00197682-04_UM_E-by-SIPLACE_PL.pdf - 第142页
3 Dane techniczne i zespoły Instru kcja eksplo atacji E by SIPLACE 3.6 Układ transportowy płytek drukowanych Od wersji oprogramow an ia SC 712.1 Wydanie 05/2019 142 3.6.4 Definicja wybrzuszeni a płytki obwodu drukowanego…
Instrukcja eksploatacji E by SIPLACE 3 Dane techniczne i zespoły
Od wersji oprogramowania SC 712.1 Wydanie 05/2019 3.6 Układ transportowy płytek drukowanych
141
3.6.3 Sterowanie i regulacja szerokości
3.6.3.1 Sterowanie z menu jednofunkcyjnym
Informacje o sterowaniu systemu transportu płytek drukowanych oraz menu jednofunkcyjnego
można znaleźć w systemie Pomocy online.
3.6.3.2 Automatyczna regulacja szerokości
Po otrzymaniu odpowiedniego polecenia taśmy transporterów są ustawiane na szerokość za-
daną.
Szczegółowe informacje na temat zmiany szerokości ścieżek transportowych są zawarte w Po-
mocy online.
3 Dane techniczne i zespoły Instrukcja eksploatacji E by SIPLACE
3.6 Układ transportowy płytek drukowanych Od wersji oprogramowania SC 712.1 Wydanie 05/2019
142
3.6.4 Definicja wybrzuszenia płytki obwodu drukowanego
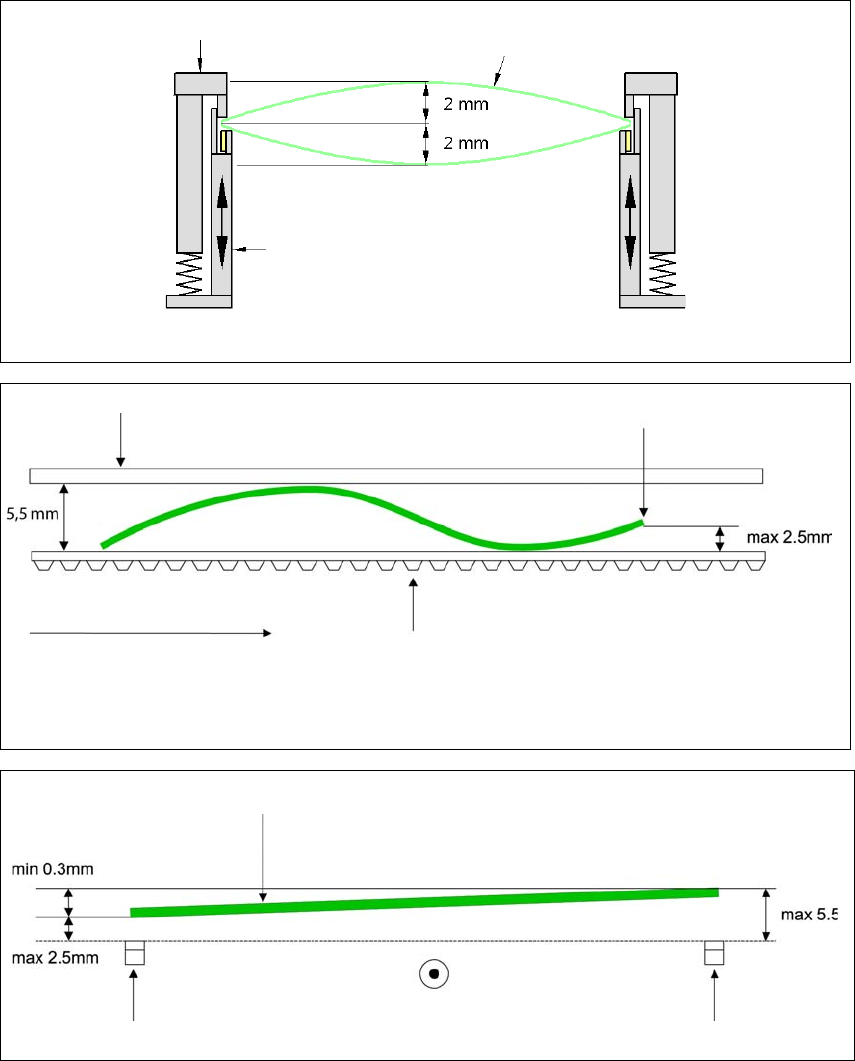
3.6.4.1 Wybrzuszenie płytki drukowanej w trakcie transportu
3
3
3
Ruchome urządzenie zaciskowe
Stała krawędź zaciskowa
Ruchome urządzenie zaciskowe
PD
Wybrzuszenie płytki drukowanej poprzecznie względem kierunku transportu maks. 1% przekątnej płytki, ale
nie więcej niż 2 mm
Stała krawędź zaciskowa
Pas transportowy
Kierunek transportu płytek drukowanych
Przednia krawędź płytki drukowanej
Wybrzuszenie płytki drukowanej w kierunku transportu + grubość płytki < 5,5 mm. Wygięcie przedniej kra-
wędzi płytki drukowanej maks. 2,5 mm.
Przednia krawędź płytki drukowanej
Lewy pas transportowy
Prawy pas transportowy
Kierunek transportu płytek drukowanych
Instrukcja eksploatacji E by SIPLACE 3 Dane techniczne i zespoły
Od wersji oprogramowania SC 712.1 Wydanie 05/2019 3.6 Układ transportowy płytek drukowanych
143
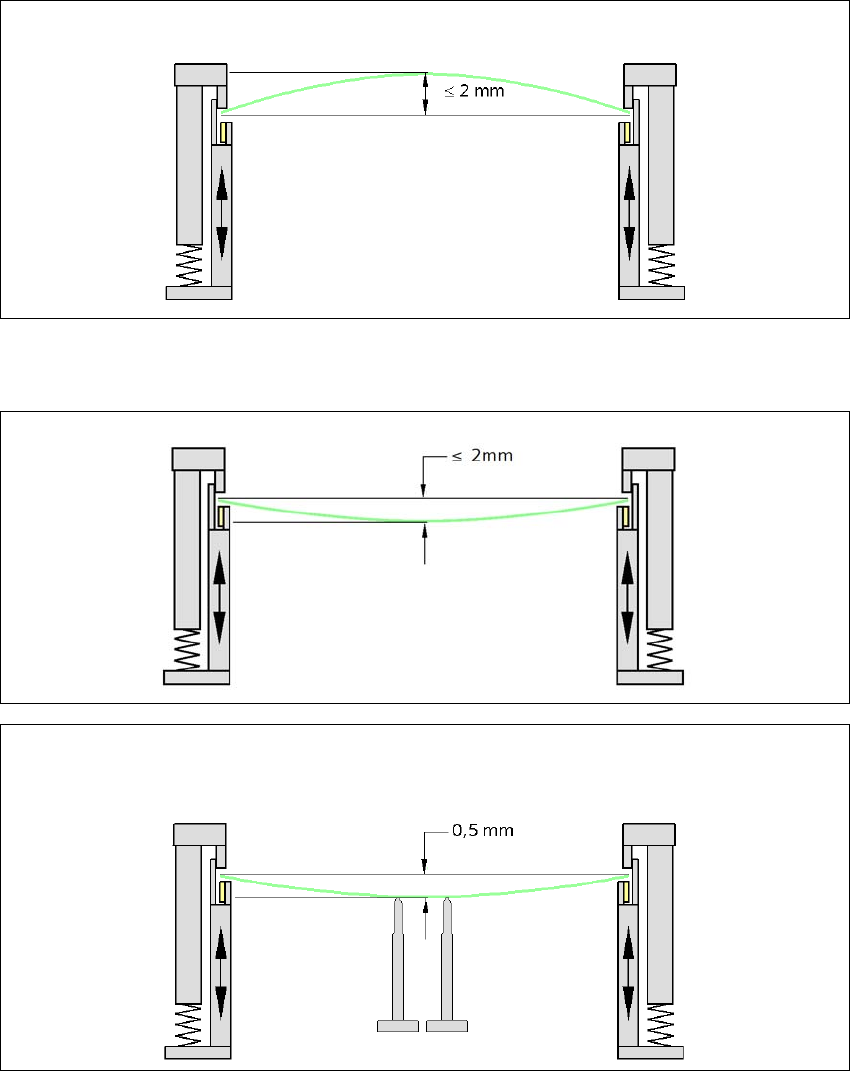
3.6.4.2 Wybrzuszenie płytki drukowanej w trakcie montażu
3
3
Zmiany położenia powierzchni są automatycznie stosowane z zastosowaniem funkcji programowania wyso-
kości.
3
3
Wybrzuszenie płytki drukowanej do góry maks. 2 mm
Wybrzuszenie płytki drukowanej do dołu maks. 2 mm
0,5 mm
Aby zapobiec pogorszeniu jakości montażu i prędkości, zalecamy zastosowanie podparcia płytki druko-
wanej lub podpórki Smart Pin, aby wybrzuszenie płytki do dołu nie przekroczyło 0,5 mm.