3_AVS-V2_MCT-UM-internal_EN_07-2019 - 第180页
ASM AVS - U SER M ANUAL P AGE 180 OF 182 7.5 How to me asur e gluei ng mach ine The MCA -mea surem ent star ts with hea d 3 . The mo de m ust be p ut o n 3 for t hese ste ps in t he cha ract er istic of the used adhe siv…
ASM AVS - USER MANUAL
PAGE 179 OF 182
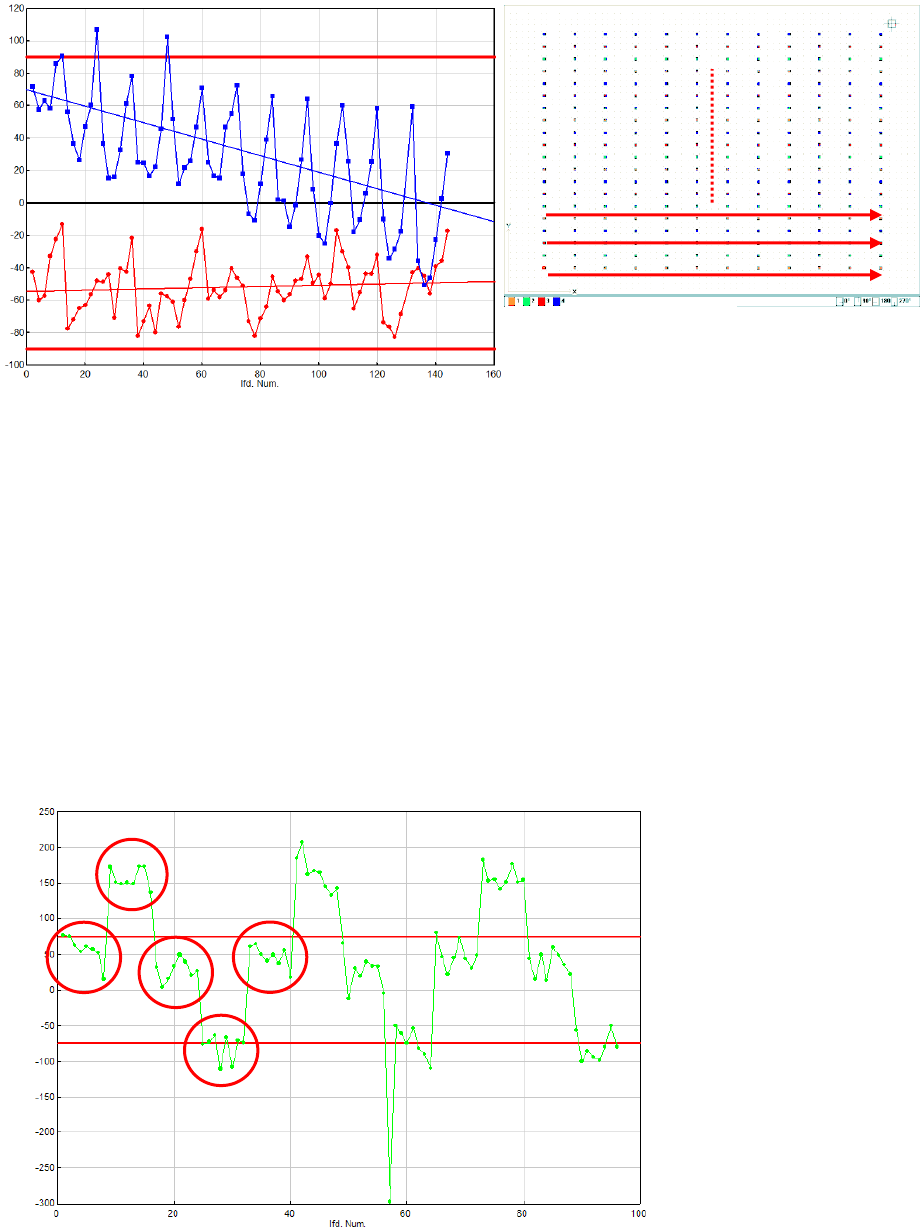
If, however, measurement is performed row-by-row without any change in direction, the
global trend of the individual values is overlaid by a further trend within a head cycle.
One could conclude from this that the segment offset on the head is not calibrated correct-
ly, but the measurement sequence in Y causes the rising value of the Y offset resulting from
the angle of the gantry to increase with every measurement in a head cycle, to then return
to the minimum value at segment 1 (left).
This results in a saw-tooth pattern.
(3) Trend for a segment offset?
The chart below shows a typical curve for a segment offset on a 12-segment C&P head.
The groups of individual measurements placed by one segment can be clearly seen. An "out-
lier" can also clearly be seen on segment 8.
Measuring sequence
ASM AVS - USER MANUAL
PAGE 180 OF 182
7.5 How to measure glueing machine
The MCA-measurement starts with head 3.
The mode must be put on 3 for these steps in the characteristic of the used adhesive to get points
of high quality.
Head 3 and the heads 1 / 2 have to be programmed with characteristics in that way, that the pro-
gramme only can be achieved by head 3.
If the measurement and correction is completed at head 3, the characteristic lines of head 3 and
the heads 1 / 2 are going to be exchanged now, i.e. the programs can be achieved now only with
the heads 1 / 2.
a) correction on head 3:
The mean average value deviation is caused by a camera offset.
Therefore the measured value must be subtracted from the given offset of camera 1 in the "re-
al.ma".
See table above.
b) Korrektur Kopf 1 / 2:
The mean average value deviation is caused by a head offset.
For each head in the "real.ma" a minimal (position 1) and a maximum (position 2) head offset ex-
ists. The measured mean average value deviation for each head has to be add to the head offsets.
Die Bestückgenauigkeit wird für Kleberköpfe 1 und 2
gemeinsam und für den Kleberkopf 3 separat nach-
gewiesen.
The placement accuracy will be verified for
dispenser head 1 and 2 together and separate
for dispenser head 3.
Klebeparameter / dispensing parameters :
Klebertyp * / glue type *
Heraeus PD922
Heraeus PD86-002
Dosierstufe / dispensing level
1
1
Viskozahl / visco number
0
0
Temperatur / temperature
33°C
30°C
Dosierdüse / dispenser nozzle
0.44 mm
0.44 mm
Abstandhalter / spacer
0.1 mm
0.15 mm
* es kann auch ein ähnlicher Kleber benutzt werden / a similar glue type also can be used
Klebung für Einfachtransport :
Plattenabmasse : 300mm x 300mm
Anzahl Positionen : 224
Punktmatrix : 16 x 14
Punktabstand : X=10mm auf Y=10mm
Klebeprogramm : kleb_mfu.la
dispensing for single conveyor :
dimension of board : 300mm x 300mm
number of positions : 224
dot array : 16 x 14
dot distance : X=10mm by Y=10mm
dispenser program : kleb_mfu.la
ASM AVS - USER MANUAL
PAGE 181 OF 182