YSD_Users_C.pdf - 第118页
3-6 3 ■ 解决方法详解 解决方法 操作内容 [1] 排出点胶嘴内的空气 使点胶嘴吐出贴片胶直到贴片胶顺畅吐出而不断开。 (若断断续续吐出则说明有气泡。 ) [2] 清洁点胶嘴 - 将点胶嘴浸入丙酮等溶剂清洗之后,用穿孔针清除点胶嘴孔中黏附的贴片胶。 - 选用适合点胶嘴孔径用的穿孔针,清除时注意不要损伤孔壁。 ( 详细内容,请参照《保养手册》第 2 章“ 1.2 点胶嘴的清洁” 。 ) [3] 增加顶针 使用接触式点胶嘴时,需尽量多…
3-5
3
2.常见点胶不良的解决方法
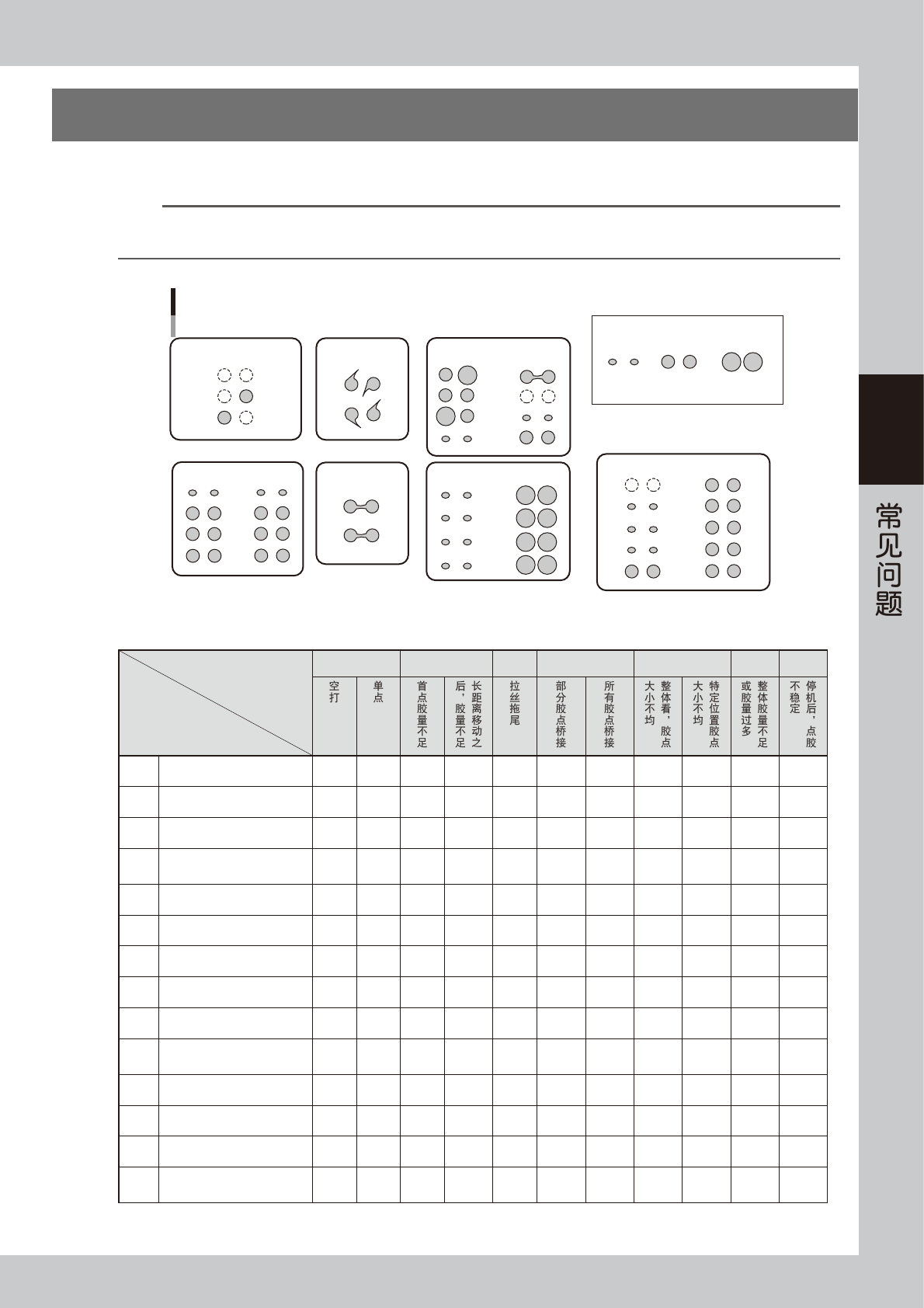
生产过程中,若发生下图所示的点胶不良时,请参照下表的解决方法,按照对应列的编号顺序解决。
n
要点
例 :下表 ( 解决方法 ) 中“C”的“拉丝拖尾”列的编号顺序为 1([7]) → 2([3]) → 3([11])。即,首先进行 [7] 的“检查点胶温度”,
若无法解决时,再进行 [3] 的“增加顶针”,如还是无法解决时,最后进行 [11] 的“修改点胶流程”。
具有代表性的点胶不良
不足 标准
点胶量示意图
过多
A :空打、单点 C :拉丝拖尾
D :桥接B :首点胶量不足
E :胶点大小不均
F :胶量不足或胶量过多
G :停机后点胶不稳定
65300-N7-00
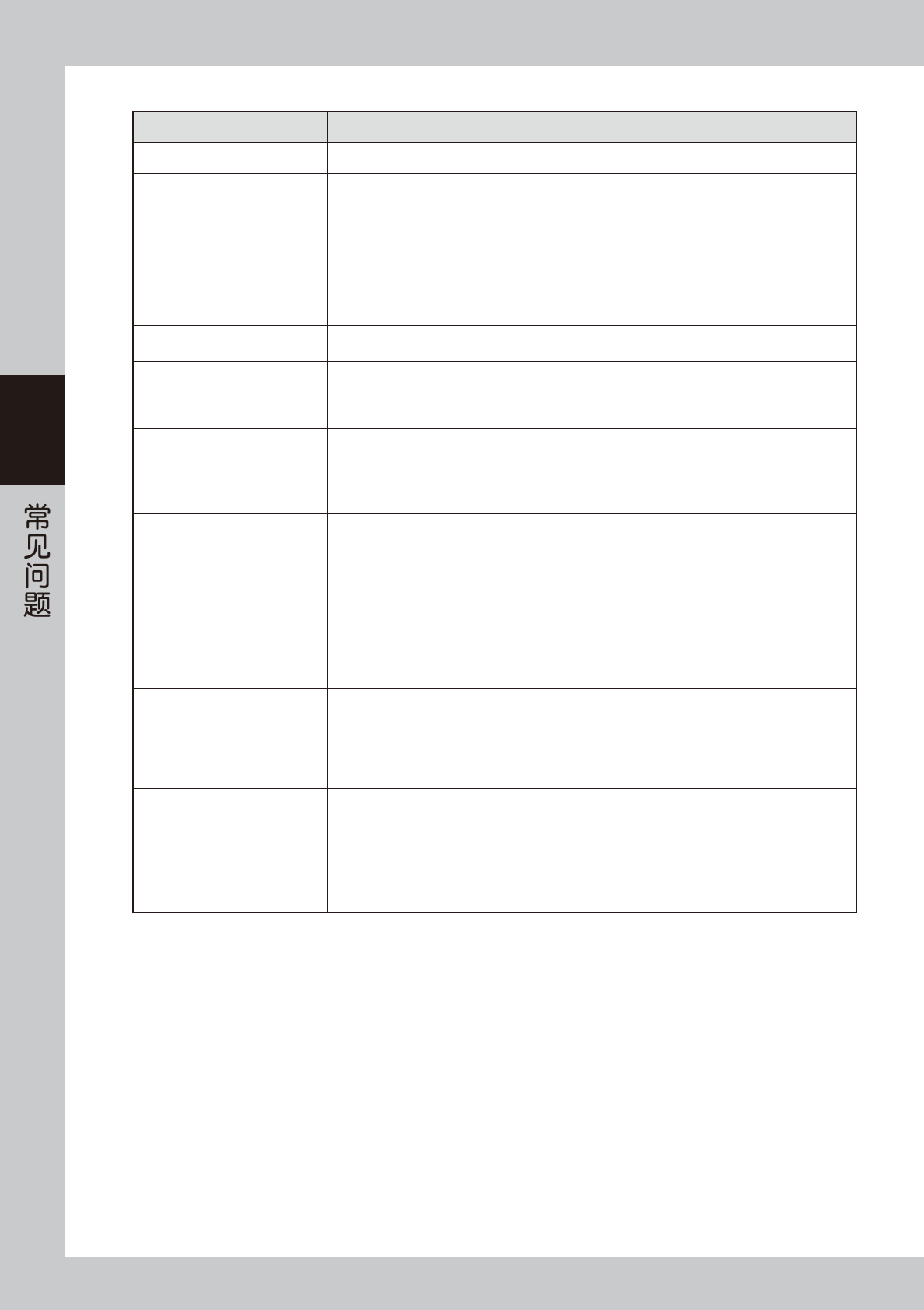
■ 解决方法
解决方法 点胶不良
A B C D E F G
[1] 排出点胶嘴内的空气 2 1 1 2
[2] 清洁点胶嘴 3 2 2 3
[3] 增加顶针 4 3 2 2 3 1
[4]
进行点胶测试,
确认之后调节吐胶压力
1 1 1 1 2
[5] 增加特定位置的点胶量 2 1 2
[6] 点胶之前增加试点胶个数 3 2 6 3 3
[7] 检查点胶温度 1 3 2 4 4
[8] 检查基准面积与预点胶的值 4 3 5
[9] 进行预点胶或试点胶 1 1
[10]
确认贴片胶剩余量
※
调整余胶检测传感器
5 5 4
[11] 修改点胶流程 3 5 4 4
[12] 使用备用校正表 4
[13] 设置最小、最大校正 6
[14]
通过修改点胶嘴数据的系数
设置,从整体上进行调整
5 7 5
3-6
3
■ 解决方法详解
解决方法 操作内容
[1] 排出点胶嘴内的空气 使点胶嘴吐出贴片胶直到贴片胶顺畅吐出而不断开。(若断断续续吐出则说明有气泡。)
[2] 清洁点胶嘴
- 将点胶嘴浸入丙酮等溶剂清洗之后,用穿孔针清除点胶嘴孔中黏附的贴片胶。
- 选用适合点胶嘴孔径用的穿孔针,清除时注意不要损伤孔壁。
( 详细内容,请参照《保养手册》第 2 章“1.2 点胶嘴的清洁”。)
[3] 增加顶针 使用接触式点胶嘴时,需尽量多地使用顶针支撑基板,防止基板向下挠曲。
[4]
进行点胶测试,
确认之后调节吐胶压力
- 手动调节吐胶压力使“面积”栏的公差控制在 ±20% 以内。
调节吐胶压力可以降低胶筒内胶量的水头差,提高校正的准确性。
- 进行点胶测试之后,务必清除校正量。
( 详细内容,请参照后述第 4 章“2. 点胶测试”。)
[5] 增加特定位置的点胶量
- 在 [ 基板 ] -“正式点胶”画面修改不良点胶位置的点胶量。
- 若需修改该元件的所有点胶量时, 可以修改元件信息之后重新进行点胶扩展。
[6] 点胶之前增加试点胶个数
直接手动输入添加试点胶个数。
( 详细内容,请参照后述第 7 章“4.1 添加点胶数据”的“未使用点胶扩展时”的内容。)
[7] 检查点胶温度 向贴片胶制造商咨询最佳的点胶温度。
[8] 检查基准面积与预点胶的值
检查设置的基准面积的胶量与预点胶的胶量是否相同。
因校正实际点胶面积与基准面积之差是根据“校正类型表”
*
计算的,若基准面积的胶量与预点胶的
胶量不同,将无法正确进行校正。
( 详细内容,请参照后述第 4 章“3.2.8 确认各项设置是否一致”。)
( * “校正类型表”在 [ 机器设置 ] -“点胶校正”画面。)
[9] 进行预点胶或试点胶
- 对每张基板进行预点胶并确认预点胶结果。
( 详细内容,请参照本章后述“3.1 指定进行预点胶的间隔”。)
- 按照下列提示设置试点胶。
将 [ 基板 ] -“基板”画面的“T :自动试打点”设置为“时间”。
将 [ 机器设置 ] -“打点站”画面的“时间条件 A”设置为“240”。
将 [ 机器设置 ] -“打点站”画面的“试打点个数”设置为“10”个。
※ 只使用标准点胶嘴时,添加设置下列参数。
将 [ 机器设置 ] -“打点站”画面的“胶点矩阵”的“间距”设置从 6.000 改为 4.000。
将 [ 机器设置 ] -“打点站”画面的“胶点矩阵”的“个数”设置从 6 改为 10。
( 详细内容,请参照后述第 4 章“5. 打点站 ( 选配 )”)
[10]
确认贴片胶剩余量
※
调整余胶检测传感器
调整余胶检测传感器时,务必转动胶筒确认放大器的显示值。
( 有剩胶时 :使传感器的光轴对准显示值最低的胶筒位置 ;无剩胶时 :使传感器的光轴对准显示值最高
的胶筒位置。)
( 详细内容,请参照前述第 2 章“4.1.2 余胶检测传感器的调整方法”。)
[11] 修改点胶流程 修改点胶流程。( 详细内容,前参照后述第 4 章“6.2 编辑点胶流程”)
[12] 使用备用校正表
- 所有点胶嘴时 :在 [ 机器设置 ] -“备用校正表”画面给各个点胶嘴进行各项设置。
- 只有首点时 :在 [ 机器设置 ]- “Nozzle 数据”画面的“预备胶量”中输入定时时间。
[13] 设置最小、最大校正
- 将 [ 机器设置 ] -“打点站”画面的“位置坐标”的“校正量极限检查”设置为“使用”。
- 在 [ 机器设置 ] -“点胶校正”画面的“最小校正”与“最大校正”中输入值。
( 详细内容,请参照后述第 4 章“5.3 点胶校正的极限检查”。)
[14]
通过修改点胶嘴数据的系数
设置,从整体上进行调整
修改 [ 机器设置 ] -“Nozzle 数据”画面的“系数”设置。
默认值为1,可在 0.9 ( 小 ) < 1 < 1.1 ( 大 ) 的范围内修改。
3-7
3
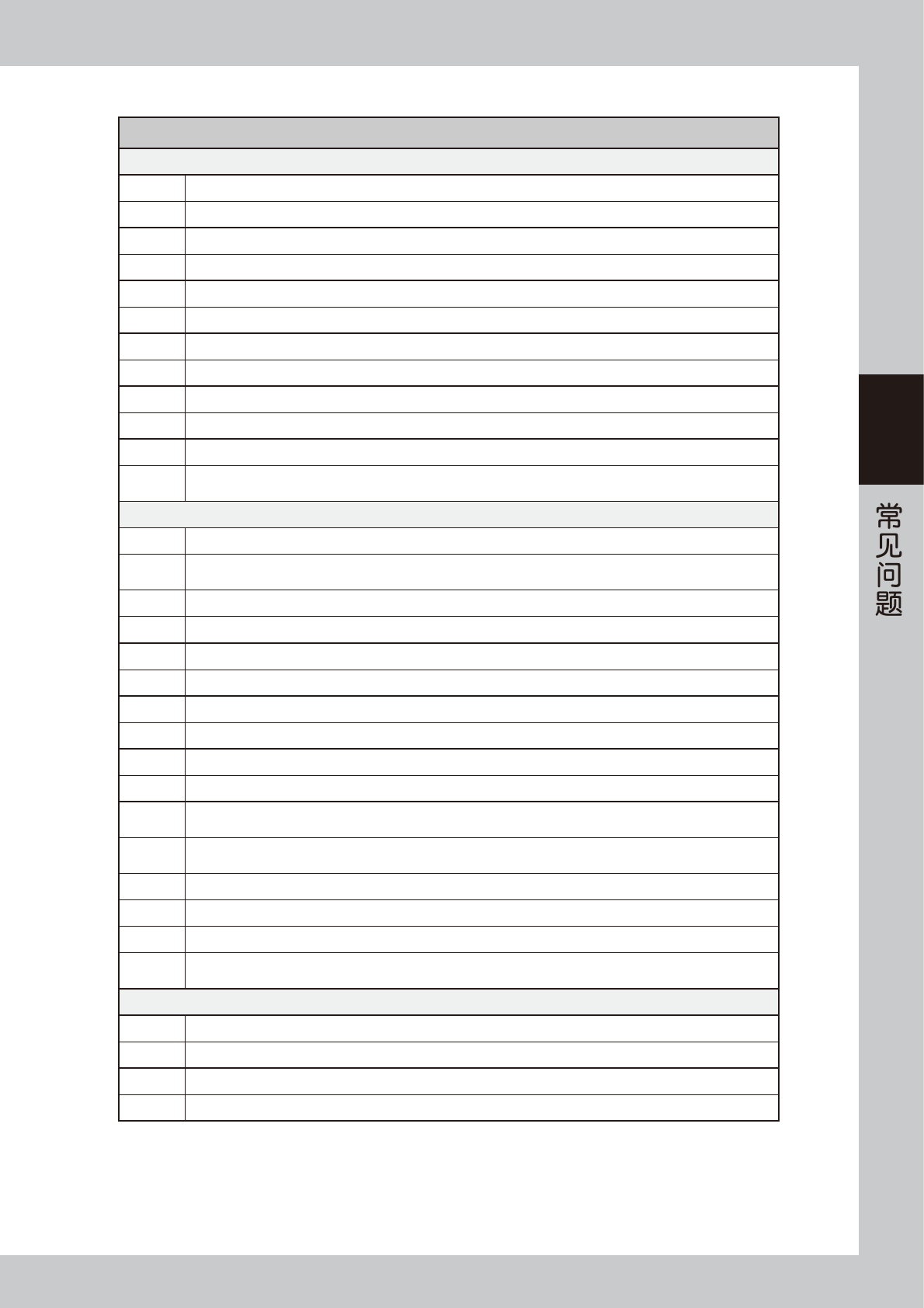
■ 其它点胶不良
发生错误的原因与解决方法
吐胶量突然增加
原因加热器的设置温度过高。
解决方法 修改加热器的设置温度之后,用手动方式将点胶嘴前端的贴片胶排出并等待温度下降。
原因吐胶气压超过了正常值。
解决方法 将气压调至正常值。
原因胶量数据中错误地输入了较大的数值。
解决方法 修改点胶数据的胶量值。
原因安装了大孔径的点胶嘴。
解决方法 重新安装正确的点胶嘴。
原因胶筒内的胶温低于室温。
解决方法 等待胶筒内的温度降至室温。
原因只进行点胶检查不使用校正。
解决方法
按生产设计画面的 [ 点胶嘴 ] 按钮,打开点胶嘴信息画面,确认各个点胶头的“校正类型”的设置是否为“无”。
如果设置了校正类型,点胶量可能会突然增加。
吐胶量突然减少,或不出胶
原因胶筒内的贴片胶已用完。
解决方法
修改判断是否更换胶筒与预告贴片胶用完的设定值 ( 打点站的最大胶量 ),或调节检测贴片胶是否已用完的传感器的
设置。
原因加热器的设置温度过低。
解决方法 修改加热器的设置温度之后,等待 [ 装置 ]-“Head”选项卡显示的温度达到所设置的温度。
原因因没有给胶筒盖上盖子,导致胶筒前端部、胶筒内活塞周围的贴片胶变干变硬了。
解决方法 更换胶筒。
原因基板的局部厚度较薄或焊盘的铜箔厚度与以前相比变厚了。
解决方法 检查基板,修改胶量数据。
原因安装点胶嘴时混入了异物,导致点胶嘴被堵塞。
解决方法 清洗点胶嘴并进行喷气。
原因
胶筒与点胶嘴被装在点胶头上搁置了数日,导致点胶嘴前端或胶筒内的贴片胶固化了。
( 即使不是 UV 固化型贴片胶,任其搁置也会固化。)
解决方法
清除点胶嘴内的固化物并进行清洗。如果无法去除干净时,必须更换点胶嘴。
换上保存状态良好的点胶嘴与胶筒。
原因点胶嘴的安装不正确。
解决方法 拆下点胶嘴和胶筒并清洗点胶嘴与点胶嘴接头之后,重新安装。
原因只进行点胶检查不使用校正。
解决方法
确认点胶嘴信息中各个点胶头的校正类型的设置是否为“无”。
如果设置了校正类型,点胶量可能会突然减少。
有时不出胶
原因胶筒内的贴片胶含有极小的气泡。
解决方法 更换胶筒。必须完全去除气泡。
原因点胶嘴或胶筒内有固化的粒子。
解决方法 更换点胶嘴与胶筒。