni testa possiede due assi, l'asse Z e l'asse DP (vedi Fig. 3.3 - 7
).
Il percorso di spostamento dell'asse Z viene registrato con un sistema di misurazione incremen-
tale lineare ad alta risoluzione. L'asse Z esegue un movimento verticale. Un motore lineare solle-
va ed abbassa l'asse Z. In questo modo vengono prelevati componenti dai caricatori o tray e
vengono abbassati sul circuito stampato. L'asse Z è un cosiddetto "asse intelligente": è in grado
di "ricordare" l'altezza di prelievo dei caricatori e tray e l'altezza di montaggio di ogni componente.
Così si può accelerare il processo di montaggio. La forza d'appoggio programmata viene misurata
e controllata da un sensore di potenza.