RHS2B_维修手册(I O表).pdf - 第136页
RHS2B 维修手册 6.11 调整插入 头推杆的平 行度 6.11-2 D A 4 M C C - 8 3 - 7 A 0 - A 0 = 备忘录 =
RHS2B
维修手册
6.11 调整插入头推杆的平行度
DA4MCC-83-7A0-A0 6.11-1
6.11 调整插入头推杆的平行度
章节管理编号:.DA4MCC-83-7A0-A0
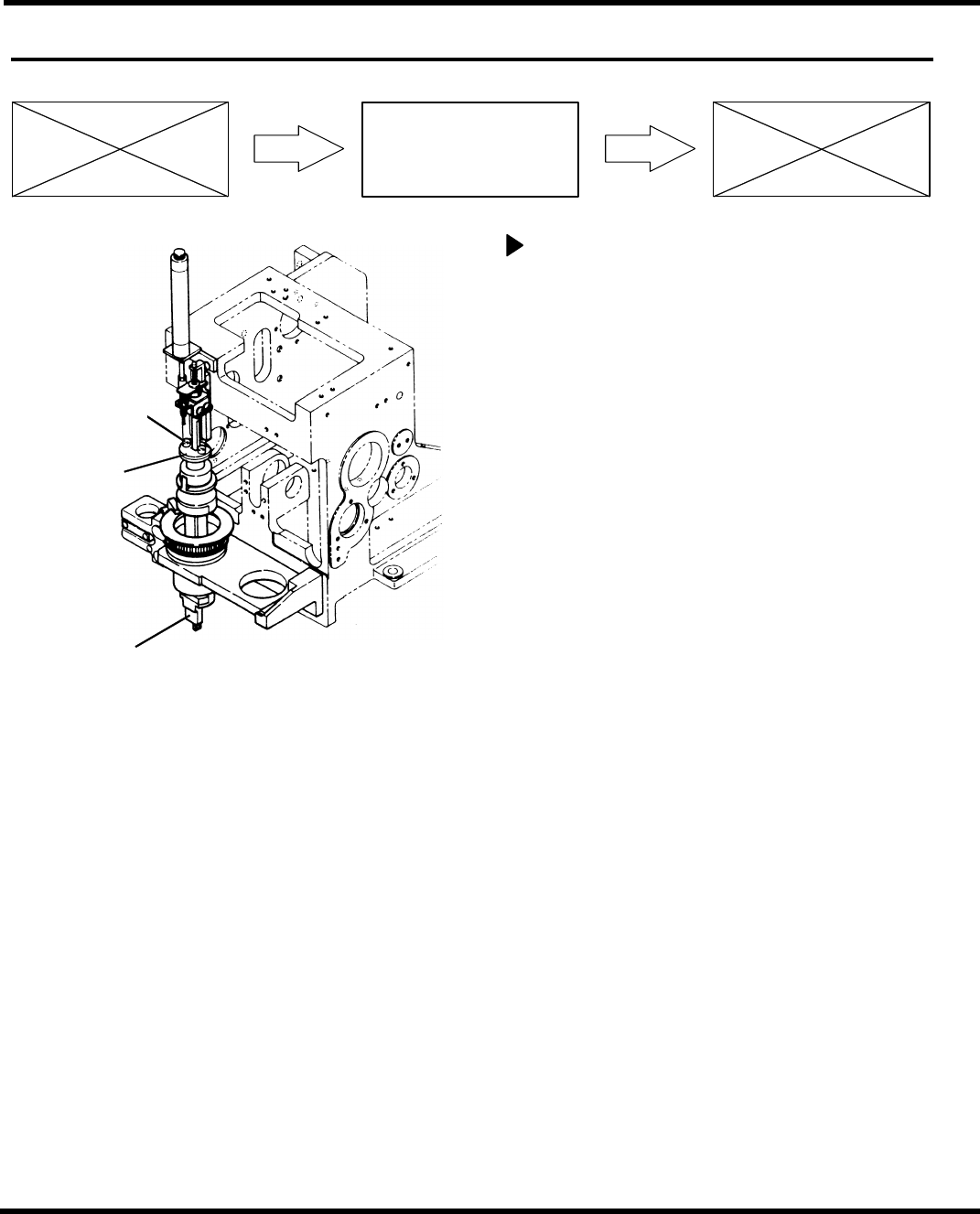
图 6.11-1: 调整推杆平行度
6.11 Adjusting
Insertion Head
Pusher Parallelism
6.11 调节插入头推
进器的平行度
Bolt (M4y2)
Round
plate
Pusher (B)
圆板
推杆(B)
步骤
1. 退松插入头上的圆板的螺母。(M4 ×
2)
2. 将千分表放到推杆(B)上,测量平行
度。
3. 当平行度在标准范围内时,上紧螺栓
(M4
× 2),将其固定。调节结束。
螺栓
(M4 × 2)

RHS2B
维修手册
6.11 调整插入头推杆的平行度
6.11-2 DA4MCC-83-7A0-A0
= 备忘录 =
RHS2B
维修手册
6.12 调整/更换砧座的固定和活动刀片
DA4MCC – 83– 7B0 – A0 6.12 - 1
6.12 调整/更换砧座的固定和活动刀片
章节管理编号:DA4MCC – 83 – 7B0 – A0
步骤
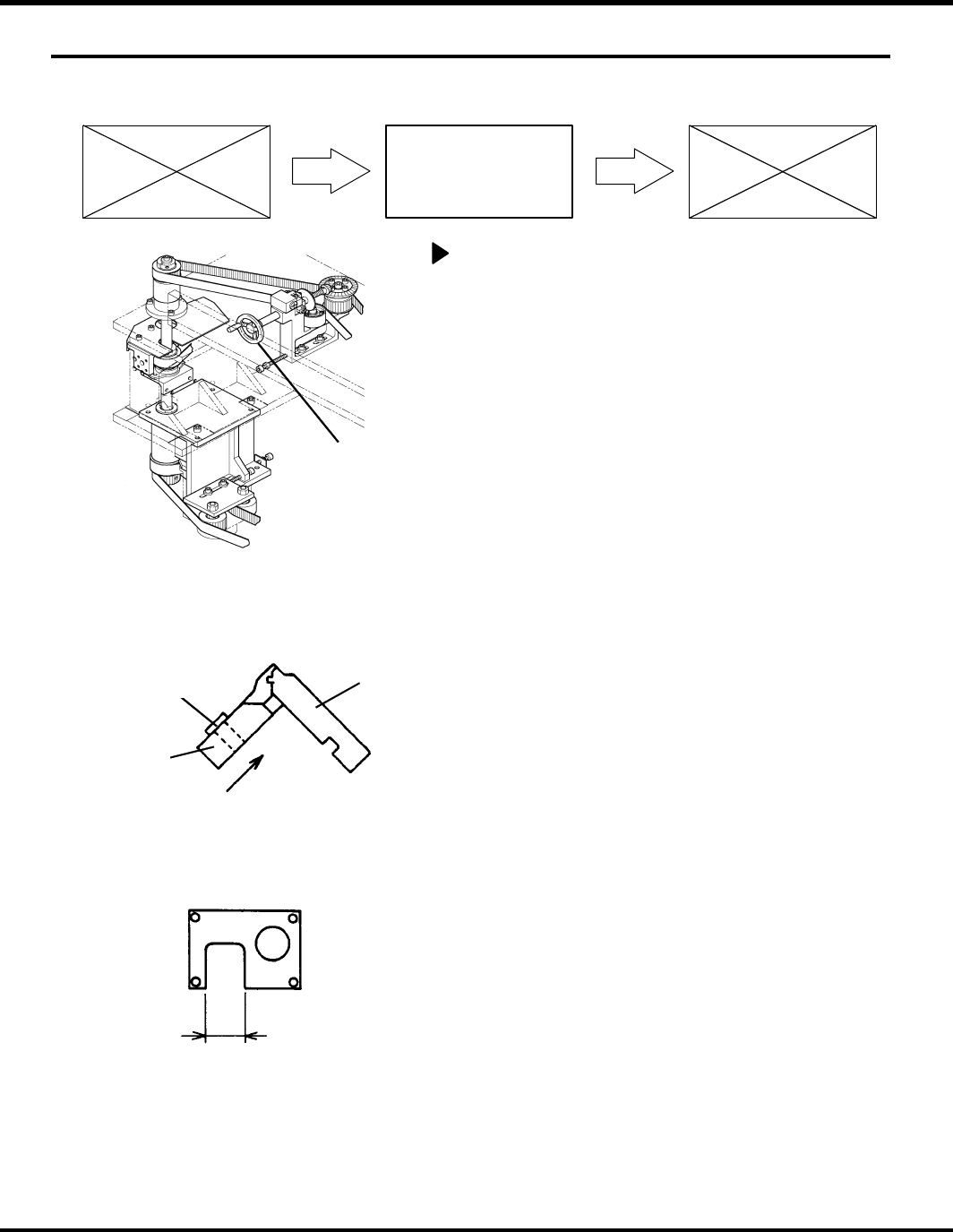
图 6.12-1: 设定数字式序列定时器
图 6.12-2: 调整固定/活动刀片
A
图 6.12-3: 砧座刀片帽
6.12
Adjusting/Replacing
Fixed and Movable
Blades of Anvil
6.12
调整砧座的固定/活
动刀片
Handle
手轮
1. 转动手轮,将数字式序列定时器设定为258 ± 1°
2. 将固定刀片固定于活动刀片上,并用螺栓(M4
× 1)
将它们固定。
= 备注 =
对于单个活动刀片,使用狭窄槽口的刀片帽,
对于双重活动刀片,使用具有较宽槽口的刀
片帽。
3. 调整砧座的高度,使得印刷电路板座架和参照导轨
的高度差为 ± 0.05 mm。
= 备注 =
砧座装置的高度将随着固定刀片的安装条件变
化而变化。
Movable
blade
Fixed
blade
Bolt (M4y1)
Move the fixed blade to
fit the movable blade.
螺栓(M4×1)
活动刀片
固定刀片
移动固定刀片,将其固定于
活动刀片上。