Heller维修手册 - 第109页
106 D 、 Q30 输送带驱动电动机可能故障或过载。参见 第 XIV 部分,第 97 页 。 XVIII .氮气管理(标准) A 、特征与控制 如果回流炉配有氮气惰性气氛,容量为 10 0PS I ( 6.8 个大气压)和 2000SCFH ( 56 m 3 / 小时)的氮气供应 管路应连接至氮气输入口。 该管路应采用配有 1/2” NPT 接头 的 3/4” 铜管或同等管件。 氮气应从最低纯度为含 氧量 5 - 10 PPM 的低…
105
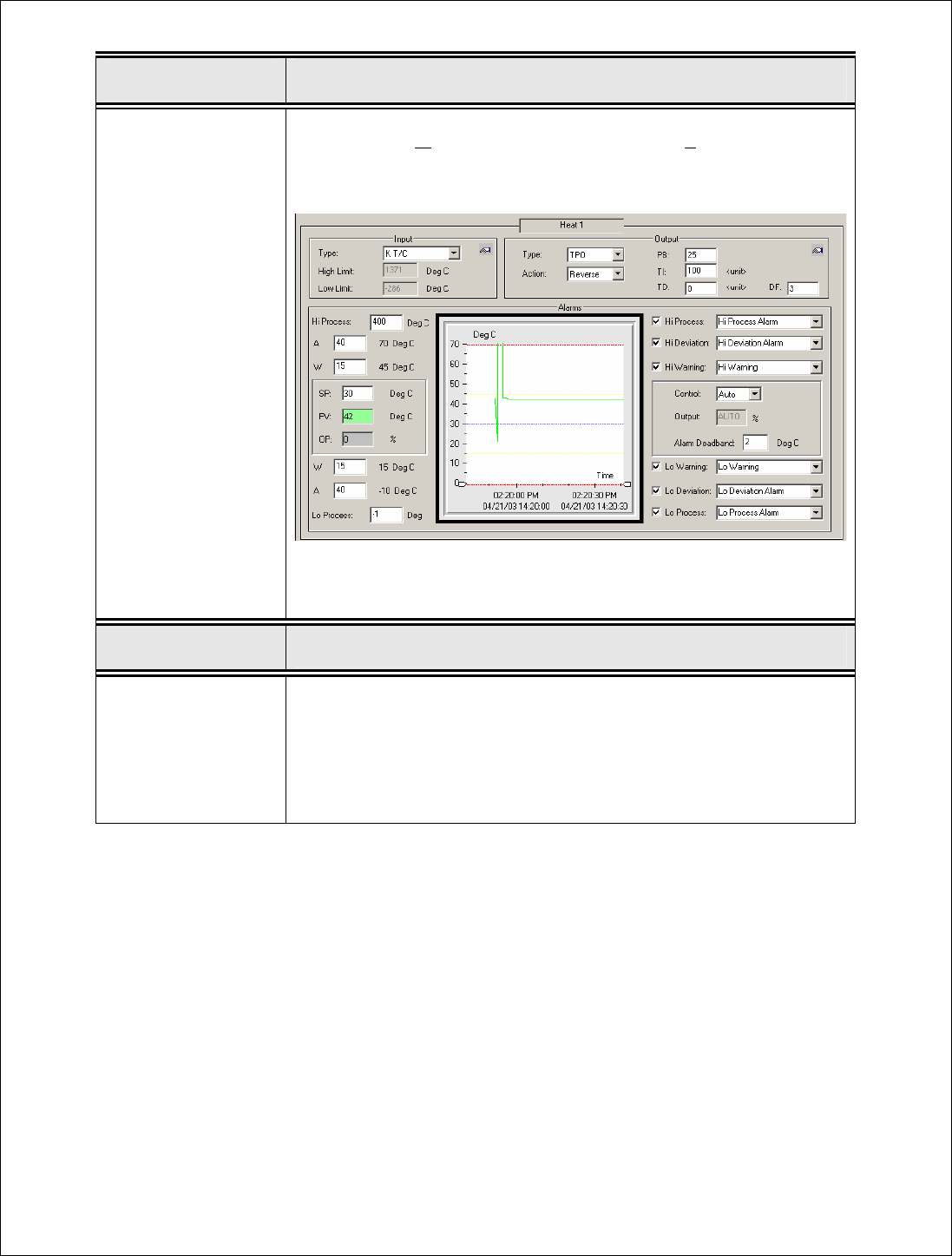
XVI.回流炉始终处于警
告状态
检查:
从“窗口”(W
indow)菜单选择“控制区设置”(Channel Setup),检查
确认警告偏差设定大于死区值。死区值在工厂中设定为 2。检查确认显示警
告信息的任何控制区中的这些设定值。
XVII.回流炉断路器断
开。
检查:
A、加热器断路器
B、Q29
C、Q31
加热器或配线可能接地短路。参见
第
III
和
IV
部分,第
82
、
85
页
。
24V 直流电源可能有故障,应予以更换。
计算机插口的熔断电流为 6 安培,仅用于计算机和显示器。不要从该插
口运行任何其它设备。
106
D、Q30
输送带驱动电动机可能故障或过载。参见
第
XIV
部分,第
97
页
。
XVIII.氮气管理(标准)
A、特征与控制
如果回流炉配有氮气惰性气氛,容量为 100PSI(6.8 个大气压)和 2000SCFH(56m
3
/小时)的氮气供应
管路应连接至氮气输入口。该管路应采用配有 1/2”NPT 接头的 3/4”铜管或同等管件。氮气应从最低纯度为含
氧量 5-10 PPM 的低温气源中以气态供应。
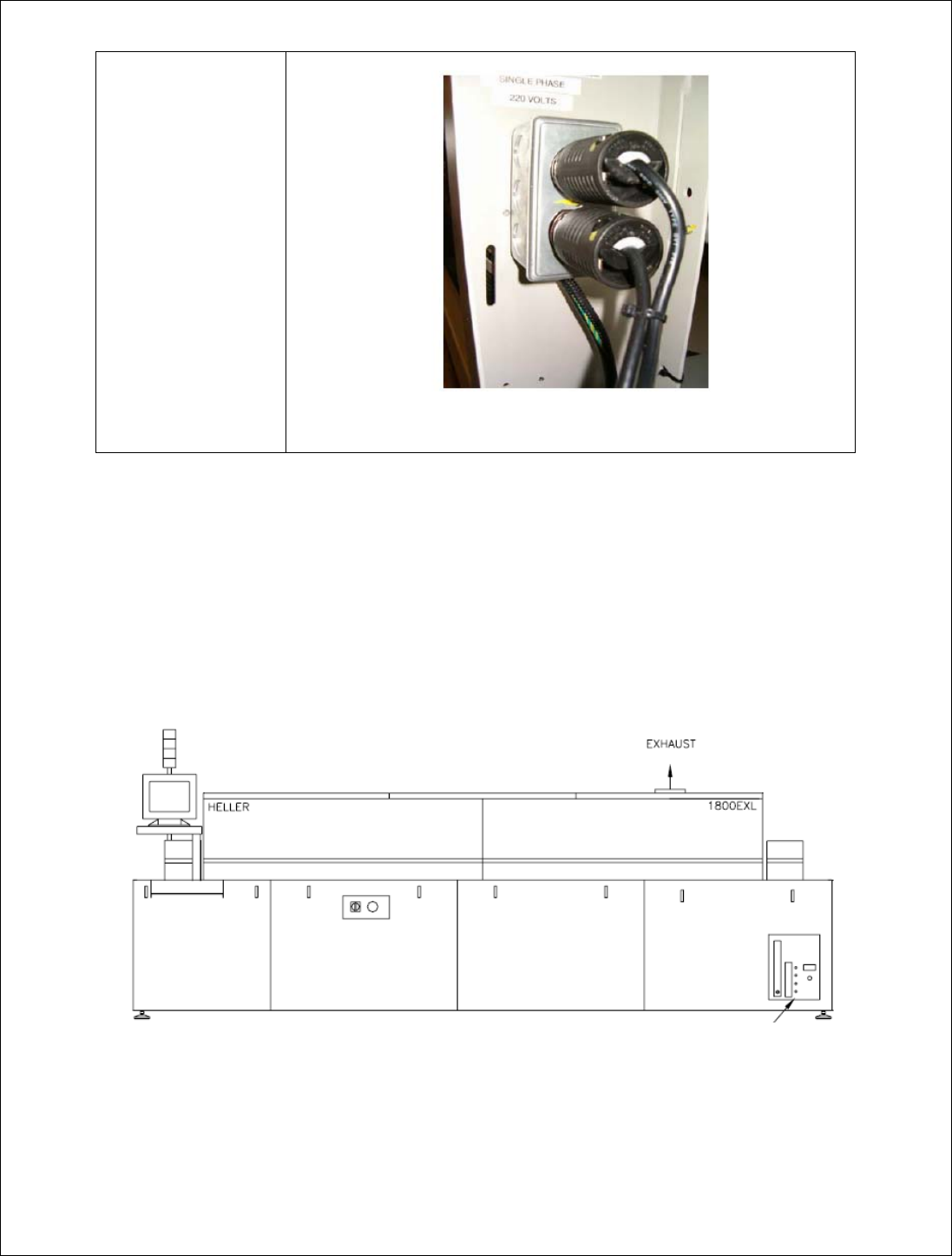
Heller 回流炉系统采用单个的 1800SCFH(51m
3
/小时)流量计,以控制回流炉中氮气供应的速度(参见
图
16)。
排气管
氮气控制器位于回流炉的出口端
图
16
107
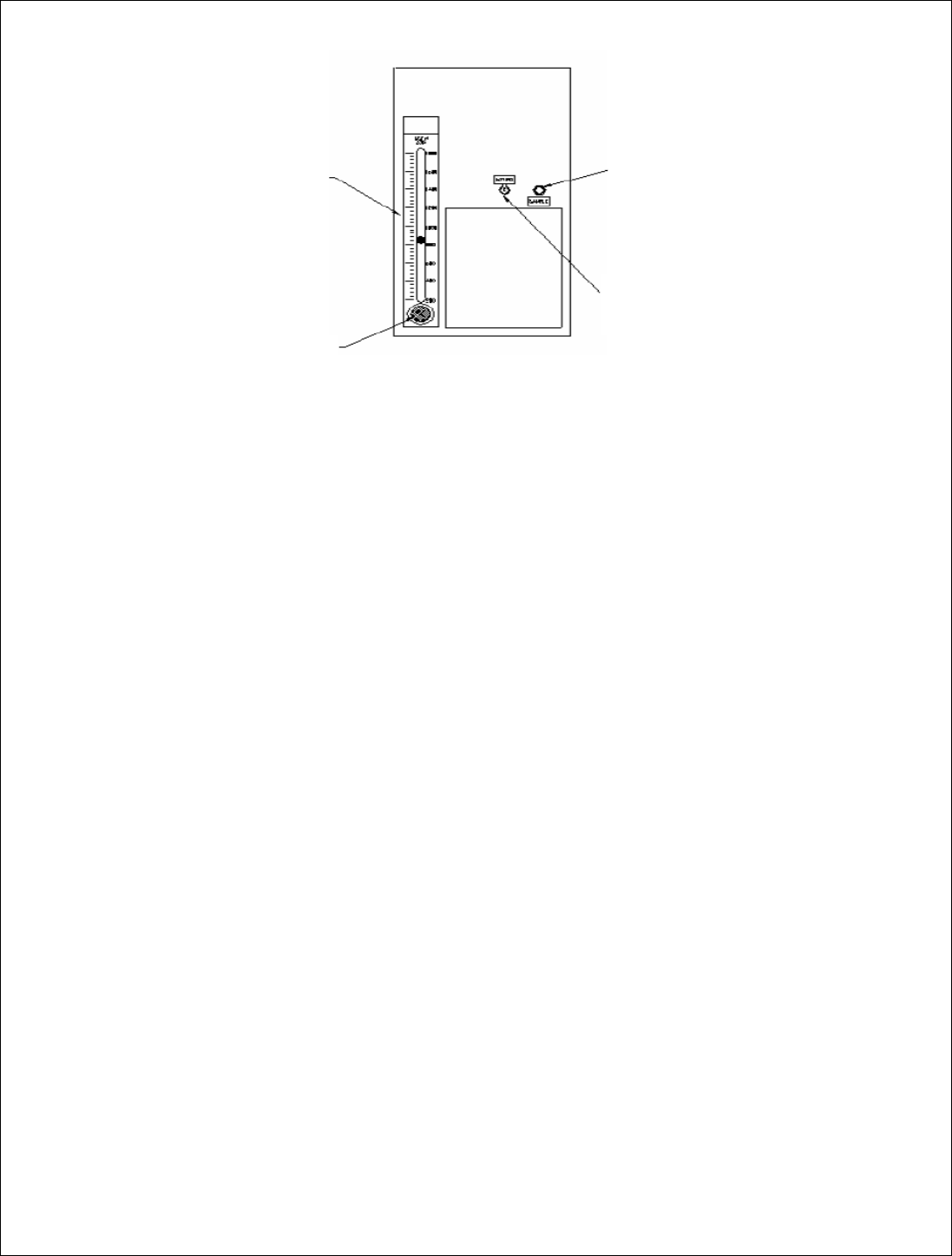
主流量计 取样端口(可选)
氮气开关(可选)
控制旋钮
图
17
采用毛刷和柔性气氛挡板使通道的开口最小。应调节上挡板的高度使之尽可能低,但是不要接触到在回
流炉进口端的电路板。在回流炉出口端可以调节到与电路板接触,但不要阻碍其行进。通道开口大小对氮气
的消耗量具有显著影响。较小的开口可以降低氮气消耗率。电路板的宽度也会影响氮气的消耗量。对于较窄
的电路板,维持理想的氧气 PPM 水平所需的氮气较少。
回流炉工作时要求的氧气 PPM 水平很大程度上取决于焊膏中使用的助焊剂类型。应准确依照焊膏制造商
对温度曲线和氮气水平的指导说明。对于大多数应用,可以接受 100-500PPM。有些应用则可能高达 1000
-2000PPM。
下一节举例说明处理 6”(15 厘米)宽电路板的回流炉获得的流速和氧气 PPM 水平。更大的电路板相应
成比例地需要更大的流速。
B.操作
调节主流量计至满流速【约 1800SCFH(51m
3
/小时)】。流量计底部的黑色旋钮(参见上面
图
17)控制流
量。流速通过流量计内球体中心的位置进行测量。
在预热过程中,允许回流炉以该流速净化 10-20 分钟。现在回流炉气氛中的氧气浓度<50PPM。降低 流
速至约 1000SCFH(28 m
3
/小时)。该流速将能典型地维持氧气 PPM 水平在 25 至 100 之间。
在回流区安装有取样管使得可以监控氧气 PPM水平。用氧气分析仪可以监控实际水平。在标有“SAMPLE”
(取样)字样的端口连接取样管(注意:连接至该端口的分析仪必须配有气泵,从回流炉中抽取样气。)
C.氧气分析仪选项
作为可选件,以上提到的气氛取样探针可以垂直插入装在回流炉基座内的氧气监控系统中,使得用户可
以持续监控炉内的氧气 PPM 水平。该分析仪在请求注意超标状况时,会激活可选的有声报警或可视报警。