Heller维修手册 - 第103页
100 d 、 参见 “标准和可选设备操作指南” 一章 第 VI 部分, 第 59 页 ,进 行电动机转速控制器的过载电流限值设定。 E 、电动机转速控制器 1 、从“ 窗 口” ( W indow )菜单选择 “控制区设置” ( C hannel Setup ) 。检 查确认 PV 为零,输出为 100 %。 2 、在电动机转速控制器上(安装在电气面板上) ,测量“ A +”和“ A -” 端子之间的直流输出电压。 该 电压应为约 7…
99
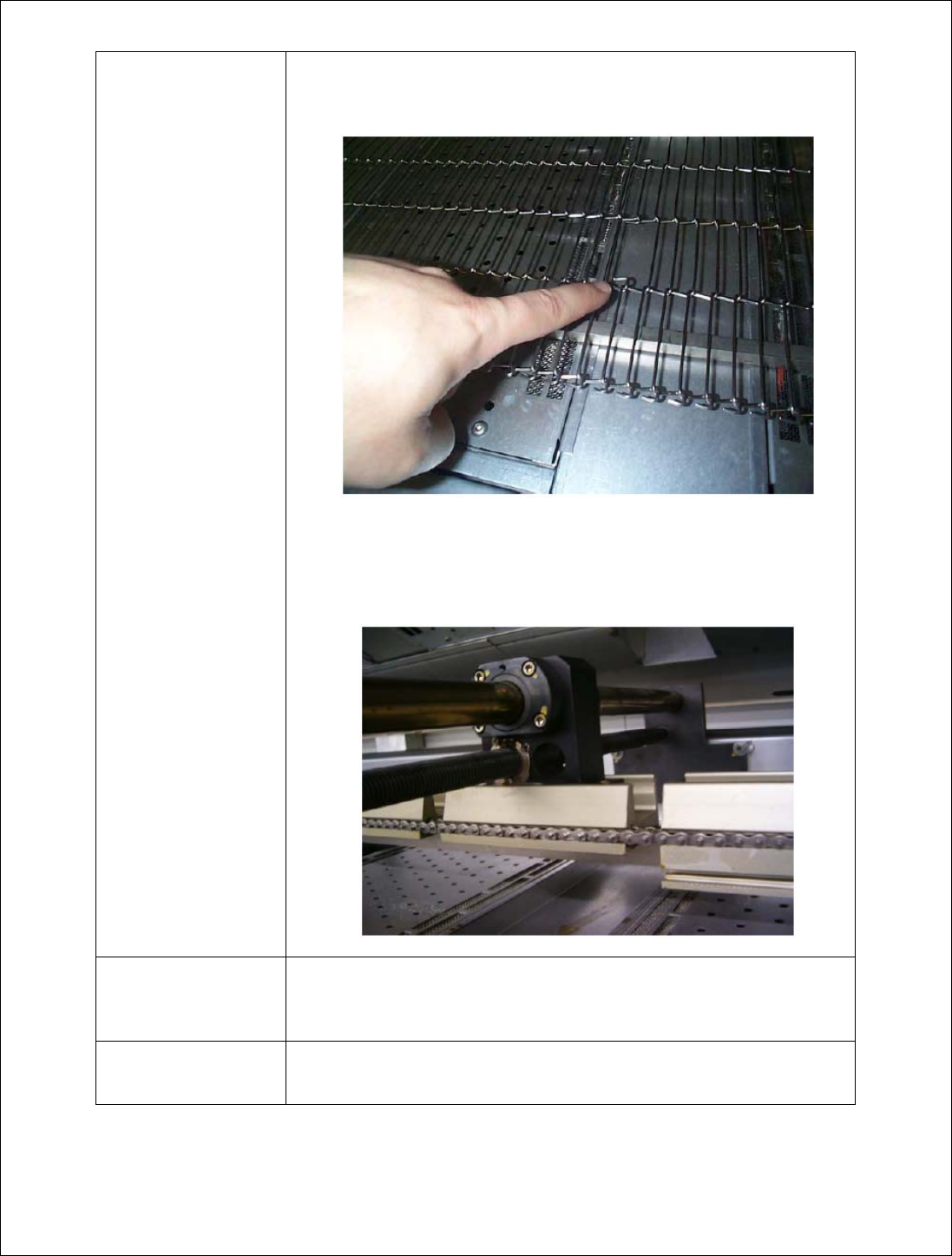
a、网带弯曲或缠绕。特别是检查网带接合夹和网带张紧处。如果网
带已拉伸,用尖嘴钳从网带上取下主链节。
检查确认可调节轨道的底部与网带之间的间隙,特别是当移动的可调
节轨道直接在网带支撑杆上方时。如果 1800 或 1900 型的网带与中心架下
的轨道摩擦,可以调节中心架的高度:拧松四个安装螺钉,升高中心架,
重新拧紧螺钉。
b、链轮齿或链条过润滑会引起“发粘”。如果润滑油进入链轮中的
oilite(青铜)轴承,应将链轮拆下并清洗。
c、磨损的链轮齿、轴承或轴肩螺钉。
轮齿磨损或断裂的链轮、磨损的轴承或轴肩螺钉应予以更换。
100
d、参见“标准和可选设备操作指南”一章
第
VI
部分,第
59
页
,进
行电动机转速控制器的过载电流限值设定。
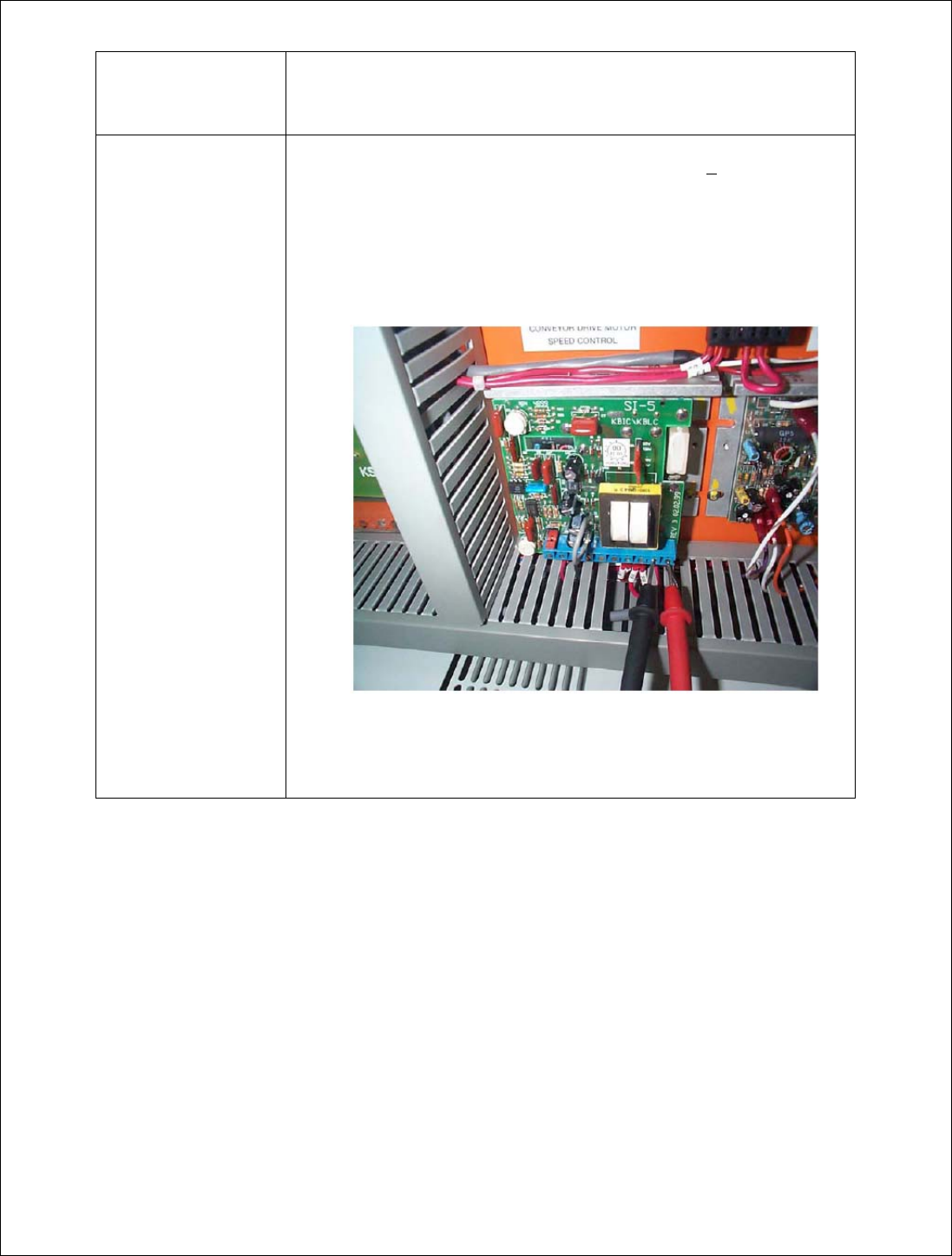
E、电动机转速控制器
1、从“窗口”(Window)菜单选择“控制区设置”(C
hannel Setup)。检
查确认 PV 为零,输出为 100%。
2、在电动机转速控制器上(安装在电气面板上),测量“A+”和“A
-”端子之间的直流输出电压。该电压应为约 70V。如果是 0V,然
后测量“L1”和“L2”端子之间的交流电压。该电压应为约 230V。
还应测量“SIG”和“COM”端子之间的信号电压。
100%输出时应为直流+5.00V。如果交流电压或信号电压为零(0V),
然后检查电动机转速控制器的接线。
(
参见主电气配线示意图
)
101
可调节输送带(EHC)和网带直流电动机控制器调节
本节规定电气面板上的回流炉可调节输送带(EHC)和网带系统的电动机控制器的校准程序。(CP#4491)
应在回流炉已接通电源,可调节输送带(EHC)和网带系统的计算机控制已建立之后,执行本校准程序。
应按以下顺序执行校准:
1、 最低(MIN)速度微调电位计调节。
2、 最高(MAX)速度微调电位计调节。
3、 电流限值调节。
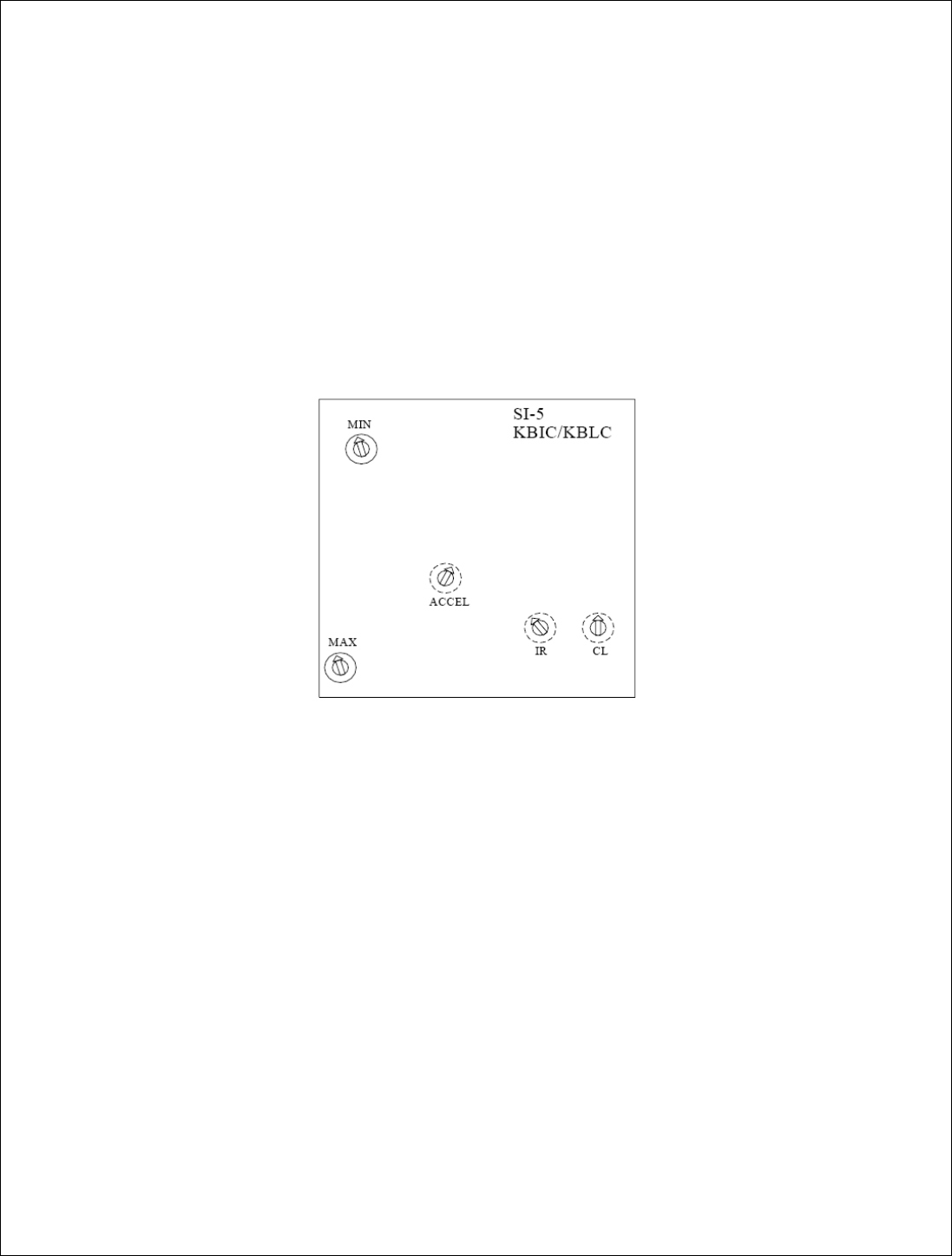
在开始所有调节之前,检查确认控制器上的“ACCEL”微调电位计转至 1 点钟位置,“IR”微调电位计
转至 10 点钟位置,“CL”微调电位计转至 12 点钟位置(参见
图
15)。
电动机转速控制器
图
15
I、 最低速度调节。
A、 调节最高和最低速度微调电位计至最大设定值(顺时针满转),并调节电流限值微调电位
计(CL)至其调节范围的中间值(12 点钟位置)。
B、 设定可调节轨道宽度至样板宽度。(模板、边缘宽度板,等…)
C、 确认电动机控制器已接通电源。
D、 在软件应用程序中,将计算机控制速度的设定值置为 0 厘米/分钟。(零功率)
E、 观察输送带系统,注意系统中的任何移动。
F、 如果输送带系统在移动,沿逆时针方向缓慢调节最低速度微调电位计,直至输送带系统停
止移动。
G、 在软件应用程序中,将计算机控制速度的设定值置为 19 厘米/分钟。(~10%功率)
H、 观察输送带系统,检查系统中的移动。
I、 如果输送带系统未移动,沿顺时针方向缓慢调节最低速度微调电位计,直至输送带系统开
始移动。
J、 必要时重复以上步骤。