YSM一次性换料车保养调整操作书.pdf - 第14页
12 2 一次性换料车 3 调整料车的高度。 1. 用内六角扳手 (3mm) 拧松料车盖板的固定螺栓 (8 处 )。 2. 料车的调整高度,即料车机架的露出高度,由 Step1 中计算的地面到贴片机料车导轨前端部 的平均高度与料车类型 (A 或 B) 决定。用直尺 边确认料车机架的露出高度,边用扳手 (17mm) 转动高度调节螺栓调整高度。 n 要点 根据料车的规格不同,有带机架盖板的。带机架盖板的料车, 可以从机架盖板处的开口部确认机…
11
2
一次性换料车
■ 高度调整方法
1
测量料车的安装高度。
1. 用卷尺测量料车安装位置的地面到贴片机的料
车导轨前端 ( 上面 ) 的高度。该测量需在生产
线中所有料车的安装位置进行。
n
要点
1 处料车安装位置左右各有 1 个,共 2 个料车导轨。
2. 计算在 1. 中测得的高度的平均值。
3. 记录在 1. 中测得的高度中有最高与最低料车导
轨的料车安装位置。
75013-A4-00
n
要点
贴片机为标准高度 900mm 时,贴片机的料车导轨前端部到地
面的理想高度为 735mm。
c
注意
A 型料车时,若最高的料车导轨与最低的料车导轨的高差在
20mm 以上,B 型料车时,若最高的料车导轨与最低的料车导
轨的高差在 15mm 以上,是无法将所有料车都调整到同一高度
的。此时,可以给高度偏差最大的料车安装位置指定专用的
料车,避免与其它安装位置共用。
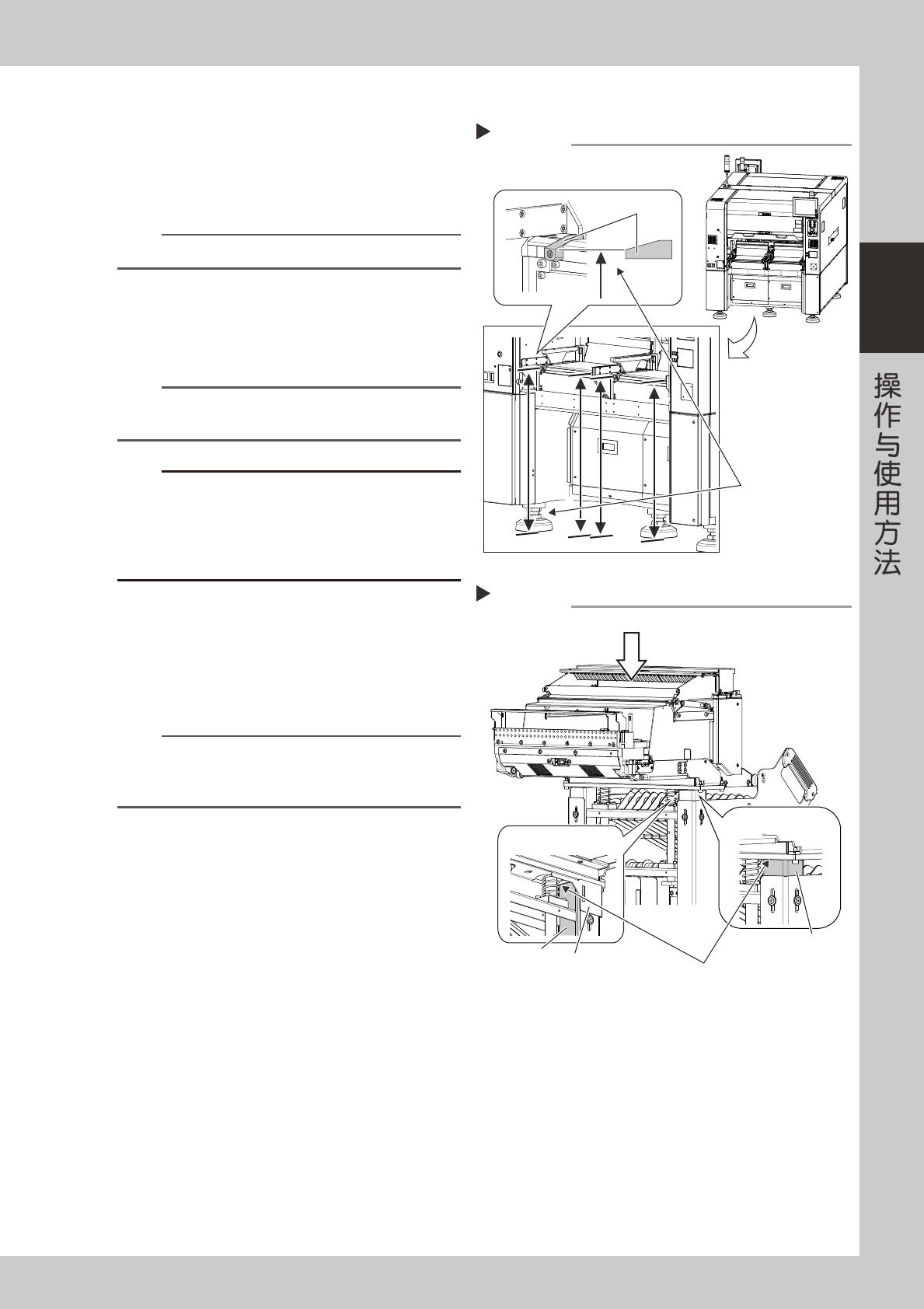
2
用手将送料器架向下按。
调整高度之前,先将送料器架按下会便于操作。
1. 用手将送料器架部轻微向下按,直到送料器架
底面与料车机架接触。
2. 确认送料器架底面与料车机架之间没有空隙。
n
要点
根据料车的规格不同,有带机架盖板的。带机架盖板的料车,
按下送料器架之后,需从里侧确认送料器架底面与料车机架
之间没有空隙。
75014-A4-00
测量料车的安装高度
Step 1
测量从料车导轨前端
到地面的高度
料车导轨
按下送料器架
Step 2
■ 有机盖盖板时
机架盖板
用手将送料器架
轻微向下按
料车机架
■ 无机架盖板时
送料器架底面与机架之间无空隙
料车机架
12
2
一次性换料车
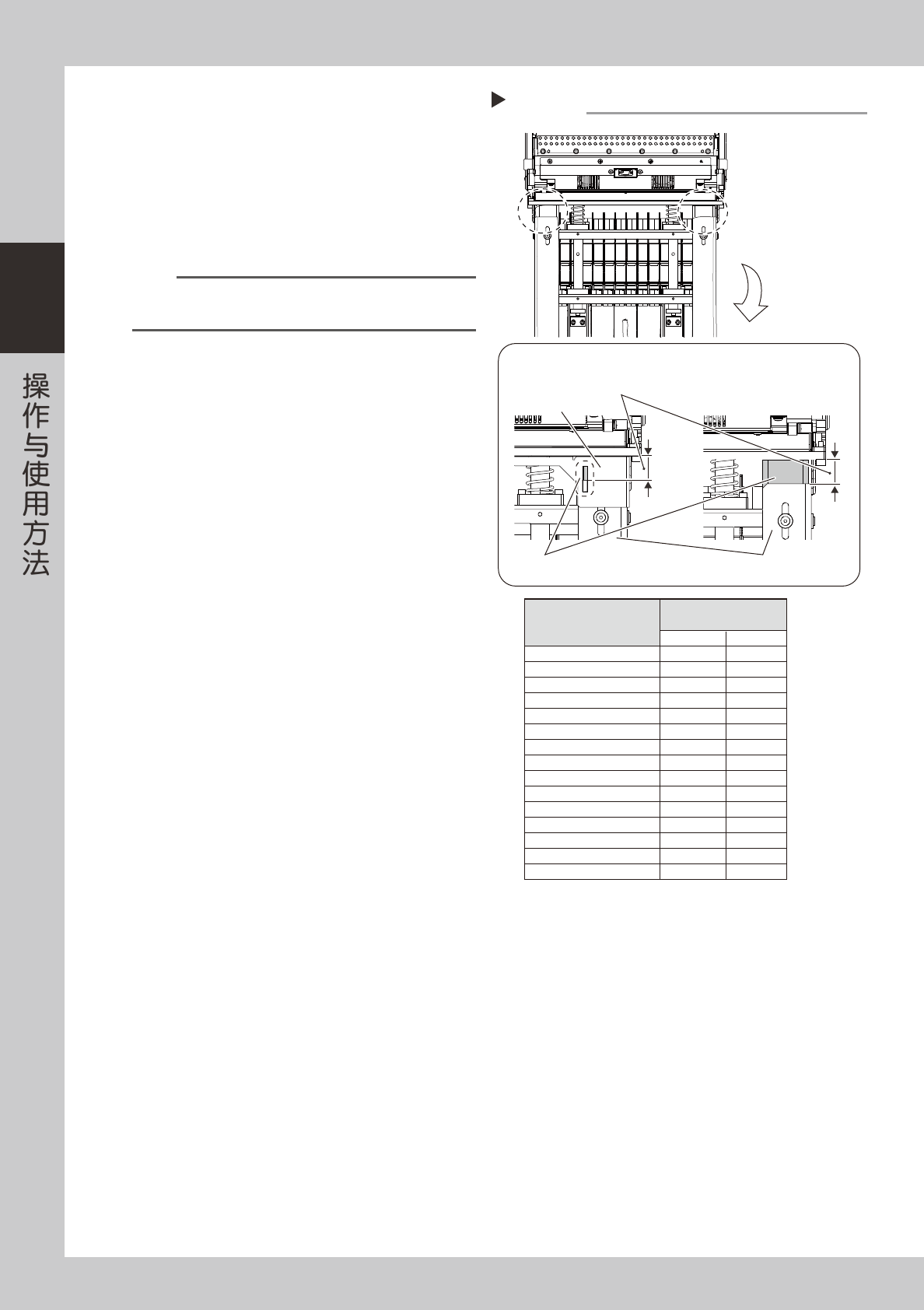
3
调整料车的高度。
1. 用内六角扳手 (3mm) 拧松料车盖板的固定螺栓
(8 处 )。
2. 料车的调整高度,即料车机架的露出高度,由
Step1 中计算的地面到贴片机料车导轨前端部
的平均高度与料车类型 (A 或 B) 决定。用直尺
边确认料车机架的露出高度,边用扳手 (17mm)
转动高度调节螺栓调整高度。
n
要点
根据料车的规格不同,有带机架盖板的。带机架盖板的料车,
可以从机架盖板处的开口部确认机架的露出高度。
75015-A4-00
调整料车的高度
Step 3
■ 有机架盖板时 ■ 无机架盖板时
料车盖板 (涂装件)
料车机架
调整高度,使料车机架的露出高度达到下表所示的高度。
Step1中测得的料车导轨的
平均高度
料车机架的露出高度
* 料车出厂时的机架露出高度为:25mm
* 料车导轨的平均高度为739mm以上或731mm以下时,
请根据实际高度调整机架的露出高度。
机盖盖板
A型
21.5mm
22.0mm
22.5mm
23.0mm
23.5mm
24.0mm
24.5mm
25.0mm
25.5mm
26.0mm
26.5mm
27.0mm
27.5mm
28.0mm
28.5mm
B型
24.0mm
24.5mm
25.0mm
25.5mm
26.0mm
26.5mm
27.0mm
27.5mm
28.0mm
28.5mm
29.0mm
29.5mm
30.0mm
30.5mm
31.0mm
731.5mm
732.0mm
732.5mm
733.0mm
733.5mm
734.0mm
734.5mm
735.0mm
735.5mm
736.0mm
736.5mm
737.0mm
737.5mm
738.0mm
738.5mm
13
2
一次性换料车
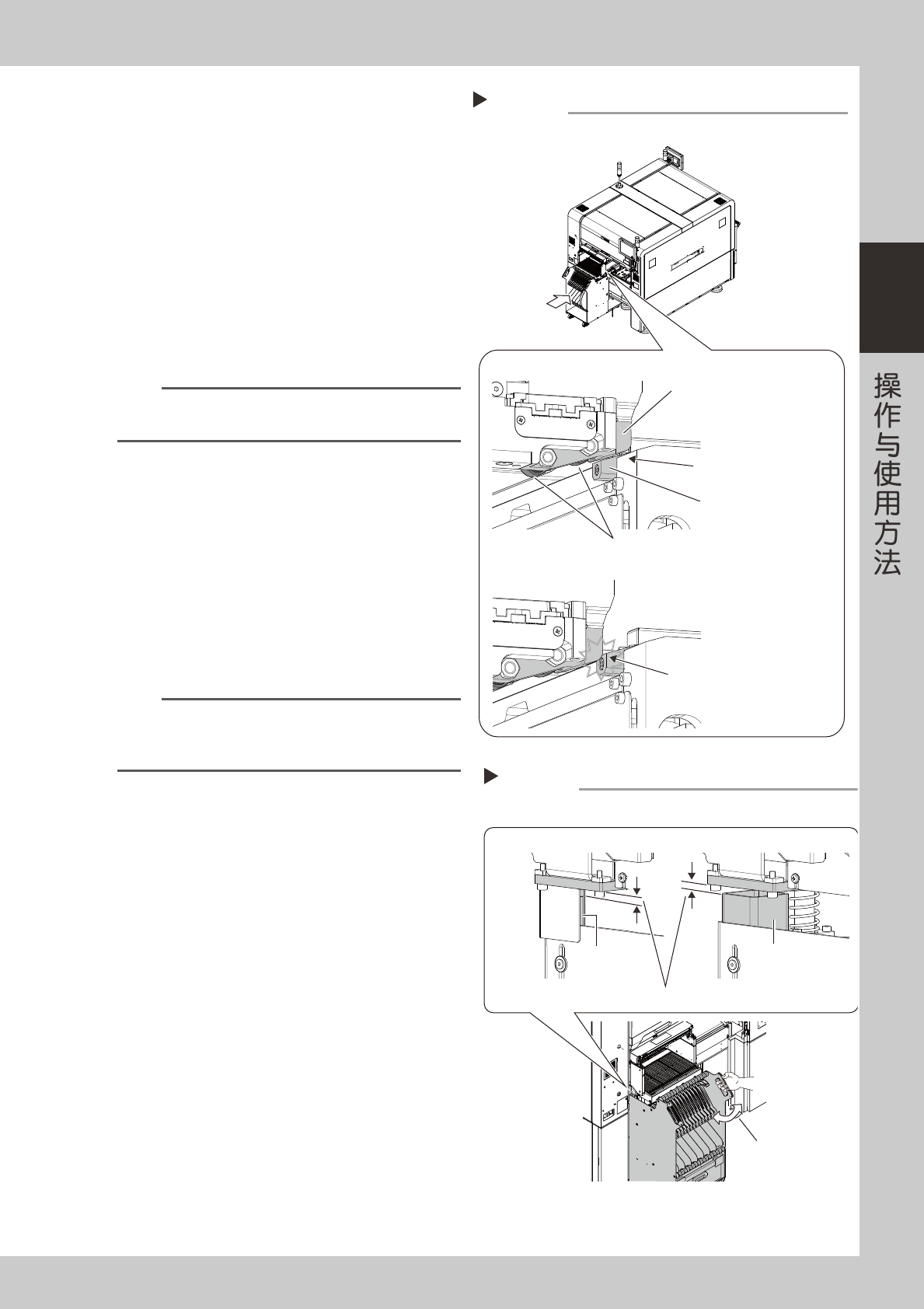
4
在最高的料车安装位置确认料车的安装
状态。
1. 将调整了高度的料车移到在 Step1 中记录的有
最高料车导轨的料车安装位置。
2. 将料车推向贴片机侧,使料车的送料器架前端
接近贴片机侧的料车导轨。
3. 继续推进料车,确认最先碰触贴片机侧料车导
轨斜面的是料车的滚轮从动轴承或送料器架前
端部的斜面。
4. 如右图所示,若送料器架的前端部碰触到贴片
机的料车导轨正面部时,需要重新调整料车的
高度。
5. 反复装、卸料车数次,确认可以顺利安装。
n
要点
B 型料车因送料器架前端部没有导轨,只需确认 2 个滚轮从动
轴承中的 1 个最先碰触贴片机侧的料车导轨即可。
75016-A4-00
5
在最低的料车安装位置确认料车的安装
状态。
1. 将调整了高度的料车移到在 Step1 中记录的有
最低料车导轨的料车安装位置。
2. 将料车推进贴片机的料车安装位置之后,转动
料车夹固开关,夹固料车。
3. 夹固料车之后,确认送料器架底面与料车机架
之间有足够的空隙。空隙只要在 4mm 以上就没
有问题。
n
要点
根据料车的规格不同,有带机架盖板的。带机架盖板的料车,
可以从机架盖板的空隙处确认料车机架与送料器架底面之间
的空隙。
4. 用手把住料车的把手,轻微地左右摆动料车,
确认料车下侧可以自由摆动。
5. 若送料器架底面与料车机架之间的空隙不足
4mm,或左右摆动料车时很沉重,需重新调整
料车高度。
6. 反复装、卸料车数次,确认可以顺利安装。
75017-A4-00
6
拧紧料车盖板的固定螺栓。
用内六角扳手 (3mm) 拧紧料车盖板的 8 处固定螺栓。
7
调整其它料车的高度。
将其它料车也调整到相同的高度。
确认调整后的料车高度
Step 4
贴片机侧的料车导轨
送料器架的前端部
前端部的斜面或滚轮从动轴承
最先碰触
高度OK
高度NG
前端部的正面最先碰触
■ 在最高的料车安装位置确认
滚轮从动轴承
确认调整后的料车高度
Step 5
■ 在最低的料车安装位置确认
有机架盖板时 无机架盖板时
夹固料车之后有足够的空隙(4mm以上)
料车机架
料车机架
用手左右摆动料车
确认可以自由摆动