CN_Nordson_EFD_E_Series_Quick_Programming_Guide - 第11页
E系列快速编程指南 11 www .nordsonefd.com/cn china@nor dsonefd.com +86 (21) 3866 9006 诺信 EFD 在全球范围内销售专业点胶系统并提供技术支持服务 # # 按键 按键 步骤 步骤 教导盒显示界面 教导盒显示界面 7 > > · 按下切换> 3 键记录线结束点的位置。 Line End 1/4 ------------------------------…
E系列快速编程指南
10
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
如何填充某个区域如何填充某个区域
先决条件先决条件
系统处于教导模式下。参考第3页上的“如何从运行模式切换至教导模式”。
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> > > >
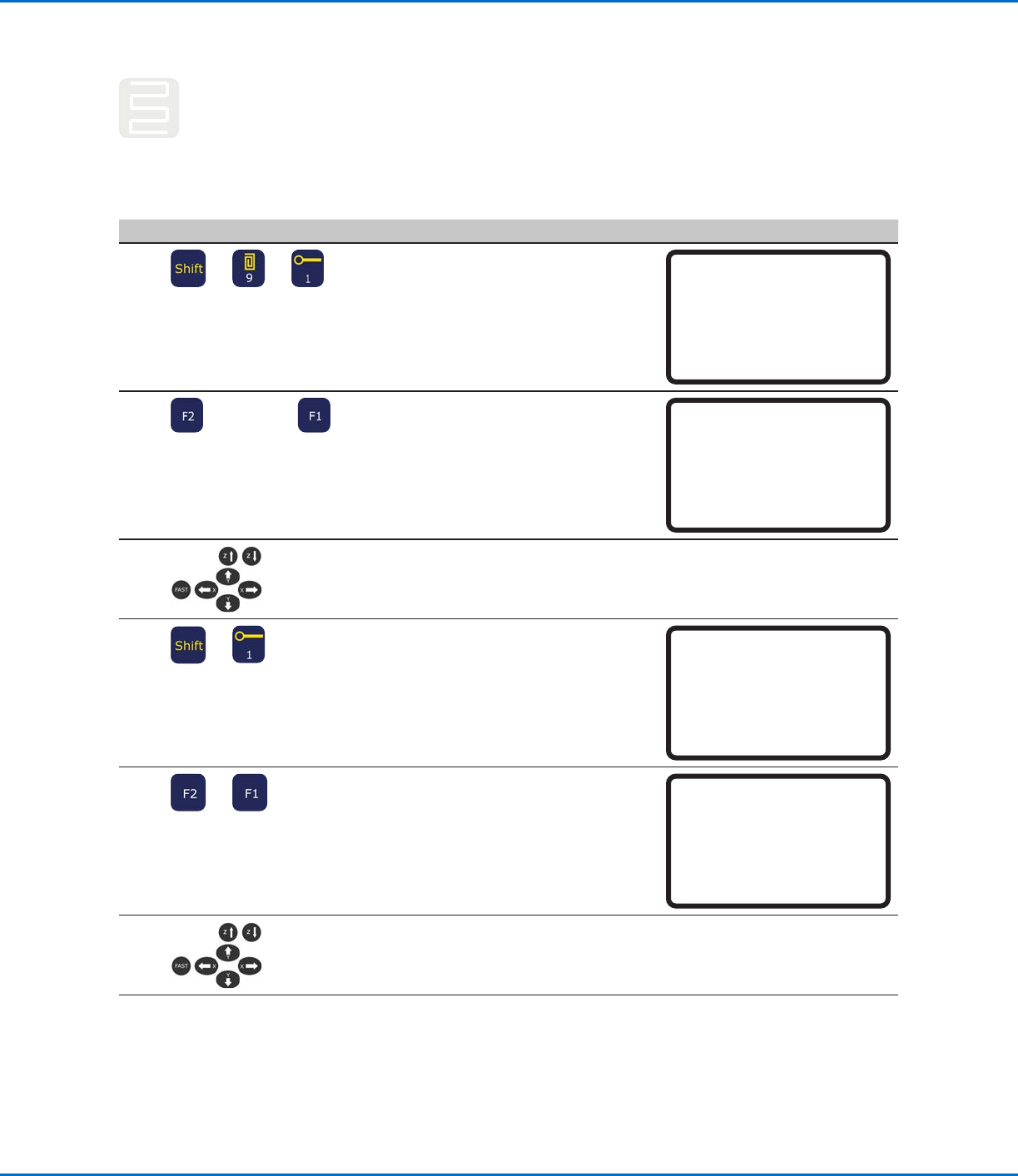
· 按下切换> 9键,可打开填充区域菜单,
接着选择填充类型。
· 按下1“矩形”键。
注:注:此步骤将展示如何填充矩形。
Fill Area 1/2
------------------------------
Fill Type: 2
1 Rectangle 5 Circle Out
2 Rectangle In 6 Polygon In
3 Rectangle Out 7 Polygon Out
4 Circle In
[F1] OK [F2] Next
2
> xx.xx > > xx.xx >
· 按下F2 键,可转至填充区域参数设置
界面。
· 输入待填充区域的宽度及两端宽度设定
值,接着按下F1 键保存设定值并返回
程序。
Fill Area 2/2
------------------------------
Width: 0.00 mm
Band: 0.00 mm
[F1] OK [F2] Next
3
· 将点胶针头缓慢移动至需要填充区域的
顶部左侧拐角。
4
> >
· 按下“切换 > 1 键记录线起始点点位
置。
Line Start 1/2
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
[F1] OK [F2] Next [F3] Current
5
> >
· 按下F2 键可转至线起始点参数界面。
· 按下F1,保存并退出。
Line Start 2/2
------------------------------
Line Speed: 10.0 mm/s
Pre-move Delay: 0.00 s
Settling Distance: 0.00 mm
Dispenser Off(0)/On(1): 1
[F1] OK [F2] Next
6
· 将点胶针头缓慢移动至需要填充区域的
底部右侧拐角。
转下页
E系列快速编程指南
11
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
7
> >
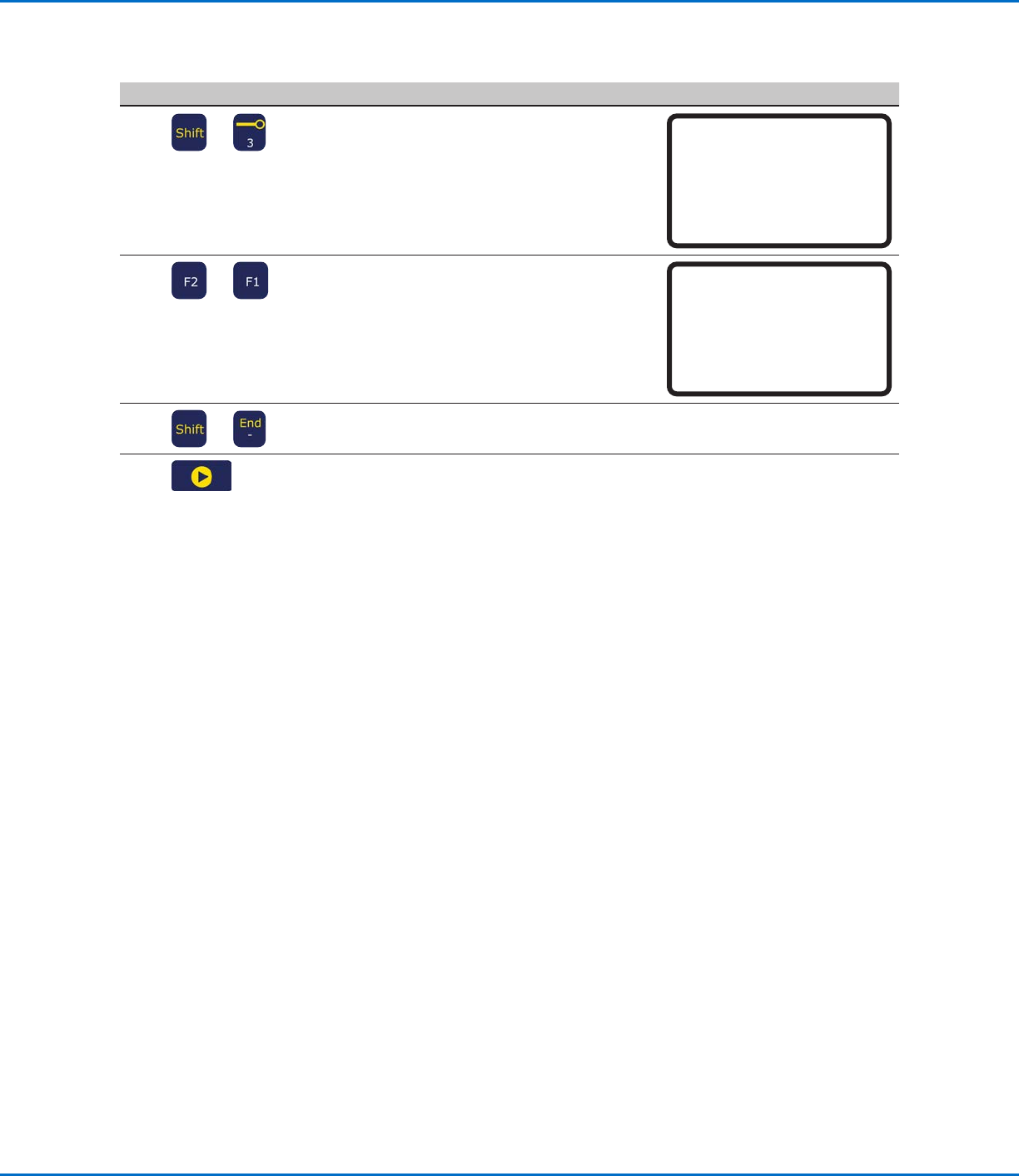
· 按下切换> 3 键记录线结束点的位置。
Line End 1/4
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
[F1] OK [F2] Next [F3] Current
8
> >
· 按下F2 键通过线结束点参数界面。
· 按下F1,保存并退出。
Line End 4/4
------------------------------
Retract Distance: 0.00 mm
Retract Low: 20.0 mm/s
Retract High: 80.0 mm/s
[F1] OK [F2] Next
9
> >
· 按下“切换 > 终止”键,记录程序终
止。
10
· 按下“启动”运行程序。
如何填充某个区域(续)如何填充某个区域(续)
E系列快速编程指南
12
www.nordsonefd.com/cn china@nordsonefd.com +86 (21) 3866 9006 诺信EFD在全球范围内销售专业点胶系统并提供技术支持服务
如何针对多工件队列进行点胶(步骤 & 重复)如何针对多工件队列进行点胶(步骤 & 重复)
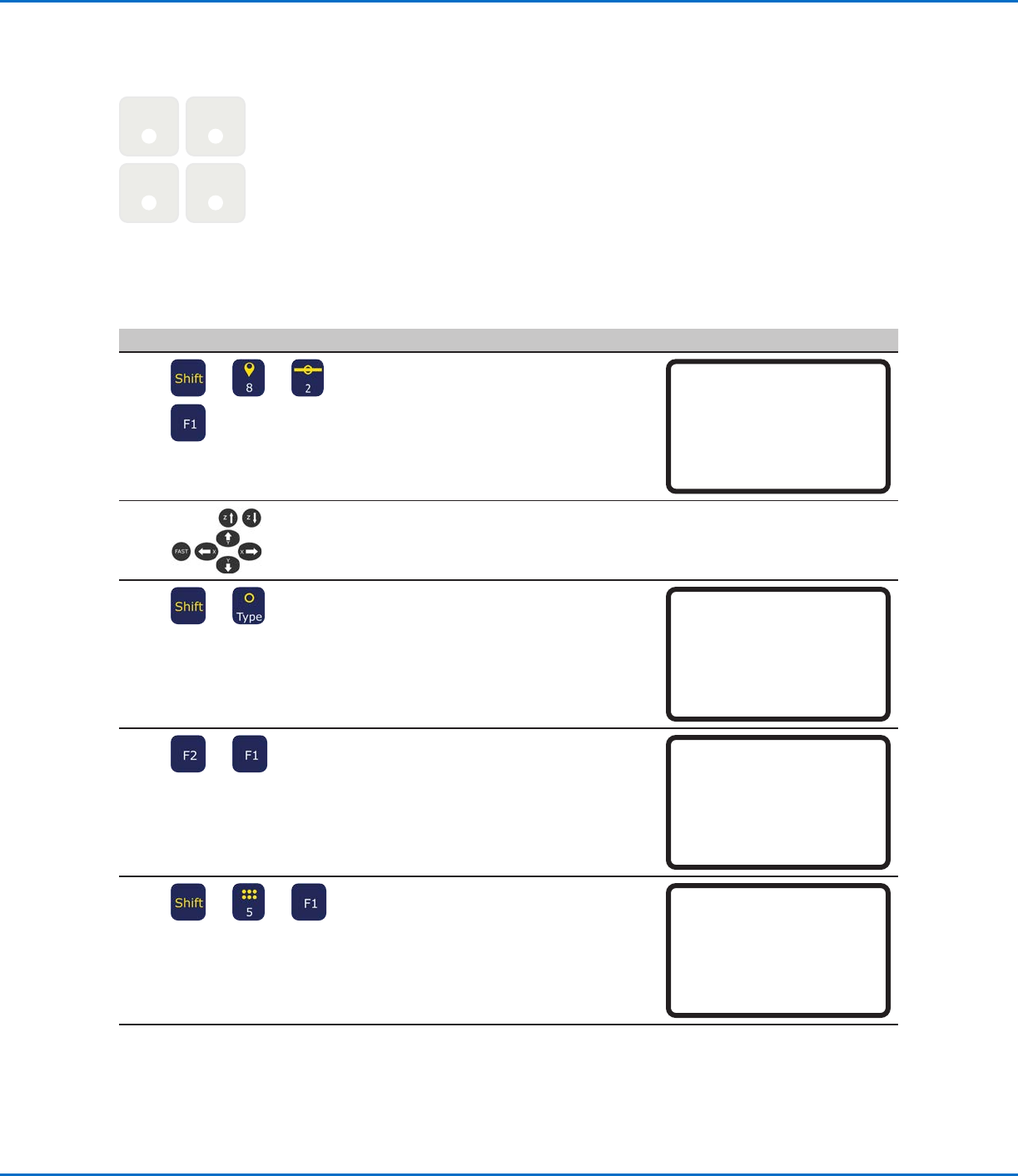
通过“步骤 & 重复”功能可在一个阵列的多个工件上以同一图样进行点胶。
点胶点 点胶点
点胶点 点胶点
先决条件先决条件
系统处于教导模式下。参考第3页上的“如何从运行模式切换至教导模式”。
固定板上已正确安放多个工件。
## 按键按键 步骤步骤 教导盒显示界面教导盒显示界面
1
> > > > > >
· 按下切换> 8 打开标签屏幕。
· 输入标签编号(此示例中,数字2)。
· 按下F1,保存并退出。
Label
------------------------------
Label: 2
[F1] OK
2
· 缓慢移动点胶针头,移至起始点胶点所
需的XYZ坐标。
3
> >
· 按下“Shift”键,接着按“类型”键,
可打开点胶点设置界面。
· 根据需要更改XYZ坐标。
Dispense Dot 1/3
------------------------------
X: 130.93 mm
Y: 37.39 mm
Z: 45.54 mm
[F1] OK [F2] Next [F3] Current
4
> >
· 按下F2通过点胶点参数界面。
· 按下F1,保存并退出。
Dispense Dot 3/3
------------------------------
Retract Distance: 100.00 mm
Retract Low: 10.0 mm/s
Retract High: 10.0 mm/s
[F1] OK [F2] Next
5
> > > >
· 按下切换> 5键,可打开步骤 & 重复菜
单。
· 按F1。
Step & Repeat
------------------------------
[F1] Step & Repeat 2D
[F2] Step & Repeat 3D
------------------------------
转下页