00193574-02.pdf - 第97页
Manuale per l'uso SIPLACE HF 3 D ati t ecni ci Versione software SR.504.xx Edizione 07/2003 IT 3.3 Teste di montaggio 97 La st ella ruo ta co n i suoi 12 segm enti attor no all' asse DR . I segmenti portano le …

3 Dati tecnici Manuale per l'uso SIPLACE HF
3.3 Teste di montaggio Versione software SR.504.xx Edizione 07/2003 IT
96
stampato. Al contrario dei classici chipshooter, le dodici pipette delle teste SIPLACE Collect&Pla-
ce ruotano attorno ad un asse orizzontale. Tutto ciò, non solo fa risparmiare spazio: grazie al dia-
metro ridotto si hanno forze centrifughe notevolmente più ridotte rispetto ai classici chipshooter.
In questo modo si evita in gran parte il pericolo dello scivolamento dei componenti durante il tra-
sporto.
Un ulteriore vantaggio è costituito dal fatto che il tempo di ciclatura della testa Collect&Place è
uguale per tutti i componenti. Ciò significa che la potenza di montaggio non dipende dalle dimen-
sioni dei componenti.
Funzioni di controllo e di selflearning 3
Diverse funzioni di controllo e di selflearning fanno aumentare l'affidabilità della testa Collect&Pla-
ce.
– I controlli del vuoto nelle pipette indicano per esempio se il componente è stato prelevato o
depositato correttamente.
– Con un contrassegno sul caricatore si calcola la posizione di prelievo esatta dei componenti
sul caricatore.
– Una videocamera nella testa di montaggio determina la posizione esatta di ogni CO nella pi-
petta. Le differenze rispetto alla posizione di prelievo vengono corrette già prima del montag-
gio. Nel corso dell'ulteriore accettazione dei CO viene tenuto conto della media delle differenze
degli ultimi 10 processi di montaggio. In questo modo si aumenta ulteriormente la precisione
dell'accettazione.
– Viene controllata inoltre anche la forma dell'involucro. Se i dati geometrici calcolati sono diversi
da quelli programmati, il componente non viene montato.
– L'asse verticale (asse Z) per il prelievo ed il montaggio del CO opera in modalità d'arresto del
sensore, con la quale si equilibrano le differenze in altezza durante il prelievo e le disuniformità
dei circuiti stampati durante il montaggio. Per l'adattamento dell'ulteriore velocità di solleva-
mento e di montaggio si tiene conto anche della media delle differenze degli ultimi 10 processi
di montaggio. La forza d'appoggio programmata rimane invece sempre costante.
– Per aumentare la sicurezza del montaggio si può installare un sensore dei componenti nella
testa C&P. Il sensore CO controlla, oltre alla presenza del CO nella pipetta anche il rapporto
angolare dei componenti. In questo modo si determina se il CO è stato accettato dalla pipetta
orizzontalmente o verticalmente.
– Con l'aiuto del modulo Vision DCA (opzione), la testa Collect&Place a 12 segmenti può cen-
trare otticamente e montare componenti di dimensioni 0,6 mm x 0,3 mm fino a 13 mm x 13
mm. Il modulo Vision DCA ottimizza la velocità e la precisione di componenti High-Speed-Flip-
Chips e Bare-Die. Troverete i valori nella tabella di pagina 98
.
3.3.2.2 Descrizione del funzionamento
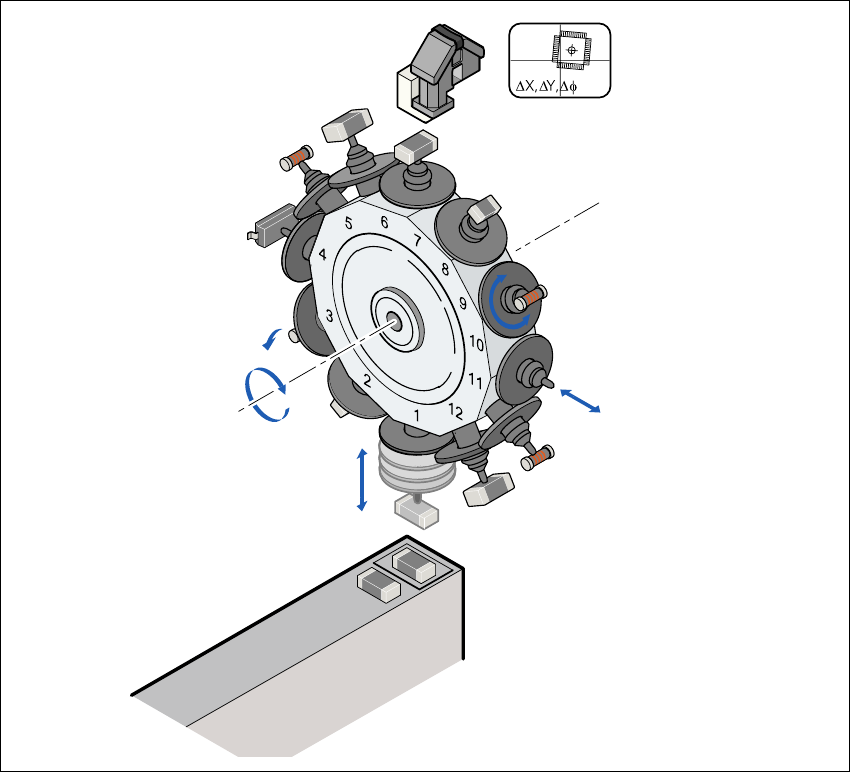
La testa Collect&Place a 12 segmenti possiede tre assi: l'asse DR o a stella, l'asse Z e l'asse DP.
Manuale per l'uso SIPLACE HF 3 Dati tecnici
Versione software SR.504.xx Edizione 07/2003 IT 3.3 Teste di montaggio
97
La stella ruota con i suoi 12 segmenti attorno all'asse DR. I segmenti portano le bussole. Su ogni
bussola è collocata una pipetta, con la quale vengono aspirati i componenti e trasportati dalla po-
sizione di prelievo/montaggio (1) alla posizione di scarto (3), alla posizione di centraggio ottico (7)
o alla posizione di rotazione (9).
L'asse Z esegue un movimento verticale. Ogni bussola che si trova nella posizione più bassa del-
la stella (1) viene sollevata o abbassata da quest'asse. In questo modo i componenti vengono pre-
levati dai caricatori e depositati sul circuito stampato. L'asse Z è un cosiddetto "asse intelligente":
è in grado di "ricordare" l'altezza di prelievo di ogni traccia del caricatore e l'altezza di montaggio
di ogni componente. Così si può accelerare il processo di montaggio. La forza d'appoggio pro-
grammata rimane costante.
3
Fig. 3.3 - 4 Descrizione del funzionamento
L'asse DP ruota il componente centrato otticamente alla posizione di montaggio desiderata. I mo-
vimenti degli assi di rotazione ed anche di traslazione vengono azionati da comandi ad anello
chiuso. I sensori della posizione e velocità trasmettono i valori attuali dei movimenti degli assi ai
comandi degli assi. Dal confronto dei valori nominali e reali vengono calcolati i parametri di forza
Videocamera CO
Asse DP
Ruotare il CO alla posizione
di montaggio
Estrarre o
inserire la bussola
Asse Z
Prelevare o
montare il CO
Asse DR
Rotazione della stella
Scartare il CO
3 Dati tecnici Manuale per l'uso SIPLACE HF
3.3 Teste di montaggio Versione software SR.504.xx Edizione 07/2003 IT
98
e velocità per i servoamplificatori e quindi il movimento degli assi da eseguire. I valori del vuoto
della pipetta vengono controllati elettronicamente costantemente durante l'intero processo di pre-
lievo e montaggio per tenere al minimo la frequenza degli errori di montaggio.
3.3.2.3 Dati tecnici
3
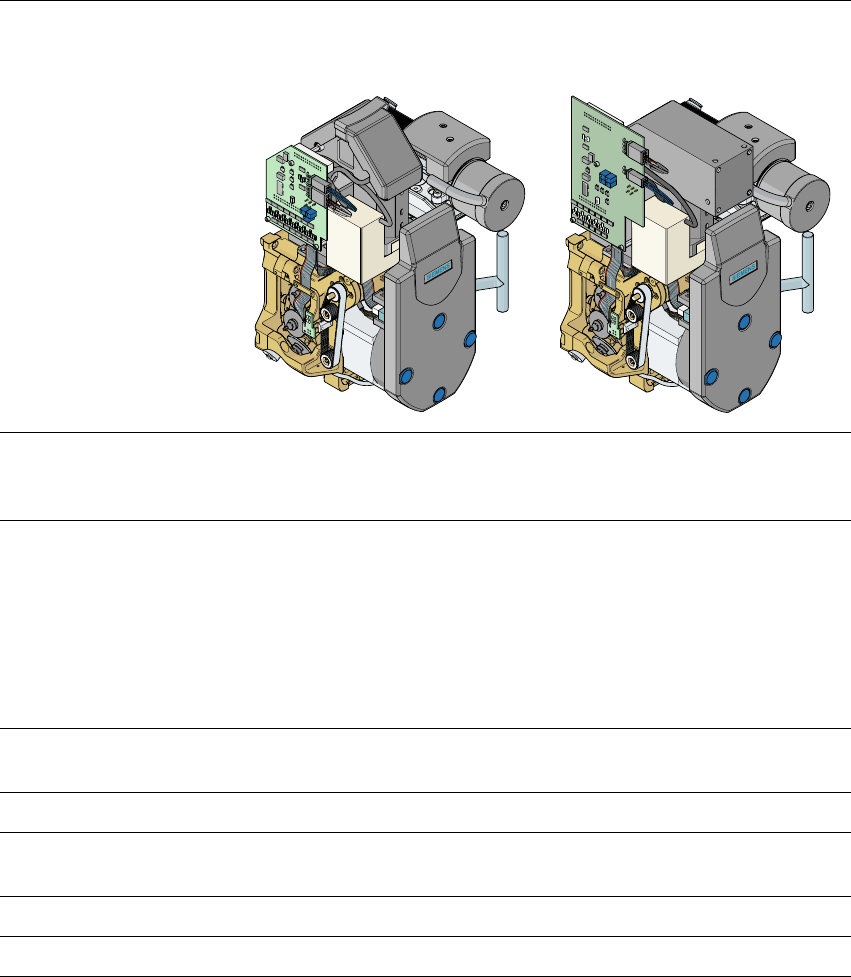
Testa Collect&Place da 12
segmenti con videocamera
standard CO
Testa Collect&Place da 12
segmenti con videocamera DCA
Gamma CO 0201 a PLCC44, BGA, µBGA,
Flip-Chip, TSOP, QFP, SO a
SO32, DRAM
0201 a Flip-Chip, Bare Die
Specifiche CO
Altezza max.
Reticolo min. piedini
Reticolo bump min.
Min. Ball-Bump ∅
Misure min.
Misure max.
Peso max.
6 mm
0,5 mm
0,35 mm
0,2 mm
0,6 mm x 0,3 mm
18,7 mm x 18,7 mm
2 g
6 mm
0,4 mm
0,2 mm
0,11 mm
0,6 mm x 0,3 mm
13 mm x 13 mm
2 g
Forza d’appoggio pro-
grammabile
2,4 N - 5,0 N 2,4 N - 5,0 N
Tipi di pipette 9xx 9xx
Potenza max. di mon-
taggio
13.500 BE/h 13.500 BE/h
Precisione X/Y ± 60 µm / 4 σ ± 55 µm / 4 σ
Precisione angolare ± 0,7°/4 σ ± 0,7°/4 σ