ZHX-A30-AS-IN在线联体机操作说明书(2)2016-6-21.pdf - 第47页
ZHX-A30-A S/-IN 自动卧式联 体插件机操作 说明书 深圳市中禾 旭精密机械有 限公司 http:// www .z kdip.com - 47 - ALE06 过负载 【%】是否持续一 直超过 100% 以上 2、机械系统是否摆动 3、加减速常数过快 4、 检 查 U、 V 、W 及 编 码 器接 线 取的措施) 2、检 查 电 机 是 否 碰 到 重 变 或 被 缠绕。 3 、 检 测 电 机 电 缆 是 否 连 接 错…
ZHX-A30-AS/-IN 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 46 -
电机自
动识别
出错
95
电机与此驱动器不匹配。
换用匹配的电机
其他出
错信息
其他
数字
噪音过大导致控制电路发生故障。
伺服驱动器的自诊断功能由于内部出
错而激活。
◆
关断电源,在重新上电
◆
如果仍旧报警,驱动器可能有
故障。停止使用,更换新的电机
与驱动器。并将此台驱动器送经
销商检修。
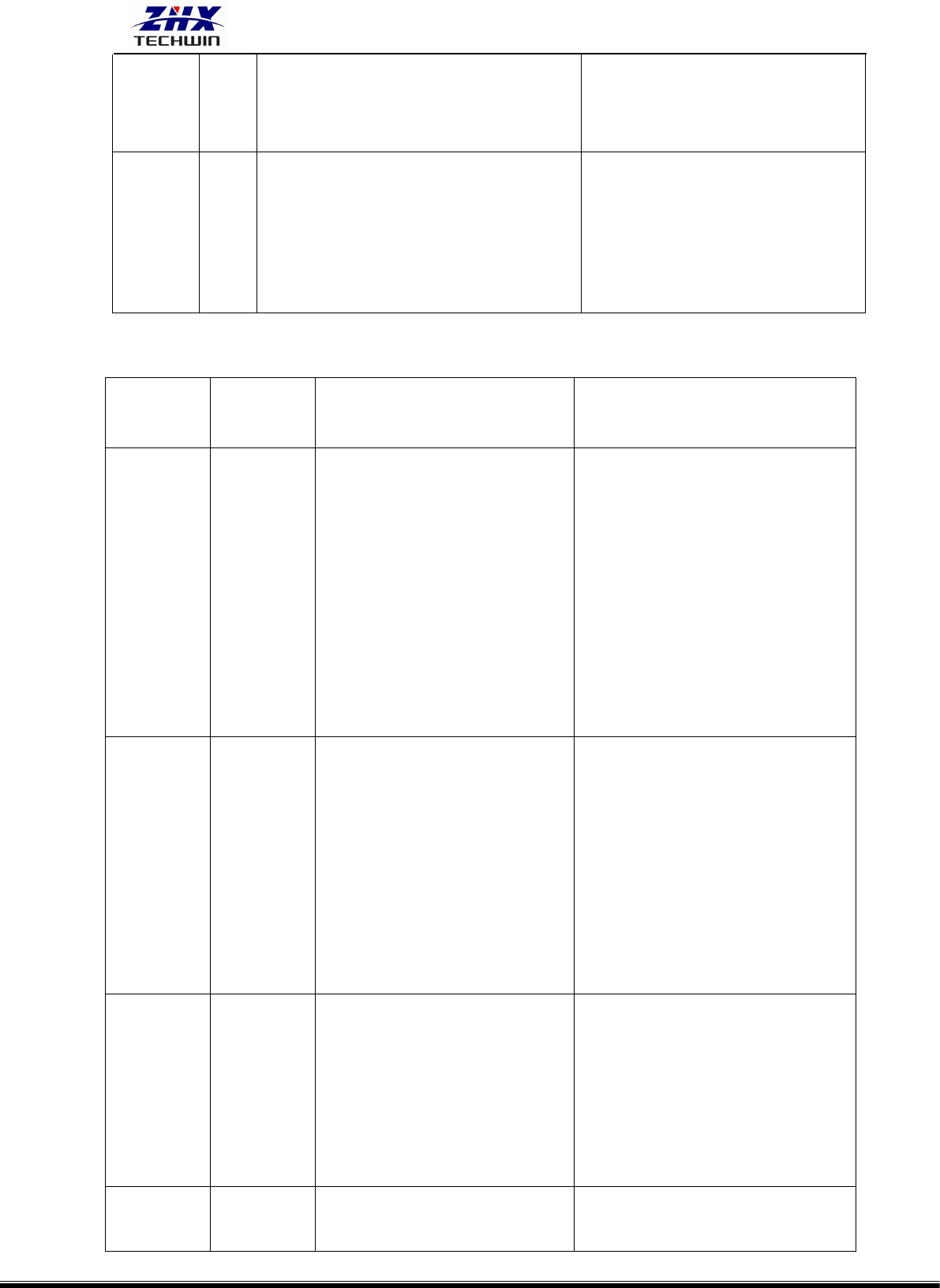
5)、台达 ASDA 系列伺服驱动器常见报警代码及排除如下:
报警序号
报警名称
故障检查
应对措施
ALE01
过电流
1、检查电机与驱动器接线状
况或导线本体是否短路
2、检查电机连接至驱动器的
接线顺序
3、散热片温度异常
4、设定值是否大于出厂设值
5、检查控制入命令是否变动
过于剧烈
1、排除短路状态,并防止金属
导体外露。
2、根据说明书的配线顺序重新
配线
3、送回经销商或原厂检修
4、回复至原出厂预设值,再逐
量修改
5、修正输入命令变动率或开启
滤波器功能
ALE02
过电压
1、用电压计测定主回路输入
电压是否在额定容许电压
值以内
2、用电压计测定电源系统是
否在规定相符
3、当电压计测定主回路输入
电压额定容许电压值以内
仍然发生此错误
1、使用正确电源或串稳压器
2、使用正确电源或串稳压器
3、送回经销商或原厂
ALE03
低电压
1、检查主回路输入电压接线
是否正确
2、用电压计测定是否主回路
电压正常
3、用电压计测定电源系统是
否在规定相符
1、 重新确认电压接线
2、 重新确认电源开关
3、使用正确的电压源或串接变
压器
1、可由驱动状太显示 P0-02
设定为 11 后,监视评价转矩
1、关掉电伺服器电源(优先采
ZHX-A30-AS/-IN 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
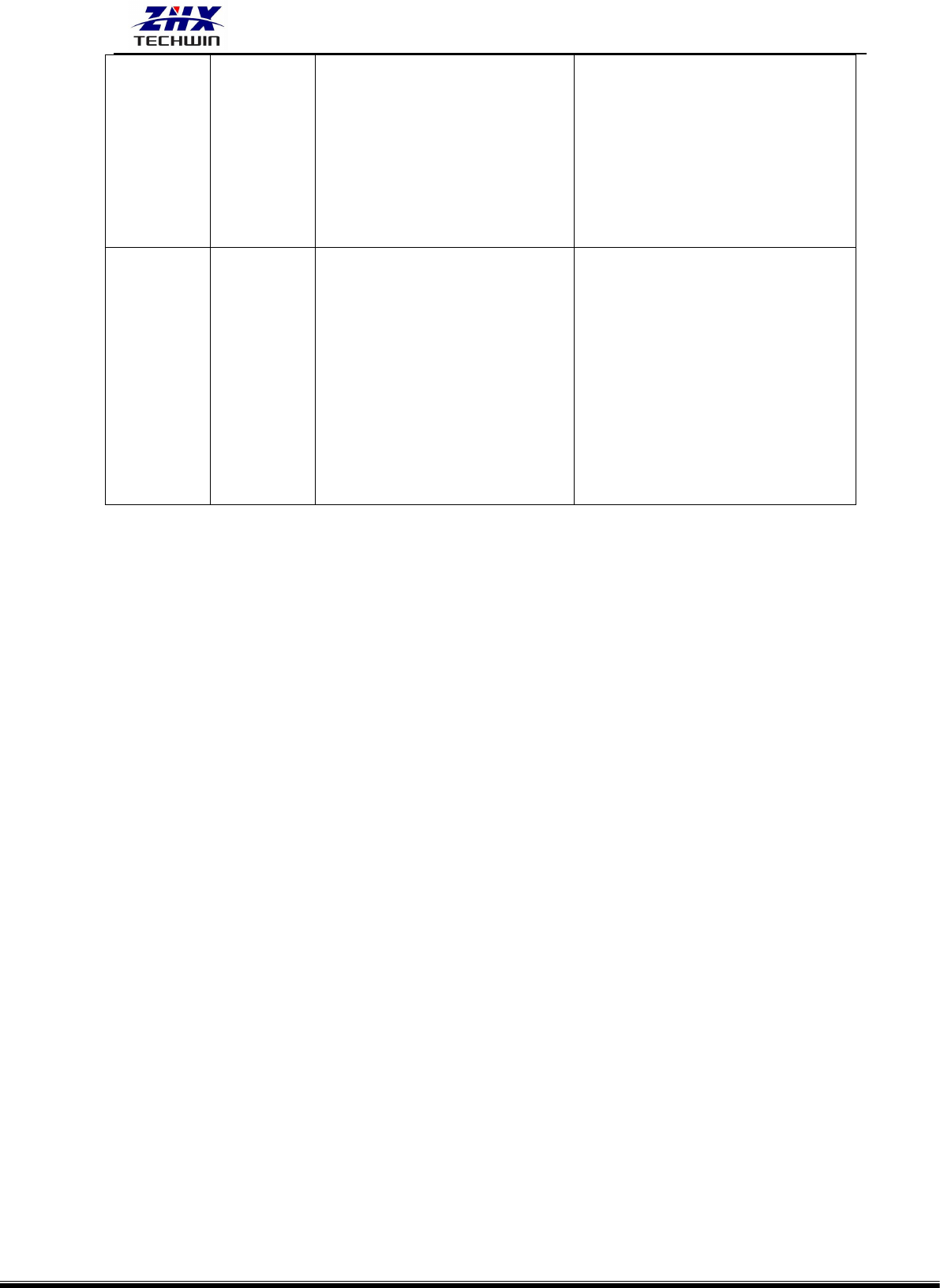
- 47 -
ALE06
过负载
【%】是否持续一直超过 100%
以上
2、机械系统是否摆动
3、加减速常数过快
4、检查 U、V、W 及编码器接
线
取的措施)
2、检查电机是否碰到重变或被
缠绕。
3、检测电机电缆是否连接错误
或断开。
ALE011
编 码 器
异常
1、确认接线是否按说明书内
容的建议线路
2、检测驱动器上的 CN2 与编
码接头
3、检测驱动器上的 CN2 与伺
服电机,编码器两端接线是否
松脱
4、电机异常
1、正确接线
2、重新安装
3、重新连接接线
4、更换电机
3、开关电源的调整
本机器使用直流 24 伏和 5 伏电压,由独立的开关电源提供。
1)开关电源的输入电压有 220 和 110 伏可调,本机器使用 220 伏电压,已调好,请勿
调整。
2)输出电压可以微调到等于、大于或小于标称值。用万用表监测输出,用一字螺丝刀
旋转调节钮,顺时针旋转是增大,逆时针旋转是减小。
4、相机的调整
注意:相机属精密部件,直接影响坐标和 H 轴的插入位置,严禁随意拆卸和调整。
1)、高度 相机的高度决定了物距和焦距。先粗调,我们规定:相机机身的底面到电路
板的距离在 148 毫米左右。再细调,要配上专用测量尺,在影校下操作,选定 1、5 或 10
毫米为单位距离,每点击一次,看画面上的光标是否在测量尺的刻度上面相应移动那麽多
距离,如果不是,就要上下调节相机的位置,如果调节相机的位置满足不了需求,就要调
节焦距和物距,直到相吻合,然后,固定。
请注意:当移动了相机位置时,“设备参数”里的 H 轴参数也要进行修正。因为那些参
数是以相机为“零点”。
2)、 焦距 在镜头上可以调节。自上而下,第 一 个用来调物距,顺、逆时针旋转,
以图像清晰为基本标准,再看光标移动距离是否和测量尺一致,然后锁定。
3)、 物距 在镜头上可以调节。自上而下,第 二 个用来调物距,顺、逆时针旋转,
以图像清晰为基本标准,再看光标移动距离是否和测量尺一致,然后锁定。

ZHX-A30-AS/-IN 自动卧式联体插件机操作说明书
深圳市中禾旭精密机械有限公司 http:// www.zkdip.com
- 48 -
三、 设备的保养
1、日常保养
日常维护保养应在每八个操作小时后进行,如环境较差,则应更频繁地进行维护操作。
警告:不可用压缩空气将碎屑由单元中吹出,否则会将碎屑吹入各滚珠轴承、插入头、切
割/打弯单元或电控箱内。
注:如需以润滑油进行润滑时,可以使用 300B 润滑油或等效物。
1)通过向换向轴支架顶部的加油孔注入润滑油,以润滑其中的轴套切割/打弯单元。
2)将切割/打弯单元或机器台面上的的引线碎屑用真空吸除或用刷子清扫。
3)清空废料箱内的废料。
4)清洁废料管内的残留物。
2、周保养
每周防护保养应在每 40 个操作小时后进行,如环境较差,应将周期缩短。
气动润滑装置:
警告:在润滑装置或气路中不可使用磷酸酯与氯化烃合成剂。
1)检查润滑装置中的油量,如果需要,可加入 100CKR 润滑油。
2)切割/打弯单元。
(1)以不含纤维屑的布擦拭滚珠丝杆。
(2)轻微润滑滚珠丝杆。
3)插入头驱动装置
(1)以不含纤维屑的布擦拭滚珠丝杆。
(2)轻微润滑滚珠丝杆。
4)送料轮驱动装置
(1)润滑连接杆两端。
(2)润滑送料轮驱动离合器。
(3)检查 U 轴极限开关检测板是否松动。
5)工作台
(1)擦拭并润滑滚珠轴承组件。
(2)检查极限开关的检测板是否锁紧。
(3) 检查插装头与零点极限开关的一致性。