00197682-04_UM_E-by-SIPLACE_PL.pdf - 第226页
5 Zadania przy maszynie Instrukcja eksploatacji E by SIPLACE 5.8 Lampy sygnalizacyjne z sygnał em akustycznym Od wersji oprogr amowania SC 712.1 Wydanie 05/2019 226 5.8.2.1 Informacje podstawowe 5 5.8.2.2 Częstotliwości …
Instrukcja eksploatacji E by SIPLACE 5 Zadania przy maszynie
Od wersji oprogramowania SC 712.1 Wydanie 05/2019 5.8 Lampy sygnalizacyjne z sygnałem akustycznym
225
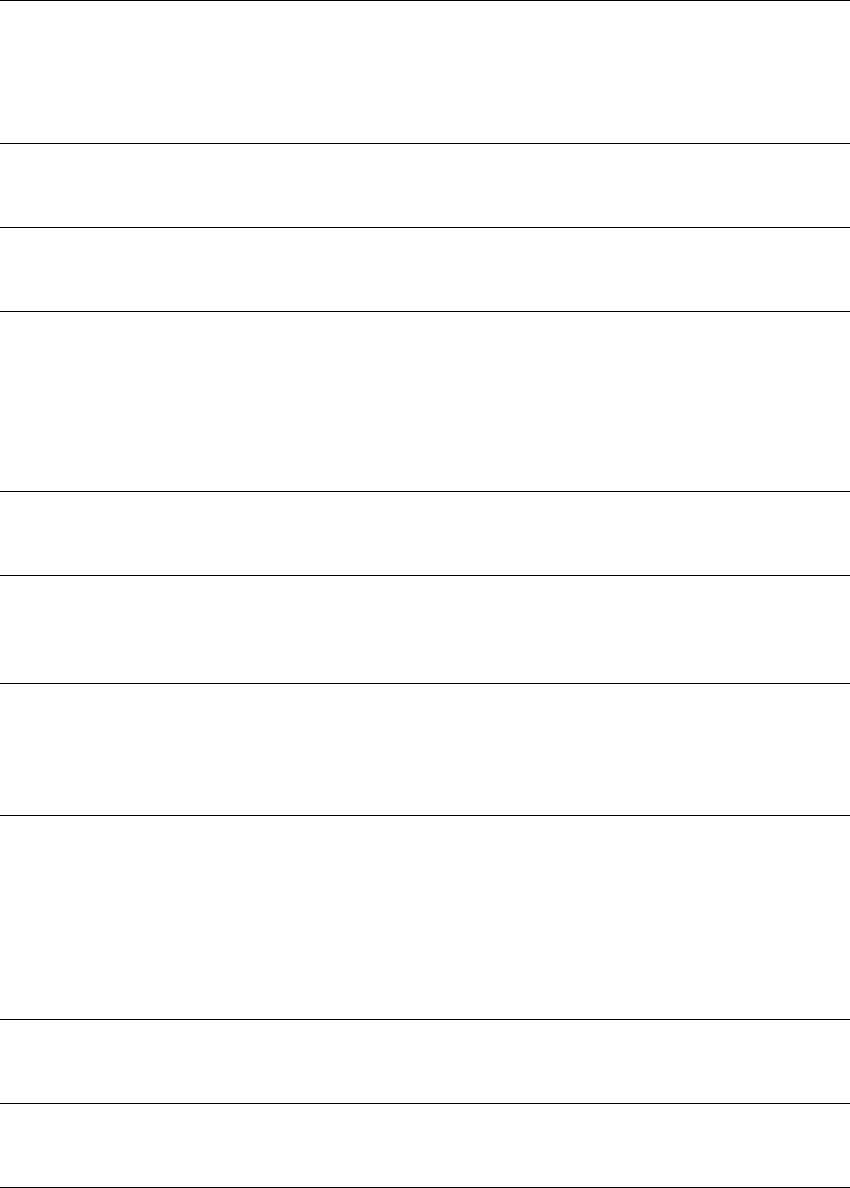
Konieczna jest weryfikacja
uzbrojenia przynajmniej dla
jednej pozycji odbioru.
dana strona biała: 500 -500
zielona: --
czerwona: wył.
żółta: 500 - 500
zielona: wył.
Wyposażenie w pipety jest nie-
kompletne.
dana strona biała: 500 -500
zielona: --
czerwona: wył.
żółta: wł.
zielona: wł.
Ostatnia, dostępna pozycja od-
bioru jest stosowana albo brak
jest jakiejkolwiek pozycji odbio-
ru dla tego podzespołu. Auto-
mat produkuje nadal, dopóki
dostępne są inne podzespoły
do montażu.
dana strona biała: 100 -200
zielona: --
czerwona: wył.
żółta: wł.
zielona: wł.
Poziom napełnienia pozycji od-
bioru albo modułu Dip jest niski.
dana strona biała: 100 -200
zielona: --
czerwona: wył.
żółta: wł.
zielona: wł.
Jedna z płytek drukowanych
nie może zostać przetranspor-
towana do następnego obsza-
ru.
dana strona biała: wł.
zielona: --
czerwona: wył.
żółta: 500 - 500
zielona: wył.
Na przenośniku wprowadzają-
cym nie można odczytywać
kodu kreskowego płytek druko-
wanych. Operator musi ręcznie
wkładać płytkę drukowaną.
dana strona nieskonfigurowany czerwona: wył.
żółta: 500 - 500
zielona: wył.
Automat został automatycznie
zatrzymany z powodu nieskon-
figurowanego
zdarzenia, np. usterki transpor-
towej. Nieskonfigurowane zda-
rzenia, powodujące zatrzyma-
nie maszyny, nie zostaną tutaj
uwzględnione.
obie strony biała: wł.
zielona: wył.
czerwona: wył.
żółta: 500 - 500
zielona: wył.
Produkcja została automatycz-
nie zatrzymana (np. brak po-
dzespołu do pobrania).
dana strona biała: wł.
zielona: wył.
czerwona: wył.
żółta: 500 - 500
zielona: wył.
Automat wykonuje funkcję
ręczną, wywołaną przez opera-
tora.
biała: 100 -1000
zielona: 700 - 700
czerwona: wył.
żółta: wył.
zielona: 500 - 500
Znaczenie Strona maszyny Stan - dwukolorowa
(biały/zielony)
Stan - trójkolorowa
(czerwona/żółta/
zielona)
5 Zadania przy maszynie Instrukcja eksploatacji E by SIPLACE
5.8 Lampy sygnalizacyjne z sygnałem akustycznym Od wersji oprogramowania SC 712.1 Wydanie 05/2019
226
5.8.2.1 Informacje podstawowe
5
5.8.2.2 Częstotliwości migania
5
5
5.8.2.3 Priorytety
5
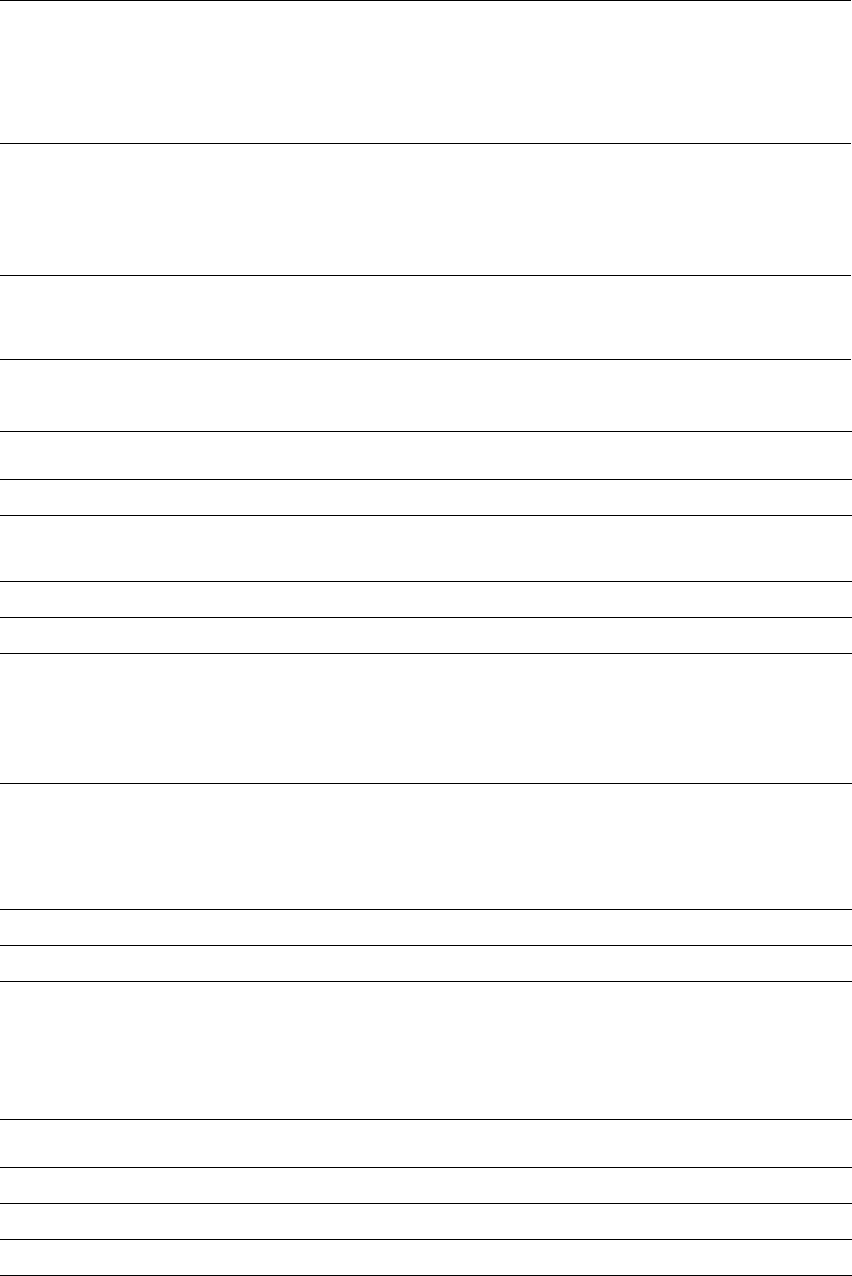
Automat został zatrzymany z
powodu błędu pomiaru znacz-
nika (np. płytka obwodu druko-
wanego, stół, moduł podajniko-
wy).
obie strony biała: wł.
zielona: wył.
czerwona: wył.
żółta: 500 - 500
zielona: wył.
Obwód bezpieczeństwa nie
jest zamknięty.
dana strona biała: wł.
zielona: wył.
czerwona: wł.
żółta: wył.
zielona: wył.
Znaczenie Strona maszyny Stan - dwukolorowa
(biały/zielony)
Stan - trójkolorowa
(czerwona/żółta/
zielona)
Stan Znaczenie
wył. Brak ostrzeżeń i alarmów
Miga Ostrzeżenie, częstotliwość jest różna w zależności od ostrzeżenia
wł./wył. w milisekundach
wł Alarm
-- Opisany stan nie ma wpływu na daną lampę.
Miganie normalne Zielona lampka sygnalizacyjna: 700 ms wyłączenie, 700 ms
włączenie
Biała lampka sygnalizacyjna: 500 ms wyłączenie, 500 ms włącze-
nie
Krótkie miganie 100 ms wł., 1000 ms wył.
Szybkie miganie 100 ms wł., 200 ms wył.
Rodzaj ostrzeżenia Priorytet
Definicja dla szybkiego migania Najwyższy
Definicja dla normalnego migania Średni
Definicja dla krótkiego migania Najniższy

Instrukcja eksploatacji E by SIPLACE 5 Zadania przy maszynie
Od wersji oprogramowania SC 712.1 Wydanie 05/2019 5.9 Zakończenie jednej zmiany i rozpoczęcie nowej
227
5.8.2.4 Czas reakcji
Każda zmiana stanu maszyny jest w ciągu trzech sekund wyświetlana lampkami sygnalizacyj-
nymi.
5.9 Zakończenie jednej zmiany i rozpoczęcie nowej
5.9.1 Czynności po zakończeniu zmiany
W odpowiednim momencie spleć pasy. Po rozpoczęciu nowej zmiany roboczej nie ma po-
trzeby natychmiastowego napełniania modułów podajnikowych. Ogranicza to zwiększone
przestoje.
Kończąc zmianę roboczą, przekaż kolejnemu operatorowi ważne informacje. Mogą to być np.
informacje o zmianach w programie uzbrajania. W tym celu należy również przeczytać listę
czynności opisanych w rozdziale
5.13, strona 244.
Przeprowadź kontrolę wyposażenia.
Upewnić się, że moduły podajnikowe są wyposażone w odpowiednie podzespoły, znajdują
się one na odpowiednich stanowiskach na stole wymiennym i że szerokości kroków transpor-
towych są prawidłowo ustawione.
Wyczyścić następujące podzespoły linii:
Opróżnić pojemnik zrzutowy i ostrożnie wyczyścić odkurzaczem otoczenie pojemnika.
Ostrożnie oczyścić odkurzaczem zmieniacz pipet, moduły podajnikowe i stół wymienny.
Opróżnić pojemniki na pasy odpadowe. Przestrzegać przy tym wskazówek bezpieczeństwa
podanych w rozdziale 5.9.2
, strona 228.
Opróżnić wanienkę zbiorczą kołpaka maszyny.