4OM-1513-001_w.pdf - 第87页
4OM-1513 1-38 第一章4.维护保养方法 4.1.2 刮板头高度的调整方法 • 胶皮刮板时 调整步骤 (1) 拧松制动螺母。 制动螺母 L 刮板头部F4A34 0908-001
4OM-1513
1-37
第一章4.维护保养方法
0908-001
4. 维护保养方法
4.1 消耗元件的更换和调整
4.1.1 刮板的更换
刮板边缘部磨损或由于溶剂等发生变形妨碍印刷时,请适当更换。
•
请拧松刮板固定螺栓,将刮板卸下来。
•
安装新刮板。
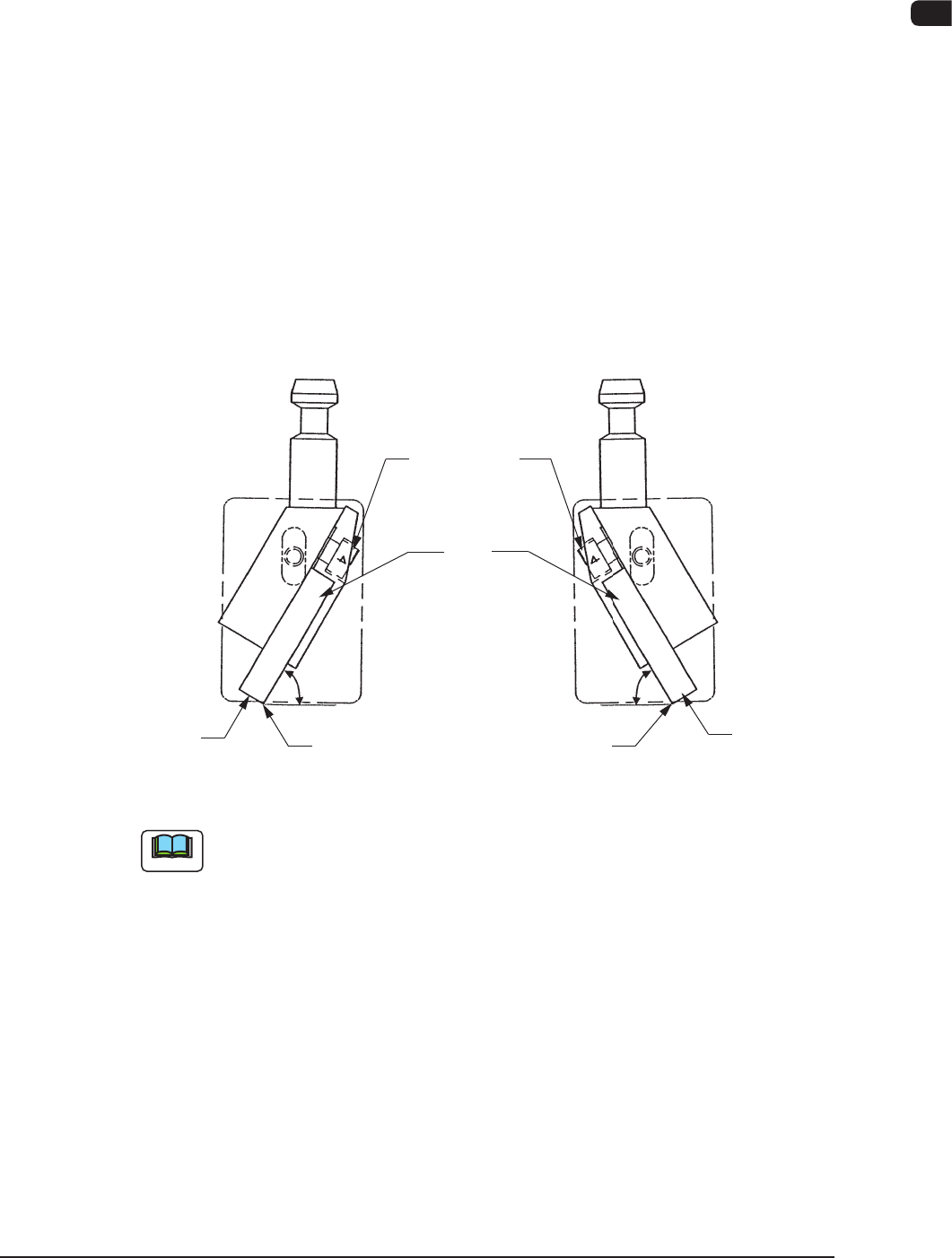
拧紧螺栓时,请将刮板的 A 面挤压到标准平台等平面,在不翘曲的状
态下拧紧螺栓。
•
拧紧螺栓后,请挤压到笔直度较好的边缘部标准平台后确认是否有缝
隙。
确认时,请调整为标准平台和刮板的角度为 60
°
( 固定 ) 的状态。
刮板固定螺栓
刮板
60°
60°
A面
边缘部
A面
边缘部
F4A33
Note
为进行良好的印刷,建议在安装刮板的状态下,研磨 A 面,确保笔直
度后使用。
特尤其想要管理良好精度的小螺距模板的印刷或印刷膜厚度时有效。
4OM-1513
1-38
第一章4.维护保养方法
4.1.2 刮板头高度的调整方法
•
胶皮刮板时
调整步骤
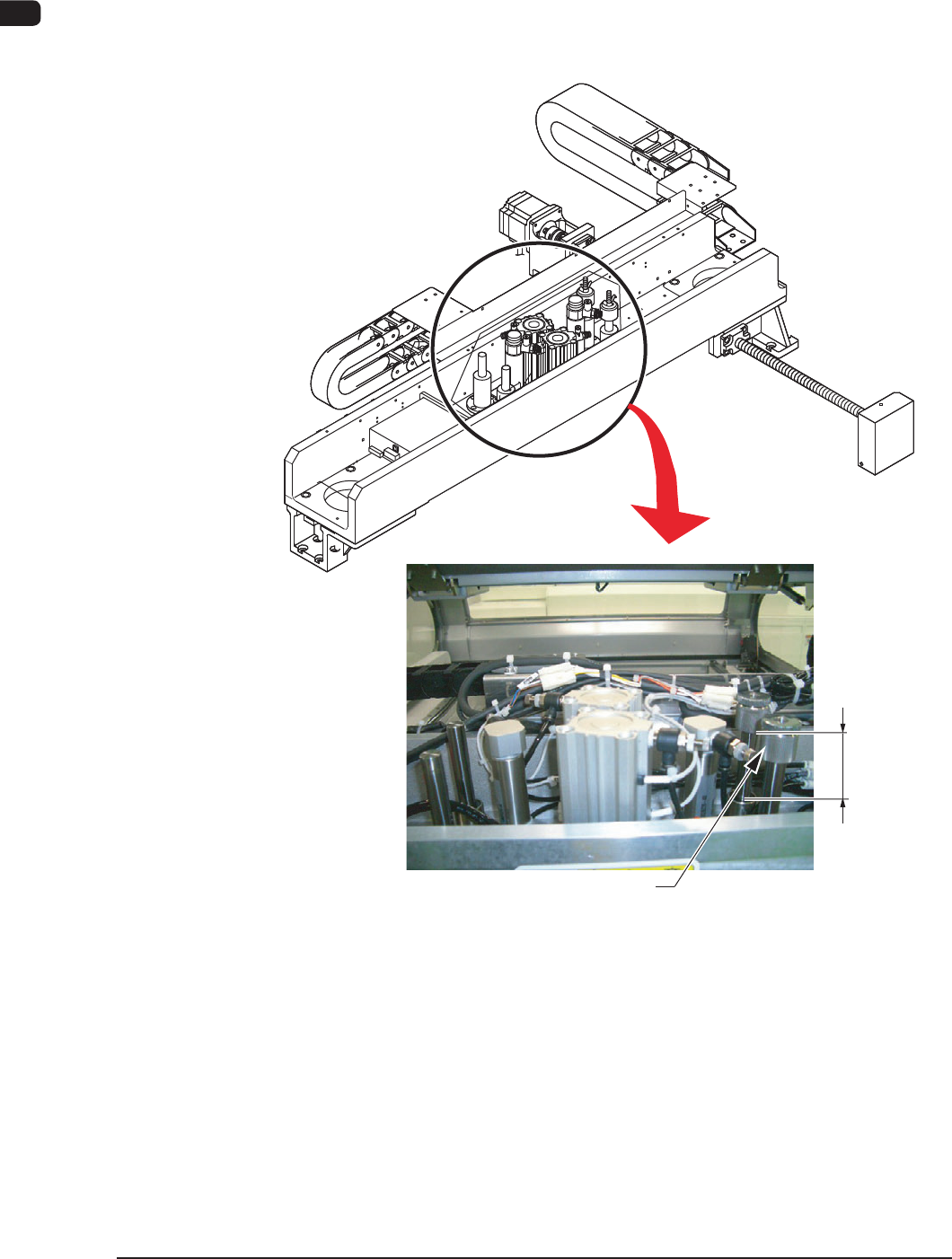
(1) 拧松制动螺母。
制动螺母
L
刮板头部F4A34
0908-001
4OM-1513
1-39
第一章4.维护保养方法
(2) 代替 L 尺寸 ( 球形套管上端面和制动螺母下端面之间的距离 ) 调整挤压
量。
对刮板丝网的挤压量设定为 1.0mm。( 出厂时 )
顺时针方向旋转一次制动螺母,挤压量变小 1.0mm。反之逆时针方向转
一次制动螺母,挤压量变大 1.0mm。
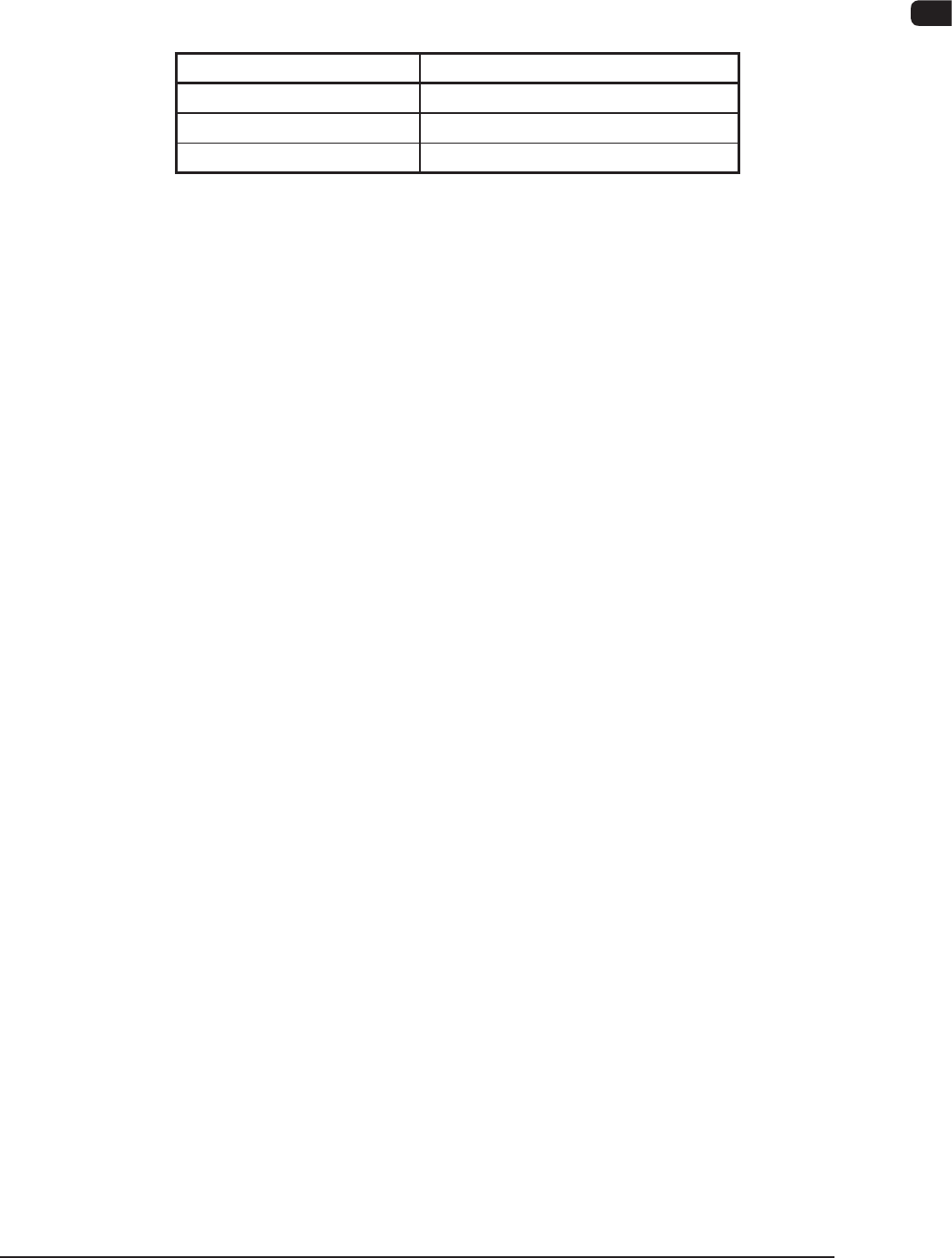
挤压量 气杠上升时的 L 尺寸
0.5mm 57.0(58.5)mm
1.0mm 57.5(59.0)mm( 标准设定 )
1.5mm 58.0(59.5)mm
T4A12
( ) 内为使用以下金属刮板的情况。
Permalex 产 : 型号 PLX-A3060-270
PLX-A3060-350
(3) 从
“
装置维护
”
菜单的
“
手动操作
”
子菜单的
“
印刷部
”
选项卡进行操作,
在处于印刷位置的线路板上挤压刮板。
请参考 T4A12 确认 L 尺寸和挤压量的关系。
0908-001