RHS2B_维修手册(I O表).pdf - 第134页
RHS2B 维修手册 6.10 调整托盘 6.10-2 D A 4 M C C - 8 3 - 6 U 0 - A 0 = 备忘录 =
RHS2B
维修手册
6.10 调整托盘
DA4MCC-83-6U0-A0 6.10-1
6.10 调整托盘
章节管理编号:DA4MCC-83-6U0-A0
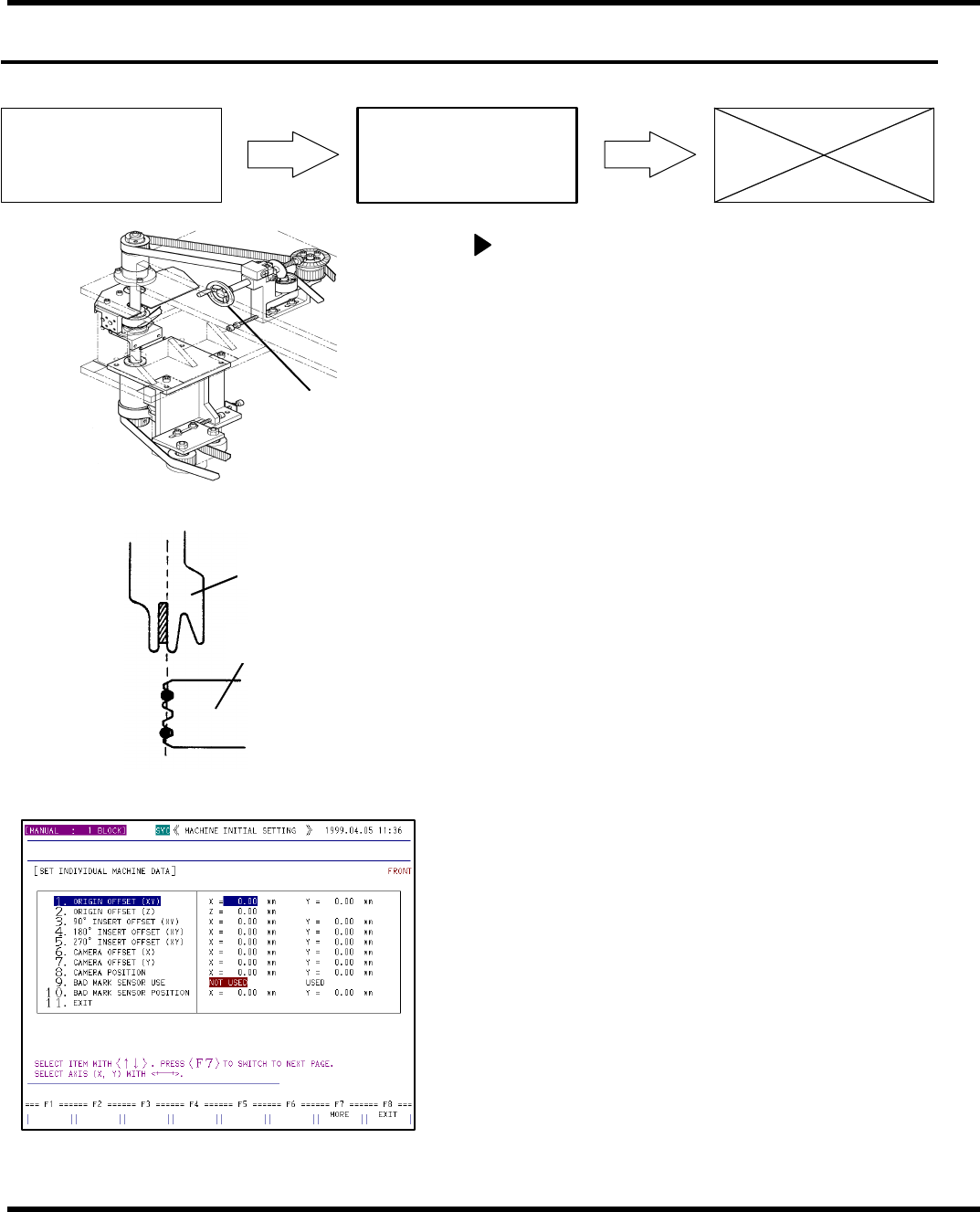
图 6.10-1: 设定数字式序列定时器
图 6.10-2: 检查中心
图 6.10-3: 输入偏差值
Handle
手轮
Pallet
Transfer chuck
托盘
传送卡盘
调整托盘
1. 转动手轮,设定数字式序列定时器为 0° 。
2. 在托盘上,放置电子元件夹具。
3. 断开子控制器上的 <TRANSFER CHUCK
RETURN> 。
4. 转动手轮,设定数字式序列定时器为 195°。
5. 目测托盘上夹具的中心是否与传送卡盘的
中心在一条线上。
6. 在栏 2 中输入偏差值。起点补偿值(Z)输
入在维修功能菜单屏幕显示
[Set
Individual Machine Data]的下方。
7. 在主控制盘上设置模式为
“SEMI”,并重
新供给零件。确保托盘里的元件顺利地被
传送卡盘夹住。如果夹的动作很平稳,则
调整完成。
= 备注 =
如果夹持效果不好,则重复步骤 1—7。
6.10 Adjusting Pallet
6.9 Adjusting
Component
Hand-over Accuracy
(from Pallet to Transfer
Chuck)
6.9调整元件交接精度
(从托盘到传送卡
盘)
6.10 调整托盘

RHS2B
维修手册
6.10 调整托盘
6.10-2 DA4MCC-83-6U0-A0
= 备忘录 =
RHS2B
维修手册
6.11 调整插入头推杆的平行度
DA4MCC-83-7A0-A0 6.11-1
6.11 调整插入头推杆的平行度
章节管理编号:.DA4MCC-83-7A0-A0
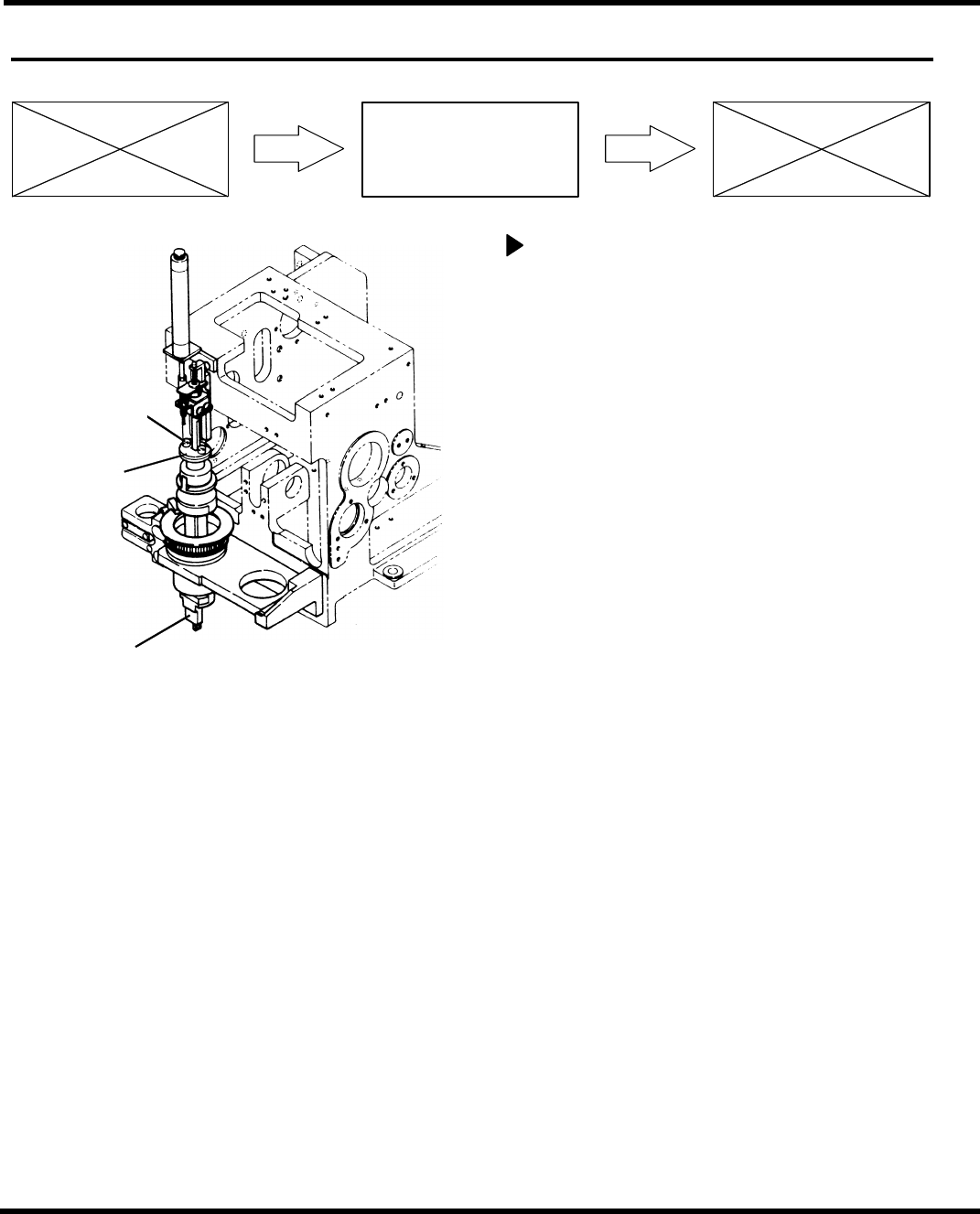
图 6.11-1: 调整推杆平行度
6.11 Adjusting
Insertion Head
Pusher Parallelism
6.11 调节插入头推
进器的平行度
Bolt (M4y2)
Round
plate
Pusher (B)
圆板
推杆(B)
步骤
1. 退松插入头上的圆板的螺母。(M4 ×
2)
2. 将千分表放到推杆(B)上,测量平行
度。
3. 当平行度在标准范围内时,上紧螺栓
(M4
× 2),将其固定。调节结束。
螺栓
(M4 × 2)