Heller维修手册 - 第139页
136 年度维护 程序: OEM 手册参考(如果有) : 润滑可调节输送带的宽度调节传动链条(如果适用) 。 润滑可调节输送带传动链条(如果适用) 。 清扫回流炉内部的灰尘。 检验氧气分析仪的校准。 参考氧气分析仪手册第 6 部分。 注意: 1、 本计划表适用于每星期工作 5 天、每天工作 8 小时 的回流炉。 2、 链条清洁程序: 在每根链条上标明具体拆自哪个轨道。 将 链条卷成 “金字塔” 形状 (参见 图 5 )并 固 定两端使之…
135
XII.预防性维护(PM)计划表
每星期维护
程序: OEM 手册参考(如果有):
对 Gen-5 和 Gen-9 助焊剂系统,运行“自动清洗”(Auto
Clean)配方。对 Gen-5 空气和氮气炉参见本维护程序中
的
第
XIII
节,第
137
页
。对 Gen-9 助焊剂系统的维护,
参见本维护程序中的
第
XIV
节,第
141
页
。
在燃烧循环后清洗嗅探管(如果适用)。
对 Gen-9 助焊剂系统,更换冷却剂过滤器(如果适用)。
每月维护
程序: OEM 手册参考(如果有):
用轻质润滑油润滑方杆。
检查网带有无膨胀或拉紧。
润滑可调节轨道链条、轨道和中心板支撑链条(如果适
用)。
检查可调节轨道输送带有无对准。
清洗排气管道。
清除所有吸风机和外部风扇中的灰尘。
如果配有可调节轨道输送带,用溶剂或酒精清洗直径 1”
(25mm)的可调节轨道输送带支撑杆。不要在支撑杆上
添加润滑油。
用溶剂或酒精清洗丝杠。添加轻质润滑油。*
清除可调节轨道输送带(EHC)链轮齿上的任何碎屑堆积,
并添加轻质润滑油。
清洁回流炉的外部件,清除自动润滑系统可能在输送带进
口和出口面板上沉积的任何油脂(如果适用)。
用 Fantastic 或 409 清洗剂(或等效清洗剂)擦试回流炉的
着色表面。
清洁排气管和 ECM 冷却吸风机的叶轮。
如果配有 Gen 9 助焊剂系统,取下底部排液塞,排出堆积
的助焊剂。根据需要检查和清洁冷却盘。参见第 141 页。
如果配有氧气分监控仪,更换内嵌木炭过滤器。
*温度超过 80℃的情况下使用高温润滑油“Krytox”。
季度维护
程序: OEM 手册参考(如果有):
如果配有 Gen 5 助焊剂系统,清洗助焊剂收集托盘(参见
第 137 页)。
半年维护
程序: OEM 手册参考(如果有):
检验备用电池单元的工作(如果适用)。 参考备用电池手册“电源”中的“操作”部分。
目视检查可调节轨道输送带系统有无磨损的链轮齿。
激活紧急停止按钮,检查紧急停止电路。
136
年度维护
程序: OEM 手册参考(如果有):
润滑可调节输送带的宽度调节传动链条(如果适用)。
润滑可调节输送带传动链条(如果适用)。
清扫回流炉内部的灰尘。
检验氧气分析仪的校准。 参考氧气分析仪手册第 6 部分。
注意:
1、 本计划表适用于每星期工作 5 天、每天工作 8 小时的回流炉。
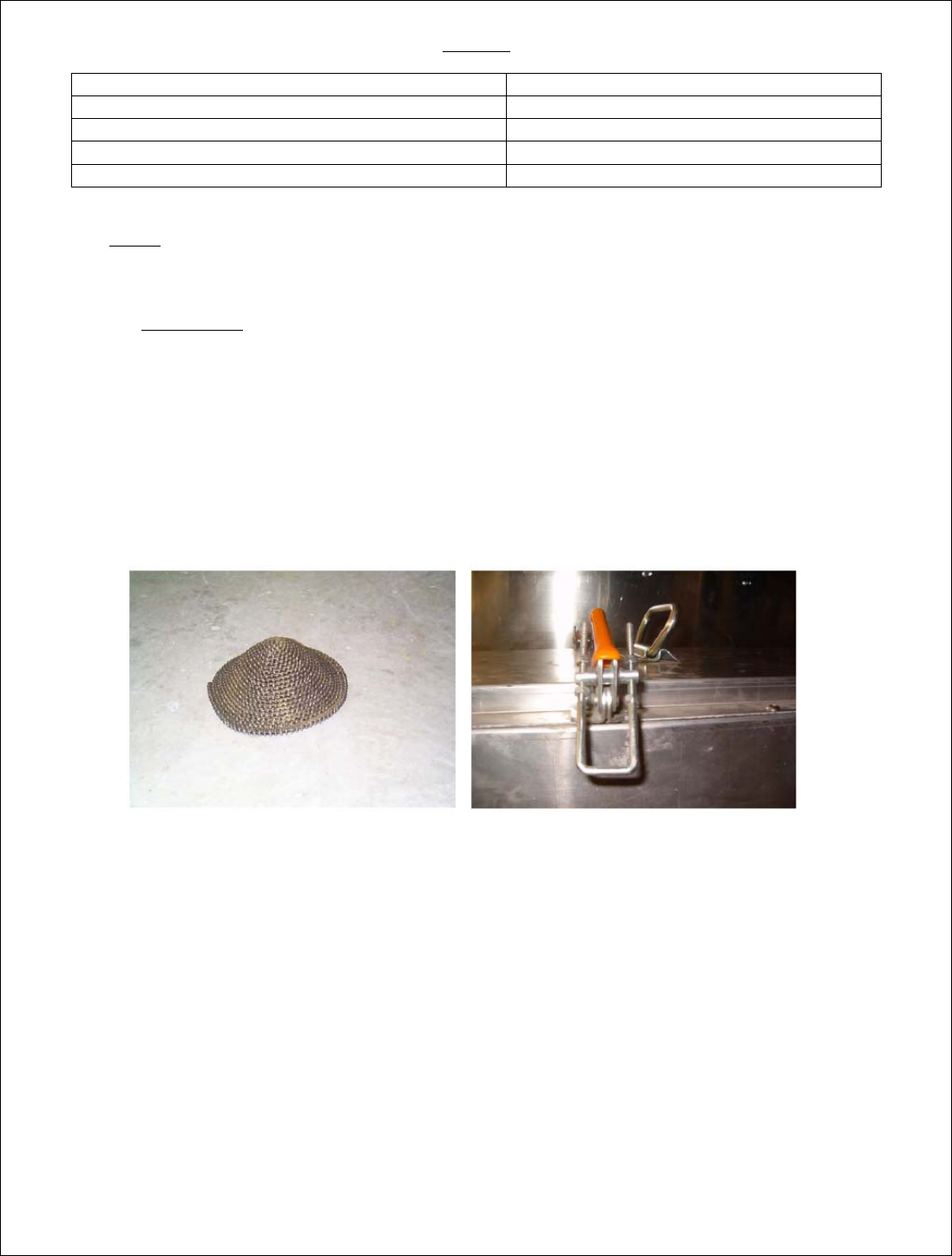
2、 链条清洁程序:在每根链条上标明具体拆自哪个轨道。将链条卷成“金字塔”形状(参见
图
5)并固
定两端使之不会松散。在 400℃温度下将链条烘烤 2 小时。
3、 对 Gen-5 助焊剂系统,松开两个助焊剂收集箱的所有 8 个固定夹,将助焊剂收集箱取下(参见
图
6),
并清洗助焊剂托盘。用 Alpha(Heller 零件编号 2110)助焊剂清洗剂和干净擦布清洗冷凝基座的内部。
清洗后,将助焊剂收集箱放回冷凝基座单元中的原来位置。
4、 对 Gen-9 助焊剂系统,参见
第
XIV
部分
,
第
141
页
的推荐清洁计划。
5、 在所有清洁溶剂和蒸汽从回流炉内排出之前,不要启动回流炉。打开罩壳,运行“唤醒”(Wakeup)
配方 20 分钟。
图
5
图
6
137
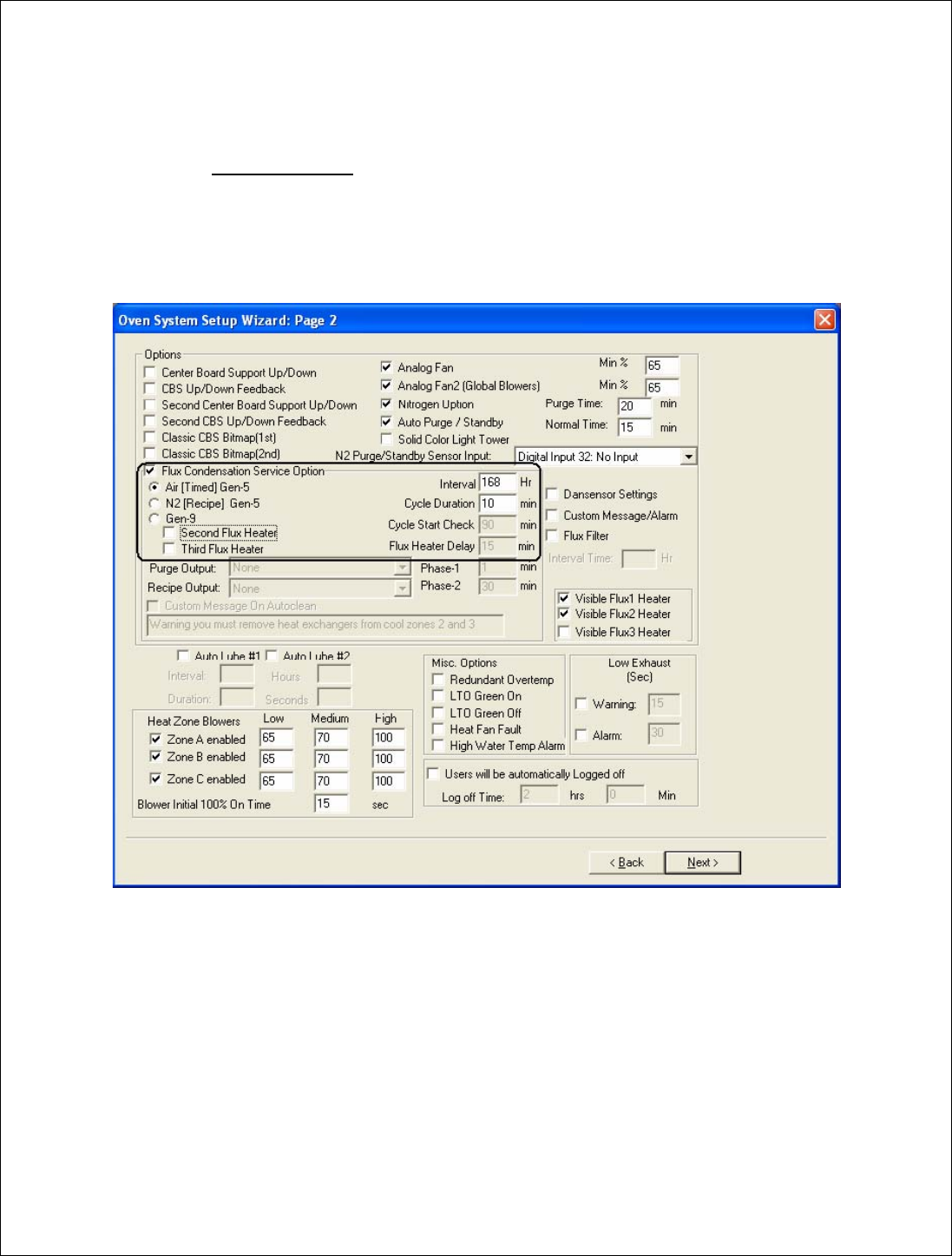
XIII.助焊剂收集操作与维护 Gen-V 系统:
A.空气助焊剂系统的操作,Gen-V(定时选项)
在软件中使用“定时”(TIMED)功能,设置自清洁功能。这将使自清洁功能每隔 168 小时激活 10 分钟。
仅在空气回流炉中使用该功能。
注意:168 小时代表每星期 7 天、每天 24 小时的生产时间。实际间隔和持续时间取决于处理的电路板数
量、电路板上的焊膏量,以及焊膏中使用的助焊剂的数量和类型。调节时间间隔和持续时间,以适应您的具
体要求。
1、
从程序菜单“回流炉工作站”选择“回流炉系统设置向导”。
2、 进入“回流炉系统设置向导”
第
2
页
。
3、 确认点选“助焊剂冷凝保养选项”复选框。
4、 在“间隔”(interval)框中输入 168 小时。
5、 在“持续时间”(duration)框中输入 10 分钟。
6、 该功能将以预先选择的时间间隔和持续时间自动启动和关闭。
7、 确认运行更新循环时,回流区和冷却区的温度分别为 260℃和 140℃。使用该功能,以上各区的温度必
须至少为 260℃和 140℃。如果以上各区的处理工作低于 260℃和 140℃,则不得使用定时方式,参见
C
部分
,
第
139
页
,对于更高的温度采用手动程序,而且在计划停工过程中使用。