00195165-05_SM_D4_D4i_DE.pdf - 第32页
Übersicht Elektrik 3.2.5 Achseinschub 32 Serviceanleitung SIPLACE D4/D4i 3.2.4.1 3 . 2 . 4 . 1 Ü b e r s ic h t d e r E in s t e llu n g e n Übersicht der Einstellungen 3.2.5 3 . 2 . 5 A c h s e in s c h u b Achseinschub…
Übersicht
3.2.4 Computereinheit Elektrik
Serviceanleitung SIPLACE D4/D4i 31
3.2.3.5
3.2.3.5 Übersicht der Einstellungen
Übersicht der Einstellungen
3.2.4
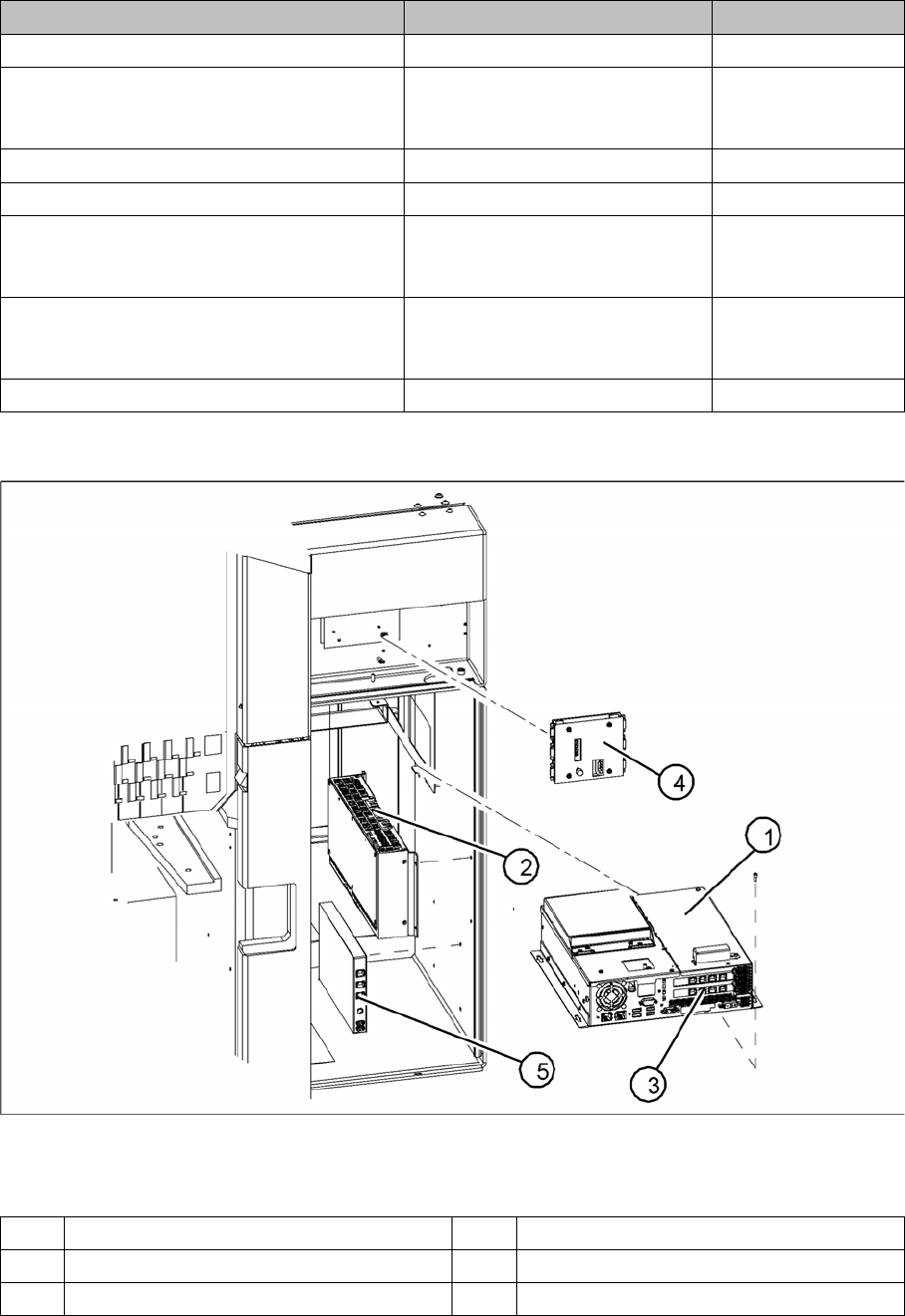
3.2.4 Computereinheit
Computereinheit
Computereinheit
Legende
Beschreibung Einstellung Einstellwerte
Vision DC/DC Konverter getauscht Keine Einstellung nötig
Platine CAN Bus - Abschluss BE-Tisch ge
-
tauscht
Konfiguration DIP-Schalter Siehe "3.2.3 Vertei
-
ler in den Sektoren
1-4" [ ➙ 27]
Feinsicherung 5x20 MT 3,15 A getauscht Keine Einstellung nötig
Relais RS30 24 V getauscht Keine Einstellung nötig
CAN-Interface getauscht Konfiguration DIP-Schalter Siehe "3.2.3 Vertei
-
ler in den Sektoren
1-4" [ ➙ 27]
CAN E/A Modul 2 getauscht Konfiguration DIP-Schalter Siehe "3.2.3 Vertei
-
ler in den Sektoren
1-4" [ ➙ 27]
Widerstand R1 getauscht Keine Einstellung nötig
1 Steuerrechner [0302341-xx] 4 Video Mehrfachkoppler [03040316-xx]
2 Maschinencontroller [03047697-01] 5 USB-Hub 2.0 [03032344-01]
3 Hotlink-Interface [03032343-xx]
Übersicht
Elektrik 3.2.5 Achseinschub
32 Serviceanleitung SIPLACE D4/D4i
3.2.4.1
3.2.4.1 Übersicht der Einstellungen
Übersicht der Einstellungen
3.2.5
3.2.5 Achseinschub
Achseinschub
3.2.5.1
3.2.5.1 Übersicht der Einstellungen
Übersicht der Einstellungen
Beschreibung Einstellung Anmerkung
Steuerrechner getauscht Keine Einstellung nötig Ma-Daten sichern
Software gem. der jeweiligen Installati
-
onsanleitung installieren.
Video Mehrfachkoppler ge
-
tauscht
Keine Einstellung nötig
Hotlink Interface getauscht Keine Einstellung nötig Beachten, dass die Karte im Steckplatz
sicher einrastet.
USB-Hub 2.0 getauscht Keine Einstellung nötig
Maschinencontroller getauscht Keine Einstellung nötig
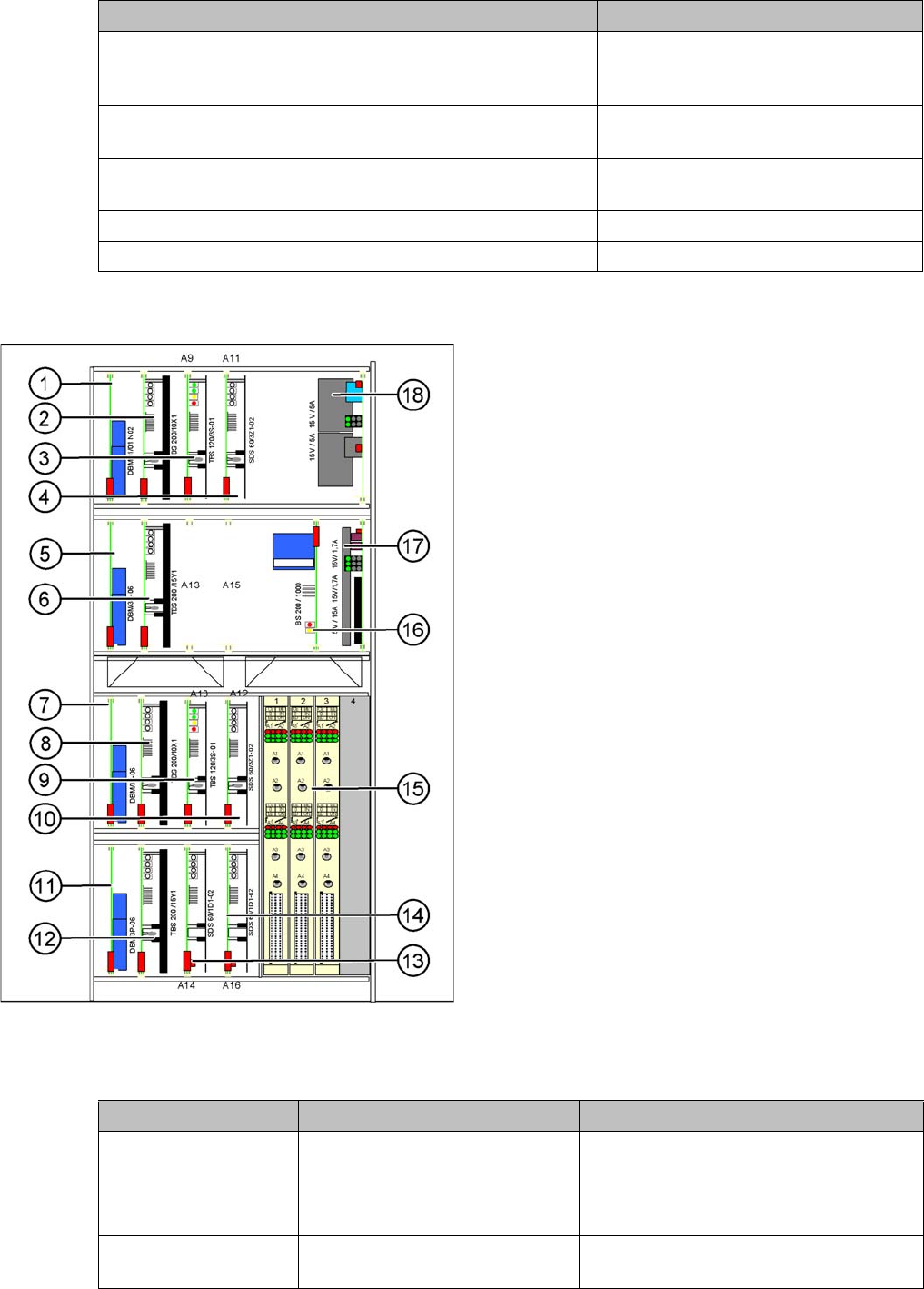
AchseAchseinschubtellplatz 1/4
Legende
1. Bremsplatine für X-Achse (Portal 1/2)
2. Servokarte für X-Achse (Portal 1/2)
3. Servokarte für Stern-Achse (Portal 1/2)
4. Servokarte für Z-Achse (Portal 1/2)
5. Bremsplatine für Y-Achse (Portal 1/2)
6. Servokarte für Y-Achse (Portal 1/2)
7. Bremsplatine für X-Achse (Portal 3/4)
8. Servokarte für X-Achse (Portal 3/4)
9. Servokarte für Stern-Achse (Portal 3/4)
10. Servokarte für Z-Achse (Portal 3/4)
11. Bremsplatine für Y-Achse (Portal 3/4)
12. Servokarte für Y-Achse (Portal 3/4)
13. Servokarte für DP-Achse (Portal 1/2)
14. Servokarte für DP-Achse (Portal 3/4)
15. 3 Achskarten A364
16. Ballastschaltung (Nur in Achseinschub an
Stellplatz 2/3)
17. Stromversorgung 5V/15A, 2x15V/5A
18. Stromversorgung 15V/5A
Beschreibung Einstellung Einstellwerte
Achseinschub komplett
getauscht
DIP-Schalter für den jeweiligen
Stellplatz einstellen
Am Bestückbereich 1+4 (OFF/OFF)
Am Bestückbereich 2+3 (ON/ON)
Achskarte A 364 Firmware für entsprechende Ach
-
se installieren
Siehe Abschnitt.
Servokarten Keine Einstellung nötig Servokarte für die entsprechende Achse
voreingestellt.
Übersicht
3.2.5 Achseinschub Portal
Serviceanleitung SIPLACE D4/D4i 33
3.3
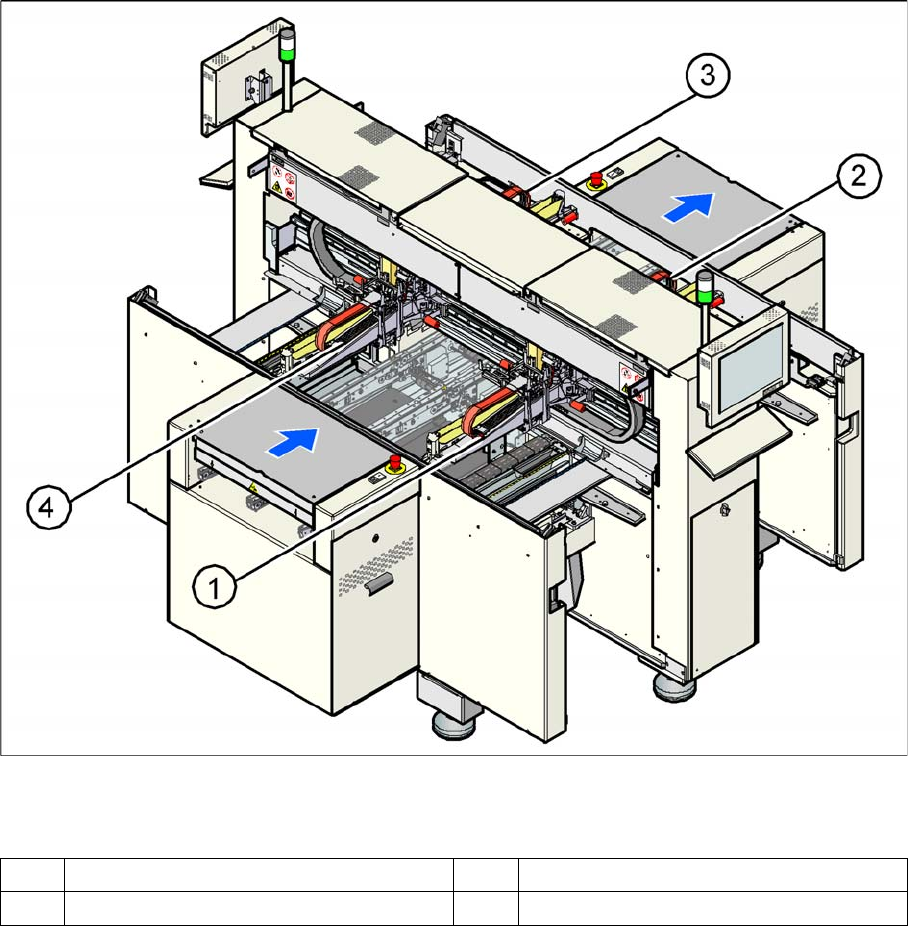
3.3 Portal
Portal
Der Bestückautomat ist mit vier Portalen ausgestattet. Mit diesen positioniert er seine vier Coll
-
ect&Place-Köpfe präzise und unabhängig voneinander in X- und Y-Richtung.
Portale des Automaten
Legende
Die Portale sind aufgrund ihrer konstruktiven Eigenschaften verwindungssteif. Die genaue mechanische
Führung der Achsen wird mit Kugelumlaufeinheiten erreicht.
Hochpräzise Wegmess-Systeme ermitteln die Positionen der X- und Y-Achsen. Dazu werden Strichmar
-
ken auf Metallmessstäben optoelektronisch abgetastet und die Spursignale an die Achsansteuerung im
Steuereinschub übermittelt.
Zur Positionierung der Bestückköpfe in X- und Y-Richtung werden direkte Antriebstechniken verwendet.
Somit entfallen beispielsweise Reibungsverluste, wie dies bei Verwendung von komplexen Getrieben
typisch ist. Überdies kommt es nicht mehr zu jenen Verschleißerscheinungen, die die Genauigkeit von
Positioniersystemen im Laufe der Zeit merklich beeinträchtigen können.
X-Achsenantrieb
Mit Hilfe eines Zahnriemens wird die Drehbewegung des Motors für die X-Achse direkt in eine
Längsbewegung des Bestückkopfes in X-Richtung umgesetzt.
1 Portal 1 3 Portal 3
2 Portal 2 4 Portal 4