Chapter4_3D Inspector_CHN - 第111页
程序员手册 | 111 4.3.5.4. “ Z_Cal ”( Z 轴校准)对话框 图 4 ‐ 19. “ Vi s i o n Parameter ”(光学参 数)中的“ Z_Cal ”( Z 轴 校准)对话框 项目 说明 “ Option Setting ” (选项设置) 如果是旋转探头,则会激活 0 度。 如果是分部缩放机器,则会激活第 1 ~ 4 步。(每一步的选项) …
110 | 第 4 章 3D Inspector
TM
版本 1.2
KOH YOUNG TECHNOLOGY INC.
灰度 [5‐200])
“Bad Mark Gray
(5‐200)”(坏标记
灰度 [5‐200])
如果机器识别出坏标记,将会忽略对该面板的检测。
二维+三维:如果灰度值的检测结果大于设置的灰度值,机器会认为存在坏
标记。
“Ceramic”
(陶瓷)
适用于陶瓷 PCB。
“Smear Bridge”(污染连桥):用于检测低于焊接阈值的连桥。(此时
亮度值高于污染可见性值且低于污染灰度值)
“Slope Compensation”(倾斜度补偿):补偿陶瓷板。一般说来,陶瓷
板都会安装在夹具上。由于夹具和板之间存在偏差,板会相对有所倾斜。此
功能用于补偿倾斜的板。
“Error Order”
(错误顺序)
评定错误的优先级。
若要应用此选项,必须选中“Worst First Failure”(最严重的失败最先)选
项。使用此选项,可确定板检测完成后缺陷视图项目的显示顺序。
用户可将“不足”、“过量”等缺陷的优先级设置为 1 到 8。1 表示最高优
先级。
例如,如果用户要对“过量”缺陷设置最高优先级,可从“Excessive”(过
量)列表框中选 1。然后缺陷视图就会将“过量”错误显示为第一个项目。如
果两个或两个以上的缺陷项目有相同优先级,则较大的错误优先级较高。
“Warning”(警告):更改此工具中的参数会对机器造成严重损坏。需要有 SPI 操作的高级技
能。
程序员手册 | 111
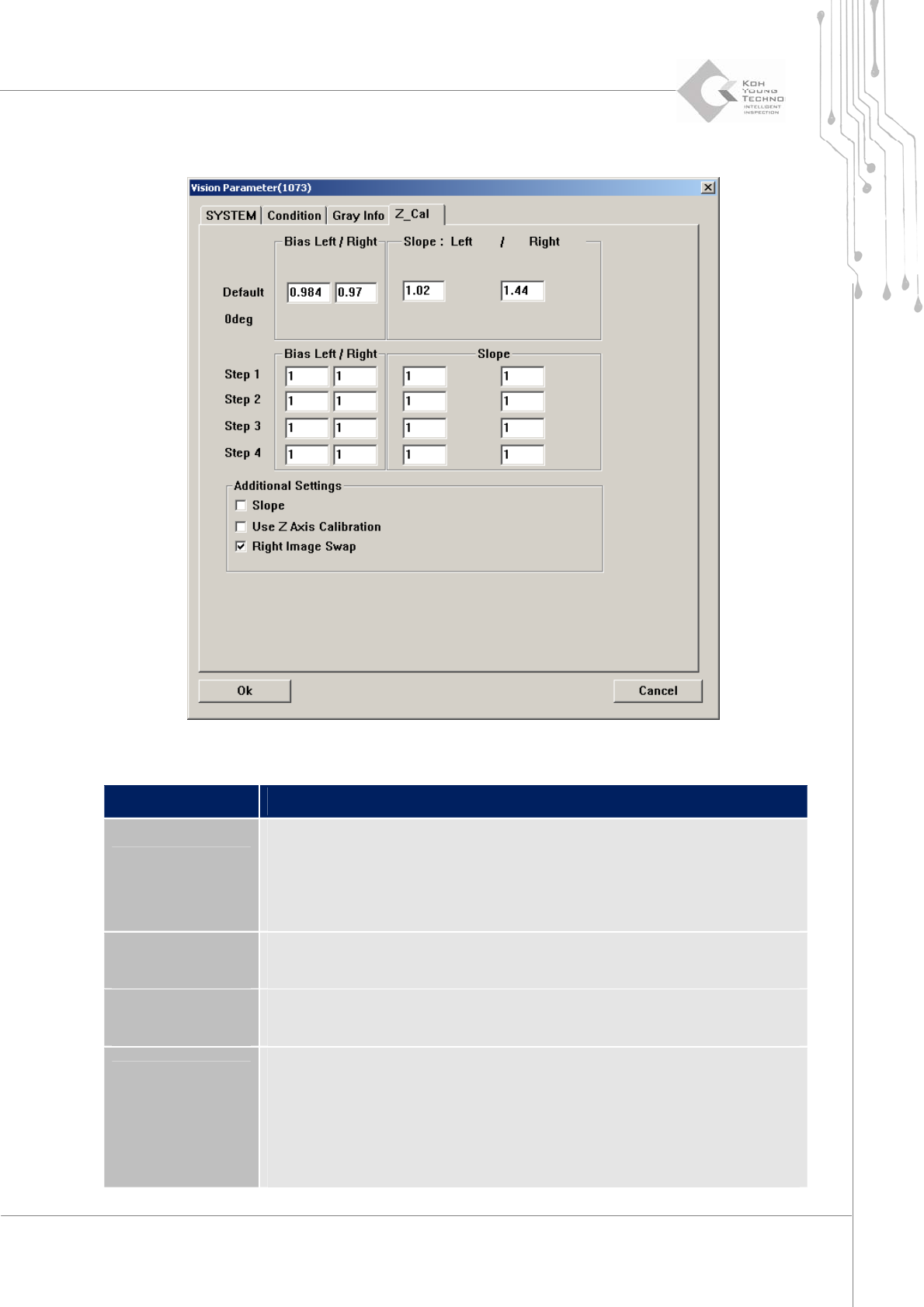
4.3.5.4. “Z_Cal”(Z 轴校准)对话框
图 4‐19. “Vision Parameter”(光学参数)中的“Z_Cal”(Z 轴校准)对话框
项目 说明
“Option Setting”
(选项设置)
如果是旋转探头,则会激活 0 度。
如果是分部缩放机器,则会激活第 1 ~ 4 步。(每一步的选项)
如果是双通道,则会激活“Z_Cal2”(Z 轴校准 2)对话框。步骤与“Z_Ca
l”(Z 轴校准)相同。
“Extend Setting”
(扩展设置)
“Sl ope”(倾斜度):选中时,可使用粒度边界按“Left‐Bottom”(左
下)和“Right‐Top”(右上)分别设置“Slope”(倾斜度)值。
“Bias Left/Right”
(左/右偏差)
通过检测校正模块补偿高度偏移 (4. 4.2.)。如果值越来越大,高度也会越来越
高。(“Left”(左)/“Right”(右)分别设置)
“Slope”(倾斜
度):“Left”
(左)/“Right”
(右)
通过使用粒度边界检测校正模块 (4.4.2.) 补偿倾斜度偏移。
随着值的增加,“Left‐Bottom”(左下)的高度越来越高,而“Right‐Top”
(右上)的高度越来越低。
“Extend Setting”(扩展设置)\“Slop”(倾斜度):选中时,设置的
值会对各个方向产生不同影响。“Left ”(左)值影响“Left‐Bottom”
112 | 第 4 章 3D Inspector
TM
版本 1.2
KOH YOUNG TECHNOLOGY INC.
(左下),“Right”(右)值影响“Right‐Top”(右上)。如果“Lef t”
(左)值增加,“Left‐Bottom”(左下)值就会变大。(如果“Right”
(右)值变大,“Right‐Top”(右上)值将会增加)。
“Use Z Axis Cali
bration”
(使用 Z 轴校准)
选中此选项可使用“KYCalibration”(KY 校准)执行新的 Z 轴校准。并且
会应用高级校准结果。
“Warning”(警告):更改此工具中的参数会对机器造成严重损坏。需要有 SPI 操作的高级技
能。
4.3.6. 设定
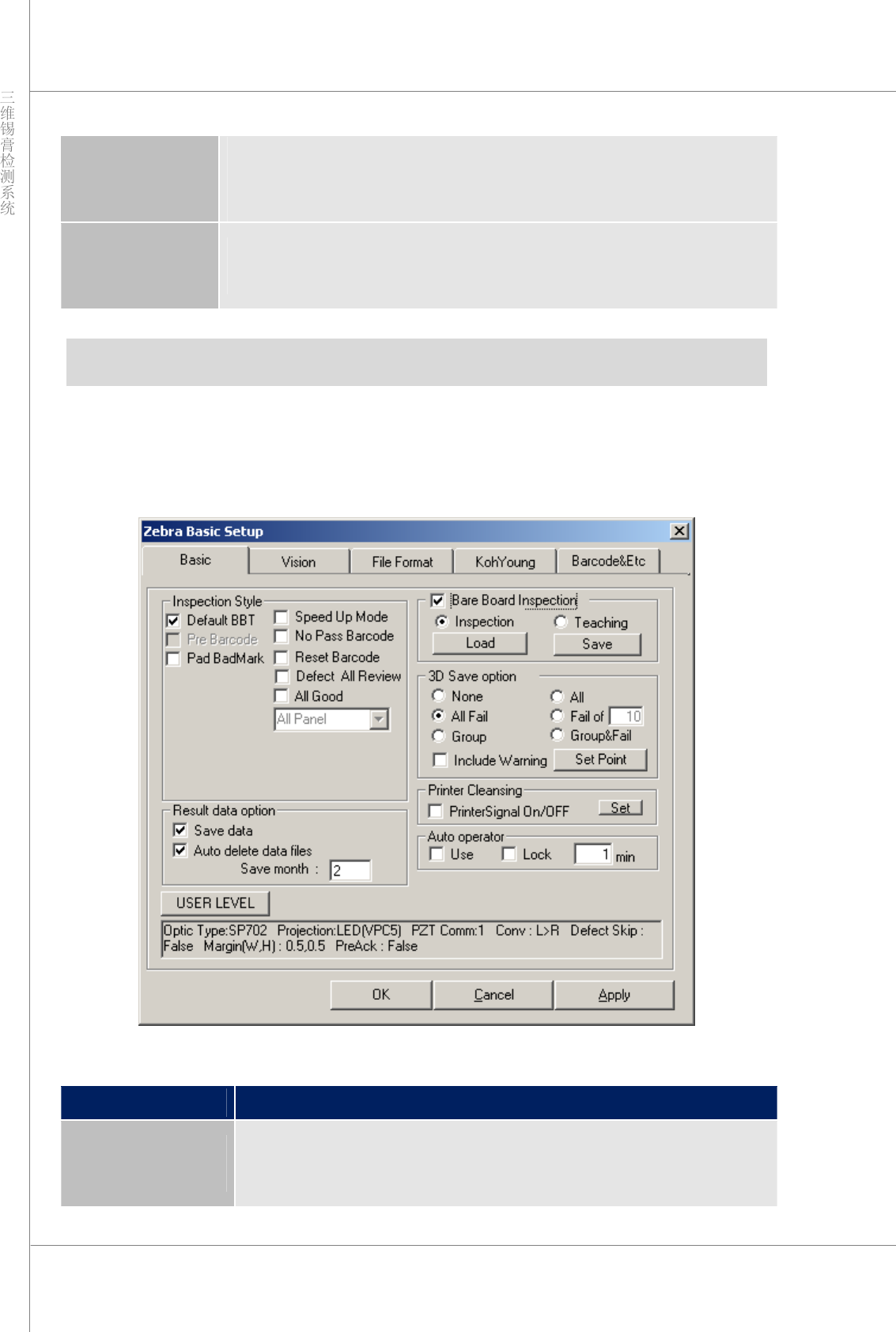
4.3.6.1. “Setup Main”(主要设置)对话框
图 4‐20. “Setup Main”(主要设置)对话框
项目 说明
“Inspection Style”
(检测风格)
设置检测风格。
“Default BBT”(默认 BBT)(裸板识教):使用“Multi Vendor BBT”
(多个供应商 BBT)时,如果发生供应商识别错误,请使用基本 BBT。