ZHX-A30-AS-IN在线联体机操作说明书(2)2016-6-21.pdf - 第15页
ZHX-A30-A S/-IN 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 15 - 按数字站号检测对应的分配头下料正常与否,对应的电磁阀及气缸控制分配头。 4) 查看 当前生产的程序信息和运转信息。 选择合适的信息, 则会动弹出所选择的信 息窗 口进行统计 查看运 转信息 :包括 产量, 待机时 间,插 件时间 等信息 ,可将 它自动 保存到 D 盘“ 自动插…
ZHX-A30-AS/-IN 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 14 -
补插跳线 当按下外壳上的 补料 开关时,状态由高变为低,反之,亦然。
站位缺料 1/站位缺料 2 电子元件的横栏上有感应器,当没有元件时状态由高变为低,反之,亦然。
(B) 专用输入信号。 是指各轴上的光电开关当前输出(输入给电脑)的信号状态。
X、Y 轴 工作台上的轴。X 轴为左右方向,Y 轴为前后方向。
U 轴 切断、成型和剪脚的宽度轴。
H 轴 插件头上下的轴。
J 轴 送跳线的轴。
W、F 轴 插件链条和排料链条的轴。
正、负极限 分别为各轴的正负方向最大极限位置的光电开关信号的简称。
正、负减速 用来发出“开始减速”的信号。安装在各轴正、负极限光电开关的前面。检测板挡
住光电开关的发光口时,伺服马达开始慢慢减速,直到碰到极限才会停下来。
原点 设定的“零点”检测信号。
——可以用张纸条去放在各光电开关的发光口和接收光口的中间,正常情况下信号状态会随着纸条
的进入和离开而由低变高。否则可能光电开关损坏或线路异常。
(C)
通用输出信号。电脑输出的各路动作信号状态的显示。单击“状态”下面的各键,动作状态会
在“高”和“低”间变化。高,就是无动作输出;低,就是有动作输出。
相机光源 相机的光源。继电器控制相机的发光 LED 灯。
插件头 头部马达,由继电器控制 H 轴马达及伺服器的电源。
绿、黄、红灯 是外壳上的警示灯。
剪脚器 剪脚器气缸的电磁阀的控制信号。
转台锁开关 转台锁定机构上的气缸之电磁阀。
转台压轮 转台压轮机构上的气缸之电磁阀。
顺时转 控制转台马达顺时针方向旋转的继电器信号。
反时转 控制转台马达逆时针方向旋转的继电器信号。
底座 控制底座气缸上下之电磁阀。
气源 总气源电磁阀信号。
(D) 伺服系统(为各伺服轴的专用诊断区)。
在各轴所对应的“行程”,“速度”框内输入极限范围内(蓝色数字)的数值,每单击方向
箭头(或方向键)一次,该轴就会按输入值和选择的
方向移动一次,直到碰到极限被保护(J 轴除外)。
其中,J 轴为送跳线轴,只向一个方向运动。
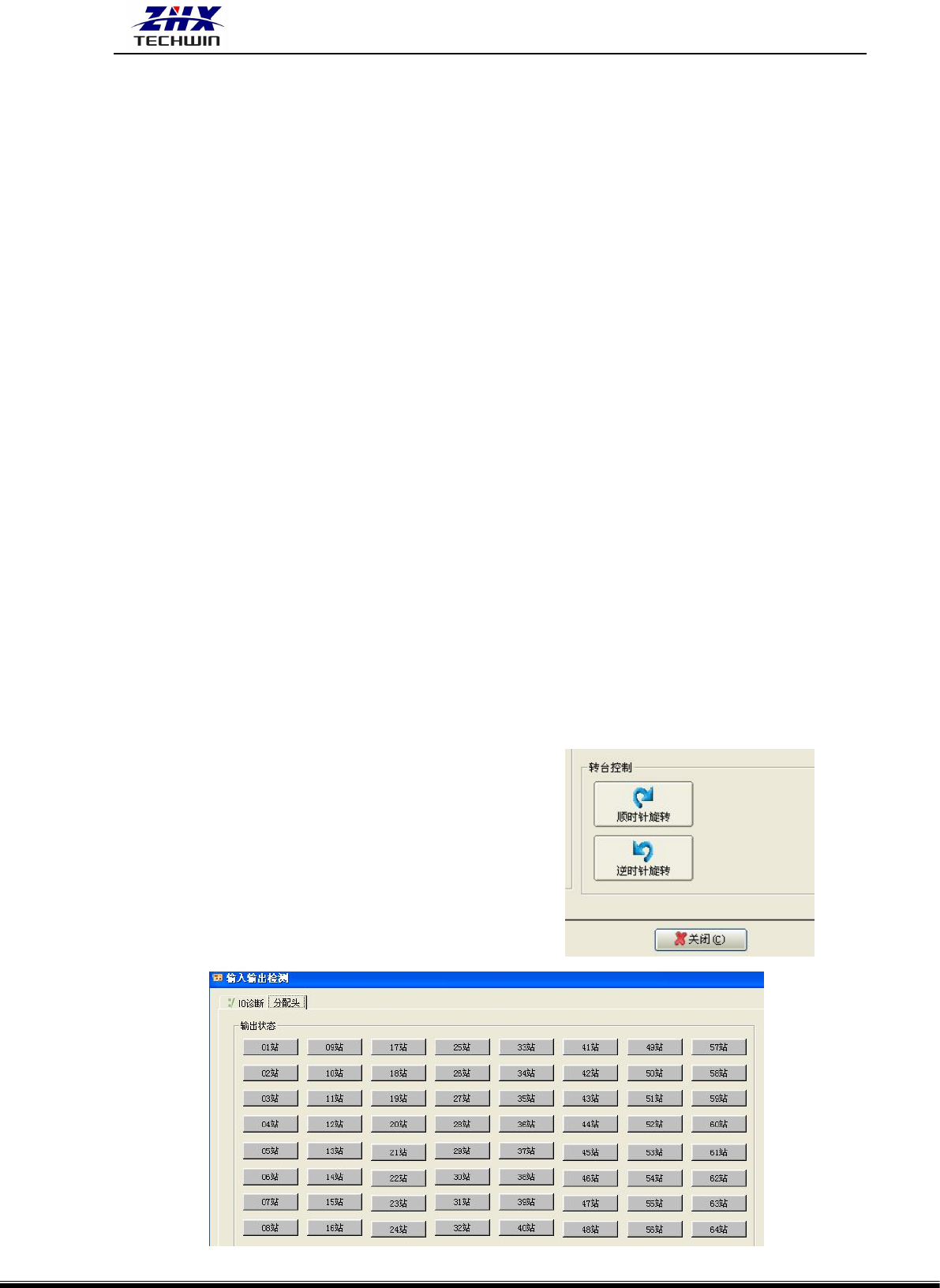
(E) 转台 是指转动的工作台。
顺时针 工作台顺时针方向旋转。
逆时针 工作台逆时针方向旋转。
(F)分配头 (如下图所示):
ZHX-A30-AS/-IN 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 15 -
按数字站号检测对应的分配头下料正常与否,对应的电磁阀及气缸控制分配头。
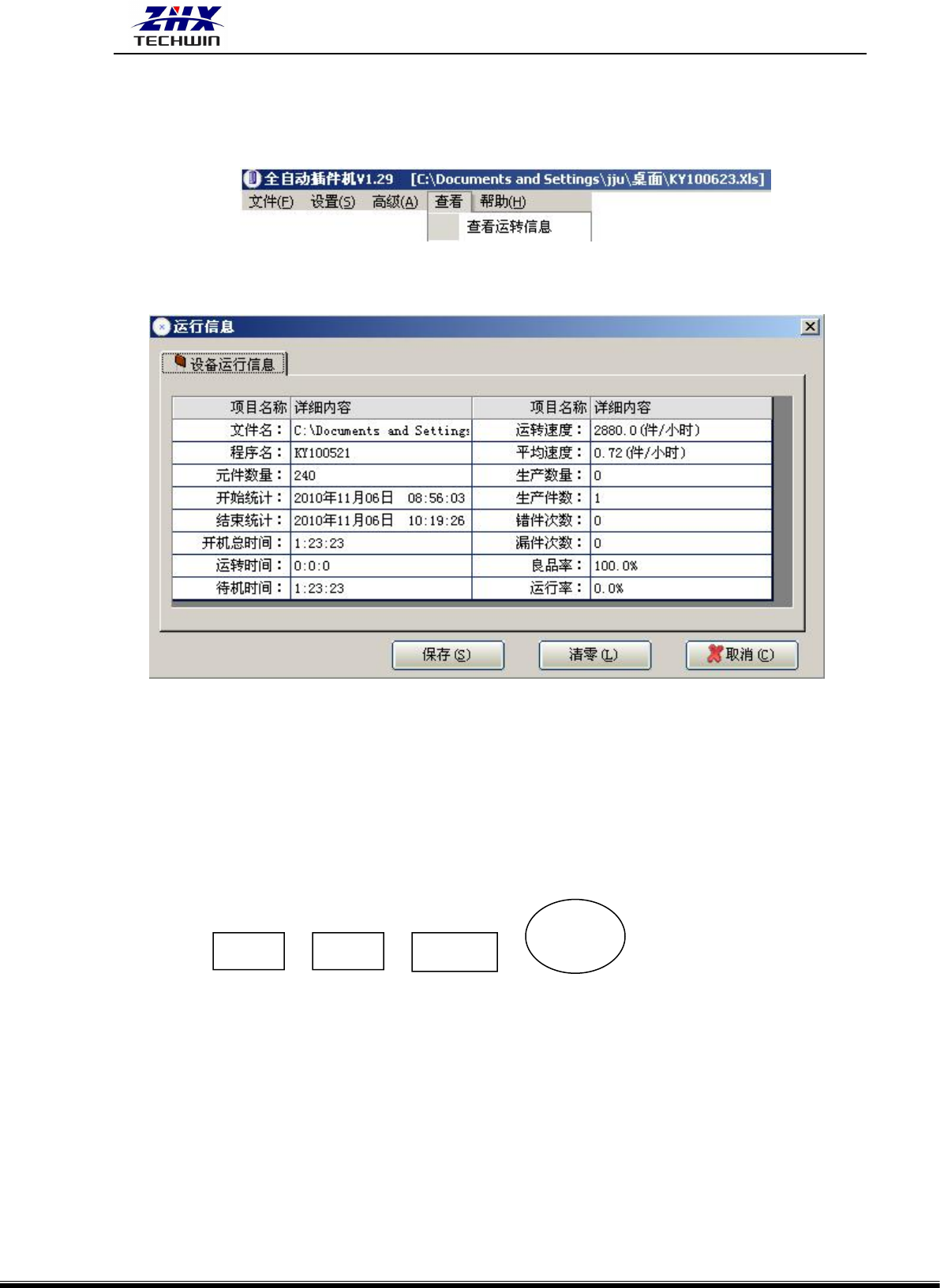
4) 查看 当前生产的程序信息和运转信息。选择合适的信息,则会动弹出所选择的信息窗
口进行统计
查看运转信息:包括产量,待机时间,插件时间等信息,可将它自动保存到 D 盘“自动插
件机”文件夹里的“统计记录”文件夹目录下,它的文件名是按时间命名存档,点文件下
拉菜单退出生产菜单时也会自动在这里存档
注意:
保存:按保存键则保存在 D 盘的统计记录里.
清零:按清零键则所有关运转信息都为 0.
取消:按取消键则退出运行信息。
■
生产信息,包括产量、待机时间、插件时间等信息,可将它保存,自动保存到 D 盘的“自动插件机”
文件夹里的“统计计录”文件夹里,按时间命名存档,点文件下拉菜单退出生产菜单时也会自动在
这里存档。
6、面板按键说明
1) 启动:和操作界面上的“启动”的功能一样。
2) 停止:和操作界面上的“停止”的功能一样。
3) 补跳线:按此键将漏件跳线原位补上。
4) 急停:紧急情况下的停止按钮,压下它,机器的关键控制电源被断开(马达和伺服器)。
启动
停止
补跳线
急停
ZHX-A30-AS/-IN 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 16 -
三、操作步骤
1、机器通电 将主机架左侧的主电源断路开关拨上。
2、打开电脑 “电脑”按键。电脑安装在操作面板正下面,打开机盖可见。
3、机器通气 点击操作控制面板上的“气源”按键,使底座在通气状态。
4、打开急停开关 把外壳上的急停开关顺时针旋起。(旋钮弹起。)
5、 进行诊断 看信号状态是否正常,检查动作的有、无,判断机器的控制部分是否正常。
见第三章操作,操作界面上各功能"键"介绍的“诊断”部分。
6、编程 见第三章 操作,操作界面上各功能"键"介绍的 “程序编辑” 部分;以及第
四章 程序编辑。
7、 调入程序 单击界面“文件”,单击“读取程序”,再单击要执行的程序名;设置“目
标数量”。
8、先后操作“影校、空转”
“影校”见第三章操作界面上各功能"键"介绍的 “程序编辑”部分。执行此操作
是为了检查程序内的坐标是否准确,也是检查 X 轴、Y 轴工作台是否在安全范围内移动,
否则,在执行“空转”时会损坏设备。
“空转”见第三章操作界面上各功能"键"介绍的“空转”部分。执行此操作是为
了检查插件轴是否动作正常,同时也是让各工作机构“热身”。
9、插件,插件链条和排料链条运作。
1) 先执行“单步+插件”检查元件插入的效果。如果插入效果不好,请参见第五章调整、
保养中的“机械、电脑参数的调整”。
2) 插完一块板,并检查插入效果,如:元件的位置是不是正确;有没有遗漏,否则增加
程序。。。。。。。。
3) 执行 “连续 + 插件”
10、关机
1)退出操作系统:见第三章 操作之操作界面上各功能"键"介绍的 “退出程序”部分。
2)关急停:压下机器外壳上的急停按钮。◎
3)关电脑:见第三章 操作之操作界面上各功能"键"介绍的部分“关电脑”部分。
4)关主电源:将右侧的主电源断路开关拨下。
警告:本设备严禁两人以上同时操作和维护,维护时一定要按下面板上的急停按钮或关闭
电源。