00195165-05_SM_D4_D4i_DE.pdf - 第223页
Einstellungen 6.4.2 Steuereinheit am Schneidgerät BE-Handling Serviceanleitung SIPLACE D4/D4i 223 6.4.1.3 6 . 4 . 1 . 3 B E - W a g e n h ö h e ä n d e r n BE-Wagenhöhe ändern Übersicht Einstellung ► Nehmen Sie alle Zufü…
Einstellungen
BE-Handling 6.3.13 Sonstige mechanische Einstellungen am Bestückstern
222 Serviceanleitung SIPLACE D4/D4i
Empfehlungen zur Instandhaltung:
▪ Ventilstößel NUR im gefetteten Zustand verwenden. (Isoflex topas).
▪ Ventilstößel austauschen, das bedeutet:
– Ventilstößelgehäuse reinigen! Sonst bringt man guten Stößel mit neuem Fett in die alte, dreckige
Umgebung.
– Ventilstößel fetten: Werkzeug [03049689-01] zum Ventilstößel fetten verwenden.
– Vakuumtests durchführen mit den roten SOKO-Pipetten Vakuumtest DLM [03067029-01].
▪ Pinolen-PipettenSaugteller "Blau" (ab 10/2008 weiß) regelmäßig prüfen und ersetzen (mit 1,5mm In
-
bus).
6.3.13
6.3.13 Sonstige mechanische Einstellungen am Bestückstern
Sonstige mechanische Einstellungen am Bestückstern
▪ Stellen Sie die Blasluftübergangsröhrchen auf 0,7 mm Überstand zur Oberfläche der
Kreisbogenführung ein.
6.4
6.4 BE-Handling
BE-Handling
6.4.1
6.4.1 BE-Wagen - Einstellung der Grundhöhe
BE-Wagen - Einstellung der Grundhöhe
6.4.1.1
6.4.1.1 Teile, Hilfsmittel und Werkzeug
Teile, Hilfsmittel und Werkzeug
Für die Höheneinstellung des BE-Wagens benötigen Sie folgende Werkzeuge und Hilfsmittel:
▪ Sechskantstiftschlüssel, Größe 5
▪ Ringschraube mit M12-Gewinde zum Anheben des BE-Wagen-Tisches,
DIN 580 M12-St [00048350-xx]
▪ Hebevorrichtung zum Anheben des BE-Wagen-Tisches, Tragkraft mindestens 80 kg
6.4.1.2
6.4.1.2 BE-Wagen an die LP-Transporthöhe anpassen
BE-Wagen an die LP-Transporthöhe anpassen
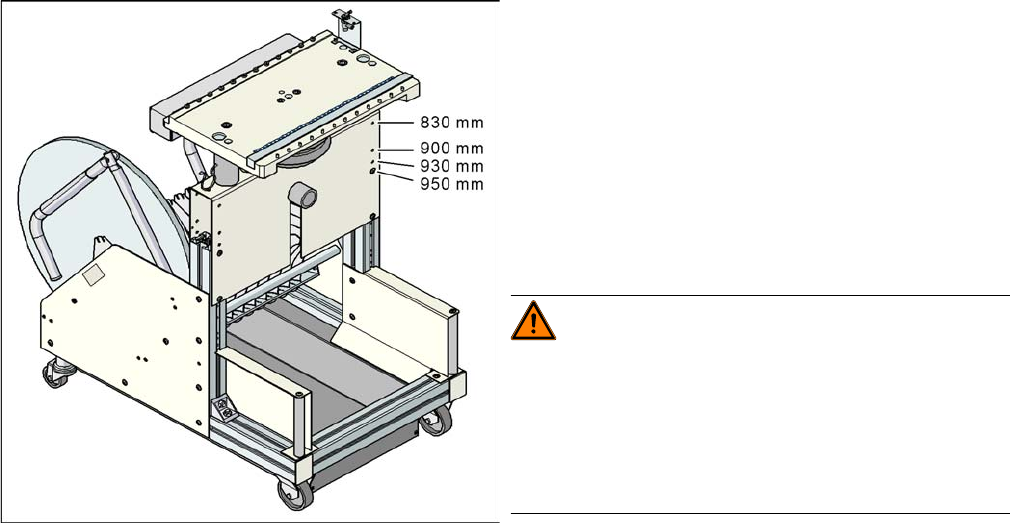
BE-Wagen mit einer LP-Transporthöhe von 950 mm
▪ Bohrungen für die LP-Transporthöhen 830 - 950 mm
in den Führungssäulen
Der BE-Wagen für die S-Zuführmodule lässt sich mit we
-
nigen Handgriffen auf folgende Leiterplatten-
Transporthöhen einstellen:
▪ 830 mm ±15 mm Standard-Höhe
▪ 900 mm ±15 mm SMEMA-Höhe
▪ 930 mm ±15 mm SMEMA-Höhe
▪ 950 mm ±15 mm SMEMA-Höhe
WARNUNG!
Nur SIPLACE-Technikern oder zertifizierten Personen ist
es erlaubt, die BE-Wagenhöhe zu verstellen.
Beachten Sie dazu die geltenden
Unfallverhütungsvorschriften.
Nehmen Sie alle Zuführmodule von der BE-Tischplatte,
wenn Sie den BE-Tisch in der Höhe verstellen wollen.
Einstellungen
6.4.2 Steuereinheit am Schneidgerät BE-Handling
Serviceanleitung SIPLACE D4/D4i 223
6.4.1.3
6.4.1.3 BE-Wagenhöhe ändern
BE-Wagenhöhe ändern
Übersicht
Einstellung
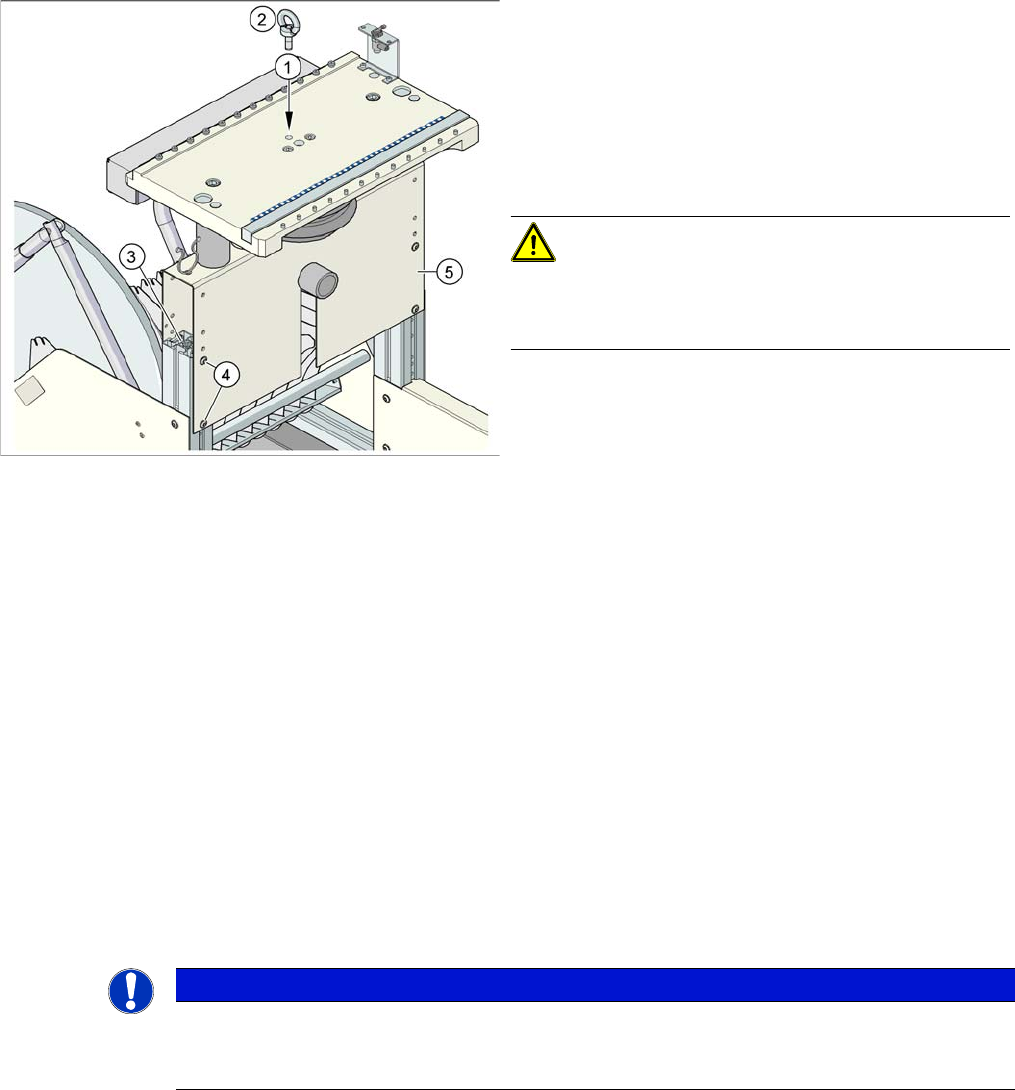
► Nehmen Sie alle Zuführmodule vom BE-Wagen ab.
► Schrauben Sie die Ringschraube in die M12-Bohrung (1) des BE-Wagen-Tisches ein.
► Hängen Sie den Haken der Hebevorrichtung in die Ringschraube ein (2).
► Straffen Sie das Seil der Hebevorrichtung.
► Lösen Sie die 8 Innensechskantschrauben, M6x12 (4).
► Heben Sie den BE-Wagen-Tisch an oder senken Sie ihn auf die gewünschte Höhe ab. Dabei muss
die Bohrung für die gewünschte Höhe in der Brücke (5) mit der obersten Bohrung im vertikalen Pro
-
filholm (3) fluchten.
► Befestigen Sie die Brücke (5) mit den acht Innensechskantschrauben M6x12 (4) an den vertikalen
Profilholmen (3).
► Schrauben Sie die Ringschraube aus dem BE-Wagen-Tisch heraus.
6.4.2
6.4.2 Steuereinheit am Schneidgerät
Steuereinheit am Schneidgerät
Position der Ringschraube am BE-Wagen
1. M12-Bohrung für Ringschraube
2. Ringschraube DIN 580 M12-St
3. Vertikaler Profilholm
4. Innensechskantschraube SN 62355, M6x12,
acht Stück
5. Brücke
VORSICHT!
Benutzen Sie immer die Montagehilfe (Schraubenöse)
zur Fixierung der Tischplatte, egal, ob Sie die BE-
Wagenhöhe erhöhen oder absenken.
HINWEIS
Steuereinheit [03006411-xx] wird durch CAN-Knoten ersetzt.
Diese Version der Steuereinheit wird durch das rückwärtskompatible Modul CAN-Knoten
[03052027-xx] ersetzt.
Einstellungen
BE-Handling 6.4.3 Spalt zwischen Leergurtleitblech innen und Abstreifer-Vorderkante prüfen
224 Serviceanleitung SIPLACE D4/D4i
In Abhängigkeit des Einbauortes an der Maschine müssen entsprechend die Jumper für die CAN-Bus-
Adressierung gesetzt werden.
6.4.3
6.4.3 Spalt zwischen Leergurtleitblech innen und Abstreifer-Vorderkante prüfen
Spalt zwischen Leergurtleitblech innen und Abstreifer-Vorderkante prüfen
► Prüfen Sie mit der Fühlerlehre:
Auf der gesamten Länge zwischen dem Leergurtleitblech und der Abstreifer-Vorderkante muss der
Soll-Abstand von 1,0 bis 1,5 mm wieder eingehalten sein.
Wenn der Spalt nicht in Ordnung ist:
► Lösen Sie die Schrauben des Leergurtleitkanals nochmals und korrigieren dessen Position inner
-
halb der Bohrungen.
► Falls dies nicht ausreicht ist anzunehmen, dass die Position des Schneidgerätes bereits vor Aus
-
tausch des Leergurtleitkanals nicht optimal war:
Korrigieren Sie in diesem Fall die Position des Schneidgerätes innerhalb der Bohrungen der Halter,
wie im "4.3.2.5 Schneidgerät pneumatisch ersetzen" [ ➙ 83] beschrieben.
► Führen Sie die entsprechenden "Abschließenden Arbeiten" durch.
Sehen Sie dazu auch...
4.3.2.4.1 Anzugsdrehmomente der Schrauben am Schneidgerät [ ➙ 83]
4.3.2.14 Abschließende Arbeiten [ ➙ 108]
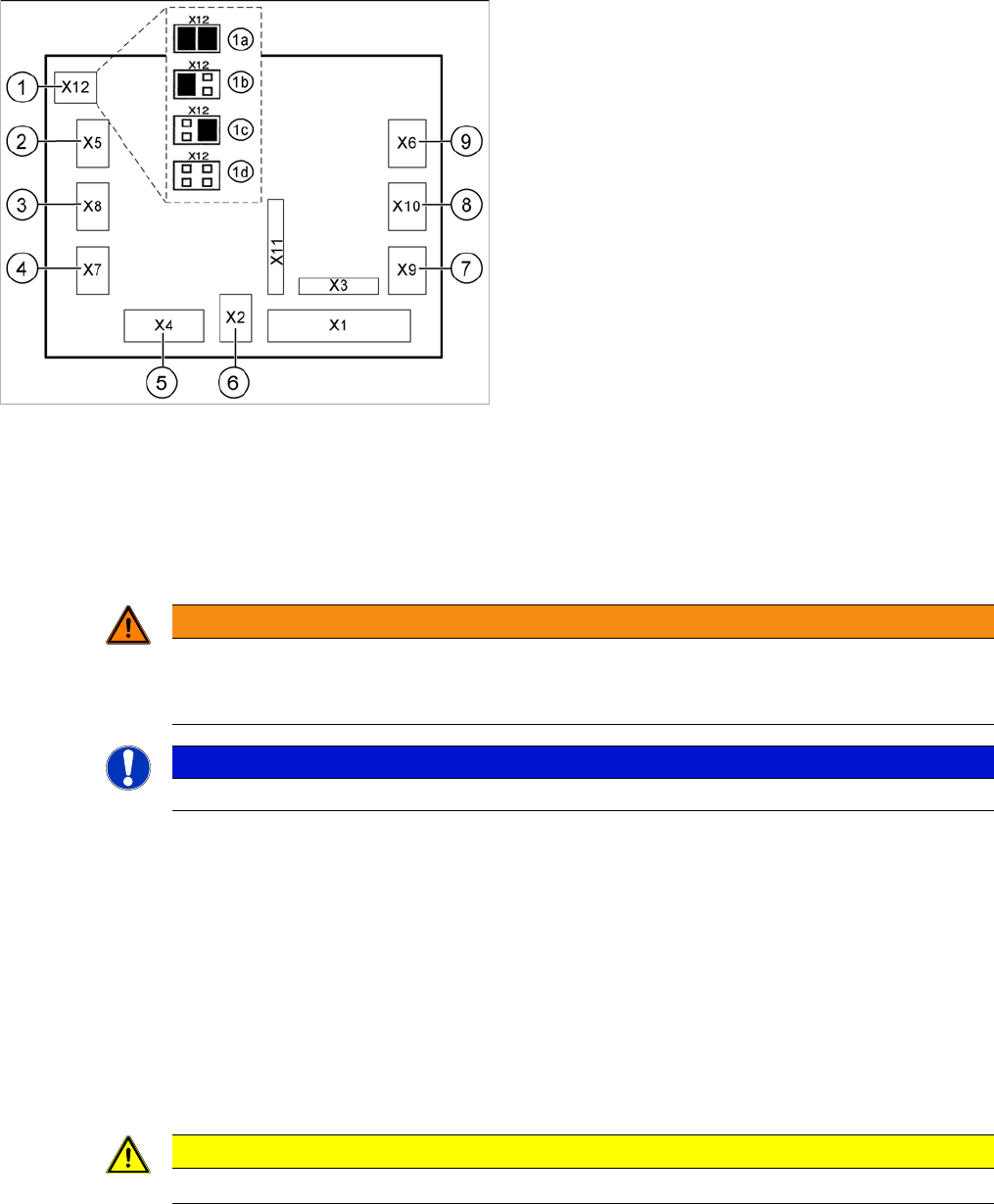
Jumpereinstellung Gurtschneidgerät (am Beispiel D4/
D4i)
1. X12 – Jumper für Stellplatzcodierung Schneidgerät:
1a: Portal 1
1b: Portal 2
1c: Portal 3
1d: Portal 4
2. X5 – Spannungsversorgung Ventil (links)
3. X8 – Bero Hubzylinder ausgefahren (links)
4. X7 – Bero Hubzylinder eingefahren (links)
5. X4 – CAN-Bus-Anschluss
6. X2 – Spannungsversorgung Schneidgerät +24 V und
+5 V
7. X9 – Bero Hubzylinder eingefahren (links)
8. X10 – Bero Hubzylinder ausgefahren (rechts)
9. X6 – Spannungsversorgung Ventil (rechts)
WARNUNG
Die folgende Überprüfung kann nur von der Unterseite des in die Maschine eingebauten
Schneidgerätes her durchgeführt werden. Tragen Sie feste Schutzhandschuhe.
Es besteht Verletzungsgefahr an den Messern und an der Abstreiferkante.
HINWEIS
Eine 2. Person ist für die Einstellarbeiten von Vorteil.
VORSICHT
► Beachten Sie die Anzugsdrehmomente der Schrauben.