00195165-05_SM_D4_D4i_DE.pdf - 第241页
Einstellungen 6.5.11 Hubtischfunktionen Transport Serviceanleitung SIPLACE D4/D4i 241 ► Stellen Sie die beiden Pneumatik drosseln am Hubtis chzylinder so ein, dass Sie die entsprechenden Werte bei montierter Hubt ischpla…
Einstellungen
Transport 6.5.11 Hubtischfunktionen
240 Serviceanleitung SIPLACE D4/D4i
Funktion Hubtisch unten
Vorraussetzungen für die Erkennung, dass der Hubtisch unten ist:
▪ 30-35 Impulse von der Inkrementalscheibe
▪ BERO am Hubtischzylinder
▪ Zeitverhalten für Leiterplatten lösen von ca. 480 ms
6.5.11.1
6.5.11.1 Geschwindigkeit des Hubtisches einstellen (ab SW 602)
Geschwindigkeit des Hubtisches einstellen (ab SW 602)
Zeit für Hubtisch hochfahren mit Hubtischplatte
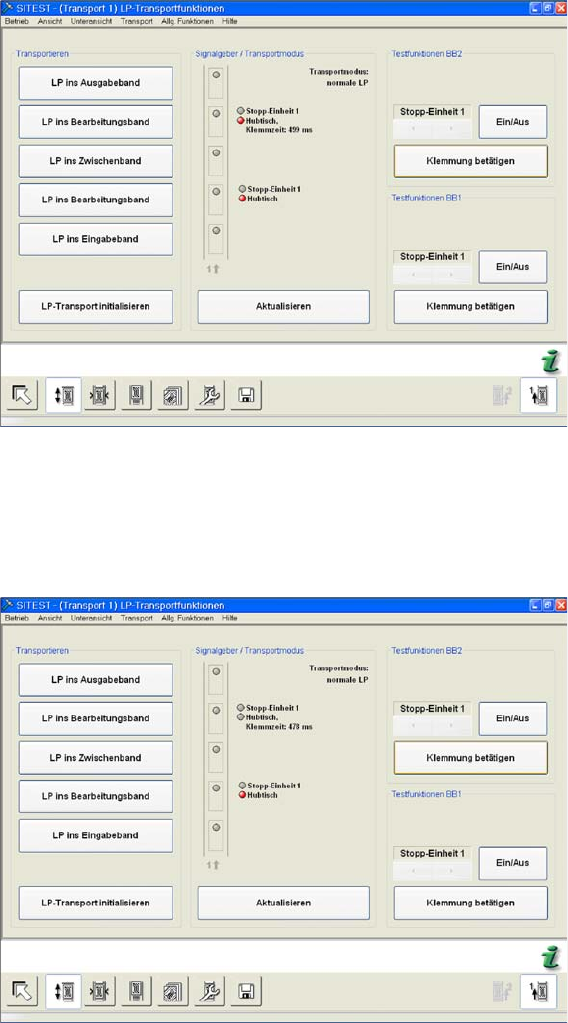
► Schalten Sie die Maschine ein und starten Sie das SITEST-Programm.
► Im Menü LP-Transportfunktionen (siehe nebenstehende Abbildung) kann man die Verfahrzeit des
Hubtisches ab der SW 602 direkt ablesen.
► Betätigen Sie den Button Klemmung betätigen.
Zeit für Hubtisch runterfahren mit Hubtischplatte
► Der Hubtisch wird nach oben gefahren und die Verfahrzeit angezeigt (siehe Abbildung).
► Bei nochmaligem Drücken des Buttons Klemmung betätigen wird der Hubtisch nach unten gefahren
und die Verfahrzeit für die Abwärtsbewegung angezeigt.
► Sind die Verfahrzeiten nicht in der Toleranz oder erscheinen Fehlermeldungen während der Produk
-
tion, so stellen Sie die Verfahrzeiten (Anzeige seit SITEST 60x) wie folgt ein:
Einstellungen
6.5.11 Hubtischfunktionen Transport
Serviceanleitung SIPLACE D4/D4i 241
► Stellen Sie die beiden Pneumatikdrosseln am Hubtischzylinder so ein, dass Sie die entsprechenden
Werte bei montierter Hubtischplatte erreichen:
⇨ Hubtisch Hoch: 500 ms +/-20 ms
(ohne Hubtischplatte ~450 +/-20 ms DT / ~360 +/-20 ms ET)
⇨ Hubtisch Runter: 480 ms +/-20 ms
(ohne Hubtischplatte ~550 +/-20 ms DT /~600 +/-20 ms ET)
► Kommt es beim Herunterfahren des Hubtisches zu Störungen oder Erschütterungen der LP, so stel
-
len Sie eine geeignete langsamere Sinkgeschwindigkeit ein.
Drehrichtung links am Einstellventil: Verringerung der Verfahrzeit des Hubtisches
Drehrichtung rechts am Einstellventil: Erhöhung der Verfahrzeit des Hubtisches
6.5.11.2
6.5.11.2 Dämpfungseinheit Hubtisch einstellen [00358684-05]
Dämpfungseinheit Hubtisch einstellen [00358684-05]
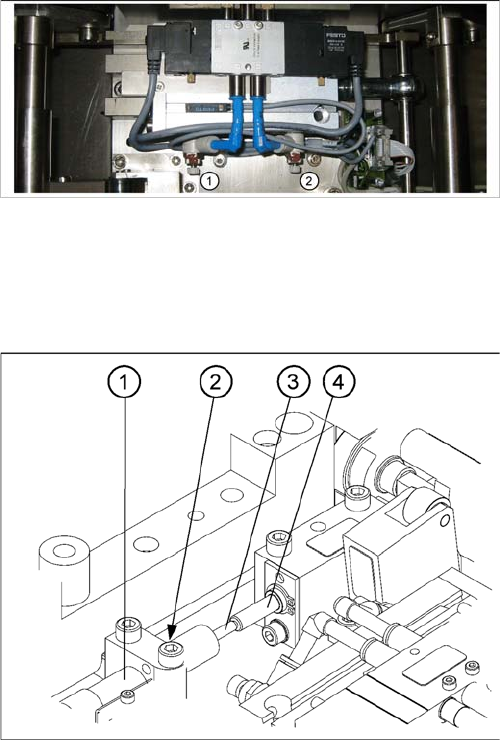
Legende
1. Abwärts
2. Aufwärts
Dämpfungseinheit einstellen
Durch die Dämpfungseinheit (1) wird der Hubtisch sanft
nach oben gefahren. Wird die Leiterplatte geklemmt, wird
somit ein starkes Prellen der Leiterplatte verhindert.
► Kontrollieren Sie, ob die Dämpfungseinheitim Befes
-
tigungsblock mit der Kontermutter (2) fixiert ist und
der Stößel (3) der Dämpfungseinheit am Betätiger (4)
leicht ansteht. Mit dieser Grundeinstellung soll der
Hubtisch sanft nach oben fahren.
► Sollte dies nicht der Fall sein, lösen Sie die Konter
-
mutter am Befestigungsblock und drehen die
Dämpfungseinheit ca. eine Umdrehung in den Befes
-
tigungsblock rein.
► Fahren Sie den Hubtisch mit Hilfe der Software nach
oben.
► Der Hubtisch muss sanft nach oben fahren.
Es darf daher kein lautes Einrasten der LP-Klem
-
mung hörbar sein und keine Fehlermeldung der LP-
Klemmung auftreten.
► Kontrollieren Sie die Geschwindigkeit des Hubtisch
-
zylinders und korrigieren diese ggf.
Einstellungen
Transport 6.5.12 Transportsteuerung TSP 301
242 Serviceanleitung SIPLACE D4/D4i
6.5.12
6.5.12 Transportsteuerung TSP 301
Transportsteuerung TSP 301
6.5.12.1
6.5.12.1 Jumpereinstellungen an TSP 301
Jumpereinstellungen an TSP 301
DIL-Schalter S4 an TSP301
* Die Schalter 1 und 2 setzen die Hardware-ID 5 für D4/D4i-Maschinen und die Hardware-ID 6 für die
X4I, X
-
Serie, HF und D3.
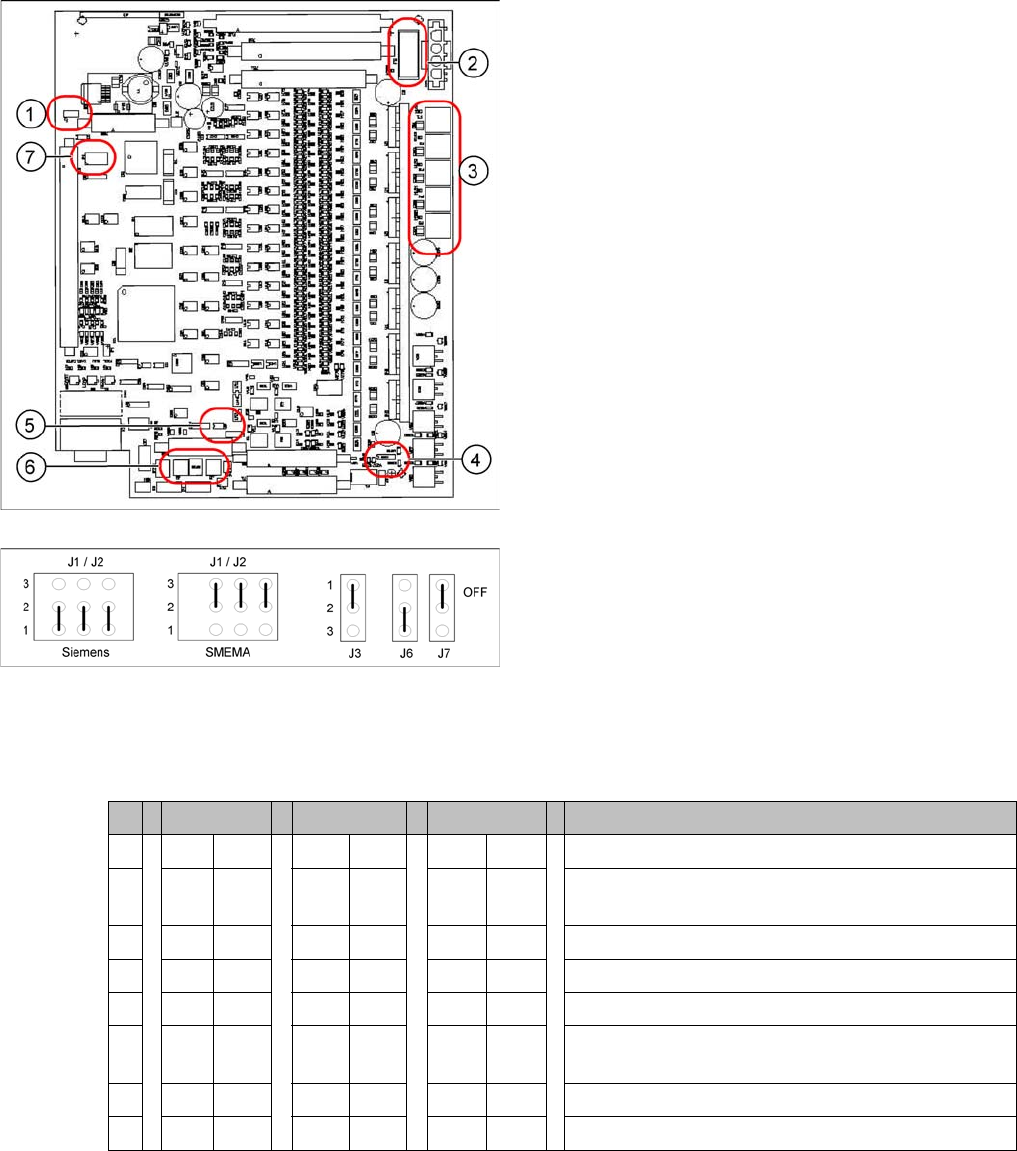
Legende
1. J7 CAN-Bus 1 Abschlusswiderstand
2. F 6 Hauptsicherung TSP 301
3. F1-F5 Sicherung für die Transportmotoren
4. J3 Störschleife
5. J6 CAN-Bus 2 Abschlusswiderstand (nicht benutzt)
6. J2, J1 Nachfolger/Vorgänger Station
7. S4 DIL-Schalter
Jumper J1, J2 "Vorgänger/Nachfolger Station" an
TSP301
Legende
▪ J1 Vorgänger Station
▪ J2 Nachfolger Station
▪ J3 Störschleife (Eine NOT-AUS-Betätigung am Pro
-
duktivity-Lift schaltet auch die Bestückmaschine ab.)
▪ J6 CAN-Bus 2 Abschlusswiderstand (nicht benutzt)
▪ J7 CAN-Bus 1 Abschlusswiderstand
S X4I D4 X/D3/HF Anmerkung
1* ON ON ON ON
2* OFF ON OFF ON = SIPLACE D4/D4i, OFF: SIPLACE X, HF, D3,
X4I
3 OFF OFF OFF OFF = Klemmsensor wird nicht mehr verwendet
4ONONOFF OFFONON = Quad-Lane, OFF: Standard-Transport
5 OFF OFF OFF nicht verwendet
6 OFF ON OFF OFF ON OFF: Standard-Transport,
ON: Quad
-
Lane (Transportwangen außen fest)
7 OFF OFF OFF nicht verwendet
8 OFF OFF OFF nicht verwendet