Heller维修手册 - 第105页
102 II、 最高速度调节。 仅在最低速度调节完成后才能执行该校准。 A 、 在软件应用程序中, 将带速设定点置为 18 8 厘米 / 分钟。 缓慢调节最高速度微调电位计 PV = 188 , OP = 100 %。 从而顺时 针 (升高速度或降低 OP %) 或逆时针 (降低速度或升高 OP %) 调节最高速度微调电位计。 B 、 将样板放在可调节输送带( EHC ) 和 网带上, 使用任意的参考 标识, 记录板速。将计算的 速度(…
101
可调节输送带(EHC)和网带直流电动机控制器调节
本节规定电气面板上的回流炉可调节输送带(EHC)和网带系统的电动机控制器的校准程序。(CP#4491)
应在回流炉已接通电源,可调节输送带(EHC)和网带系统的计算机控制已建立之后,执行本校准程序。
应按以下顺序执行校准:
1、 最低(MIN)速度微调电位计调节。
2、 最高(MAX)速度微调电位计调节。
3、 电流限值调节。
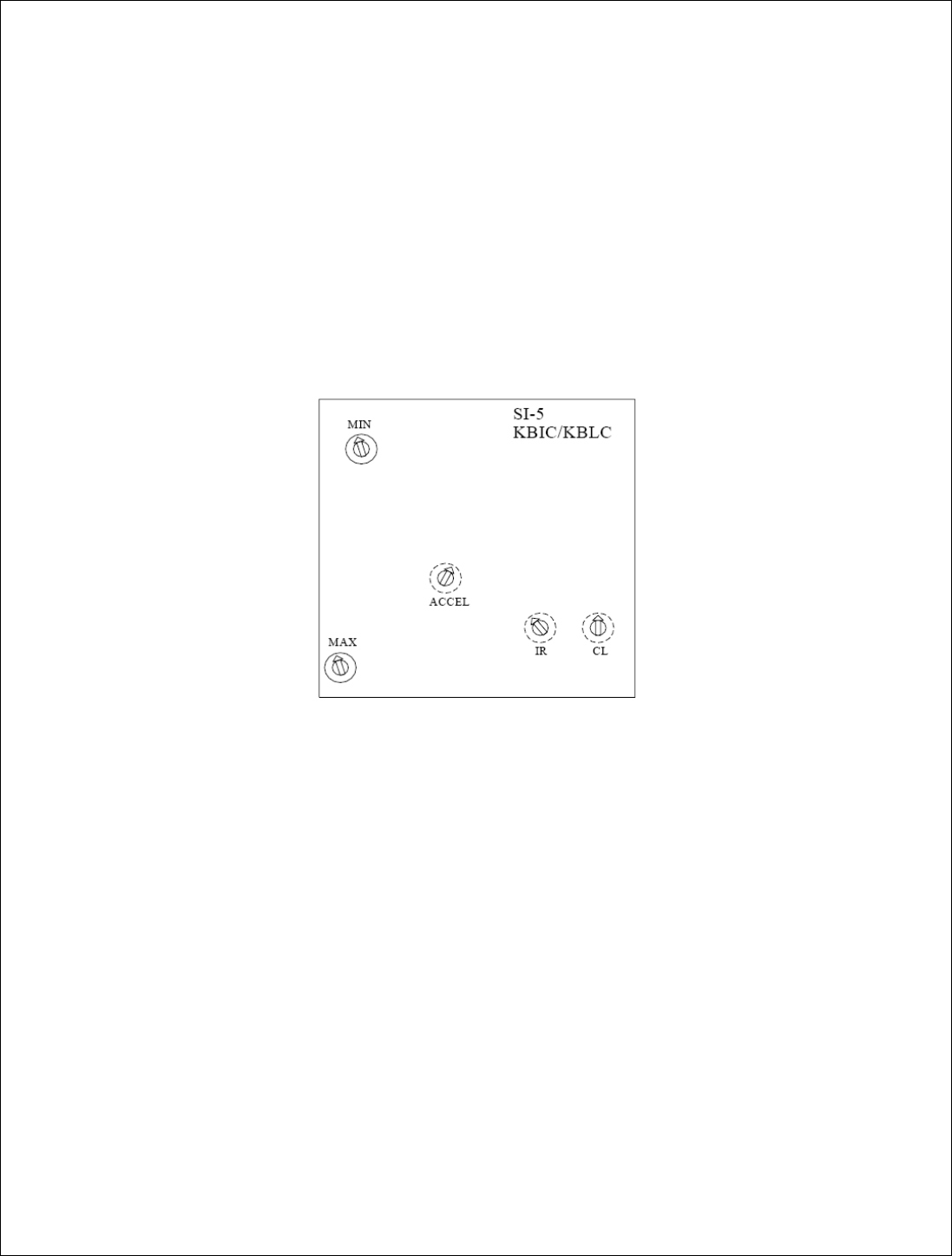
在开始所有调节之前,检查确认控制器上的“ACCEL”微调电位计转至 1 点钟位置,“IR”微调电位计
转至 10 点钟位置,“CL”微调电位计转至 12 点钟位置(参见
图
15)。
电动机转速控制器
图
15
I、 最低速度调节。
A、 调节最高和最低速度微调电位计至最大设定值(顺时针满转),并调节电流限值微调电位
计(CL)至其调节范围的中间值(12 点钟位置)。
B、 设定可调节轨道宽度至样板宽度。(模板、边缘宽度板,等…)
C、 确认电动机控制器已接通电源。
D、 在软件应用程序中,将计算机控制速度的设定值置为 0 厘米/分钟。(零功率)
E、 观察输送带系统,注意系统中的任何移动。
F、 如果输送带系统在移动,沿逆时针方向缓慢调节最低速度微调电位计,直至输送带系统停
止移动。
G、 在软件应用程序中,将计算机控制速度的设定值置为 19 厘米/分钟。(~10%功率)
H、 观察输送带系统,检查系统中的移动。
I、 如果输送带系统未移动,沿顺时针方向缓慢调节最低速度微调电位计,直至输送带系统开
始移动。
J、 必要时重复以上步骤。
102
II、 最高速度调节。
仅在最低速度调节完成后才能执行该校准。
A、 在软件应用程序中,将带速设定点置为 188 厘米/分钟。缓慢调节最高速度微调电位计 PV
=188,OP=100%。从而顺时针(升高速度或降低 OP%)或逆时针(降低速度或升高 OP%)
调节最高速度微调电位计。
B、 将样板放在可调节输送带(EHC)和网带上,使用任意的参考标识,记录板速。将计算的
速度(距离/时间,单位:厘米/分钟)与计算机设定值相比较。(容差±1.2 秒)
C、 如果计算速度并非 188 厘米/分钟(等于 PV),检查回流炉系统设置向导中的带速控制参数
(第 4 页)。
D、 如果计算速度小于 188 厘米/分钟,而且最高速度微调电位计处于最大设定值,则更换电
动机转速控制器。
设定最低速度和最高速度微调电位计之后,设置带速设定点=90 厘米/分钟,并观察 OP%应在
48%左右。如果不是,则再次调节最低速度和最高速度设定值。
完成速度调节后,以不同速度测试输送带系统,并将计算值与计算机设定值相比较。
III、 电流限值调节。(仅适用于无离合器操作系统)
应仅在最低和最高速度调节完成后执行该校准。传输力的理想阈值是 30 至 40 英寸磅。这
是使得传输电动机控制器停止(电流限值)输送带系统所需的力。
A、 在软件应用程序中,将计算机控制速度的设定值置为 90 厘米/分钟。(50%功率)。
B、 对于无离合器操作,使用 10-100 英寸磅范围、3/8”口径的扭矩扳手,以及 5/8”开
口端、3/8”口径的开口扳手。设定扭矩扳手为 40 英寸磅。
C、 注意先出现哪种情况:输送带停止,或扭矩扳手指示 40 英寸磅。
D、 如果扳手在输送带停止之前指示,逆时针转动微调电位计,降低电流限值的阈值。
E、 如果输送带在扳手指示之前停止,则顺时针转动微调电位计,增加阈值。
F、 重复步骤 B 至 E,直至输送带速度设定值为 60 厘米/分钟时,扭矩扳手指示 35 至 40
英寸磅。
完成电流限值调节后,以不同速度测试输送带系统,检查是否测力计读数在 30 至 40 英寸磅的范
围之内。
。
103
F、低压问题
参见
I.A
部分,第
73
页。
G、二次电源
参见
I.B
部分,第
74
页。
XV.输送带没有以正确
速度运行或没有保持恒
定速度。
检查:
A、硬件
1、按照 XIV.D
部分,第
98
页
的说明,检查输送带是否有机械卡死。
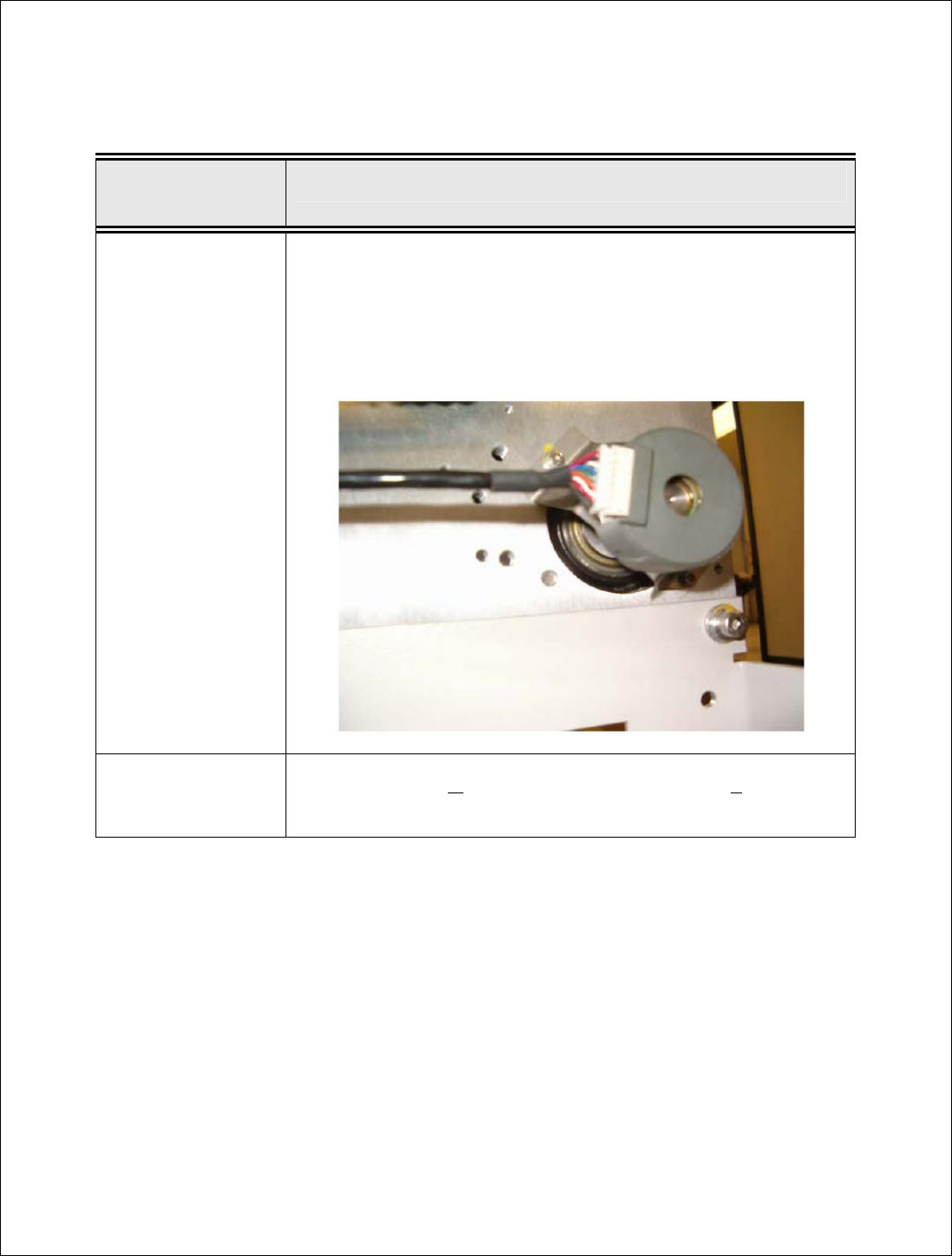
2、检查确认编码器上的紧定螺钉已拧紧。
3、确认编码器的接线与两端牢固连接,即编码器端和 HC1-X 控制器
的连接端。
B、软件
1、 从“窗口”(W
indow)菜单上选择“控制区设置”(Channel Setup),
并选择“带 1 速度控制区”。检查确认以下数值: