Heller维修手册 - 第24页
21 根据每个回流炉的选 项不同,总览屏幕上的信息、参数和控制器将不同 。上图仅为示例,更 多参数和控 制器的完整说明请查询帮助( H elp )菜单。 1.) 每个加热 区的温度控制将显示设定点( SP )和实际温度工艺值( PV ) 。点击温度区( SP )文本框, 然后插入新的设定值,可以对设定点进行修改。 用户可在操作( O perate ) 模 式中编辑设定点。 在操 作( O pera te )模式中持续监控和更新工艺值( …
20
图
3
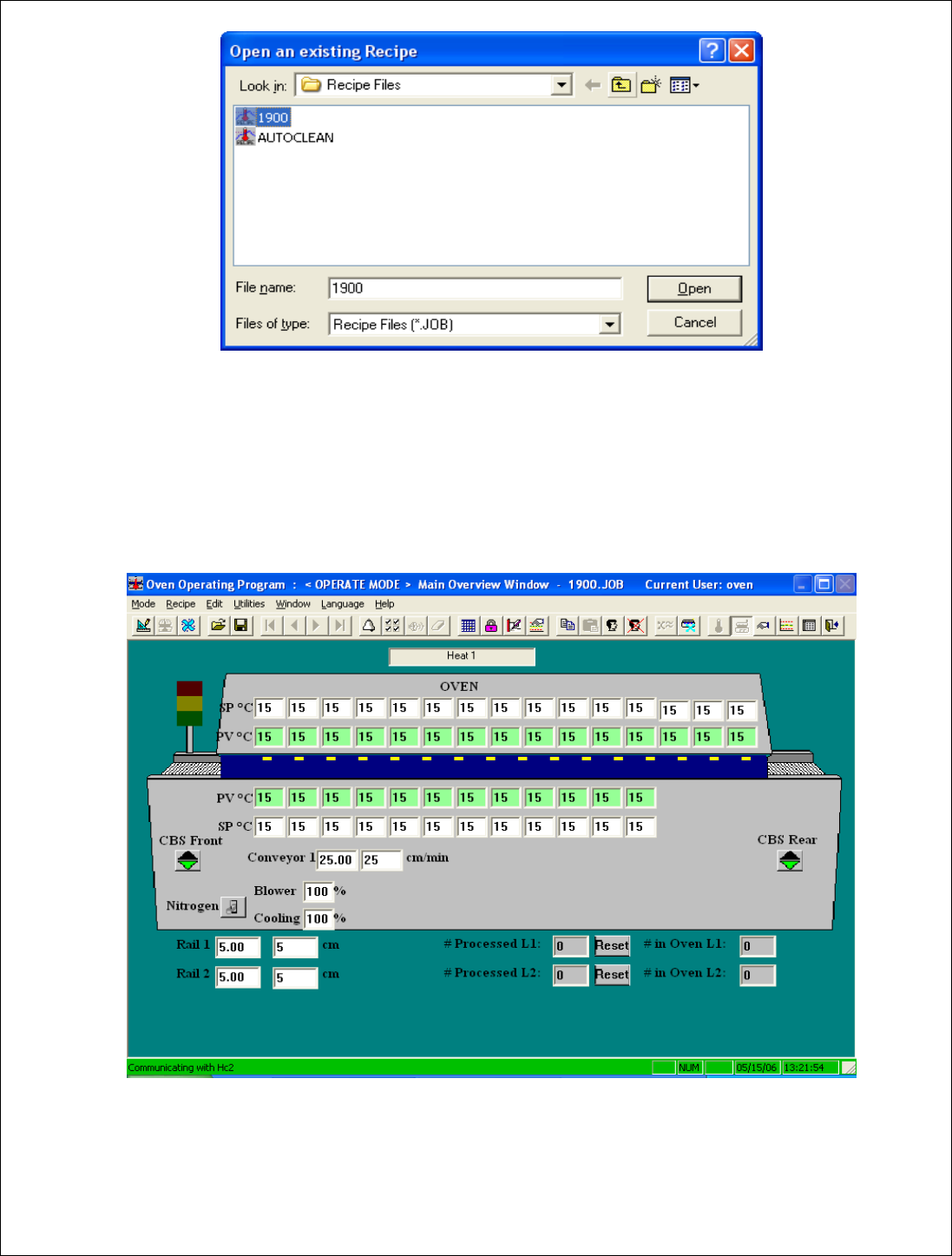
将提示用户确认配方,选择“是”,软件将运行所选配方,并通过主总览屏幕监视回流炉参数。
B.主总览屏幕
主总览屏幕是 Heller 回流炉的图形表示。根据回流炉的不同配置,可以显示许多不同的参数和控制器。
这是程序的中心屏幕/视图,将在登录并载入配方后出现。主总览屏幕也用作配方编辑器(参见
图
4)。对于
HC2 控制板,图 4 在底部显示“与 Hc2 通讯”信息的绿色栏。HC1 控制板则没有信息显示。
图
4
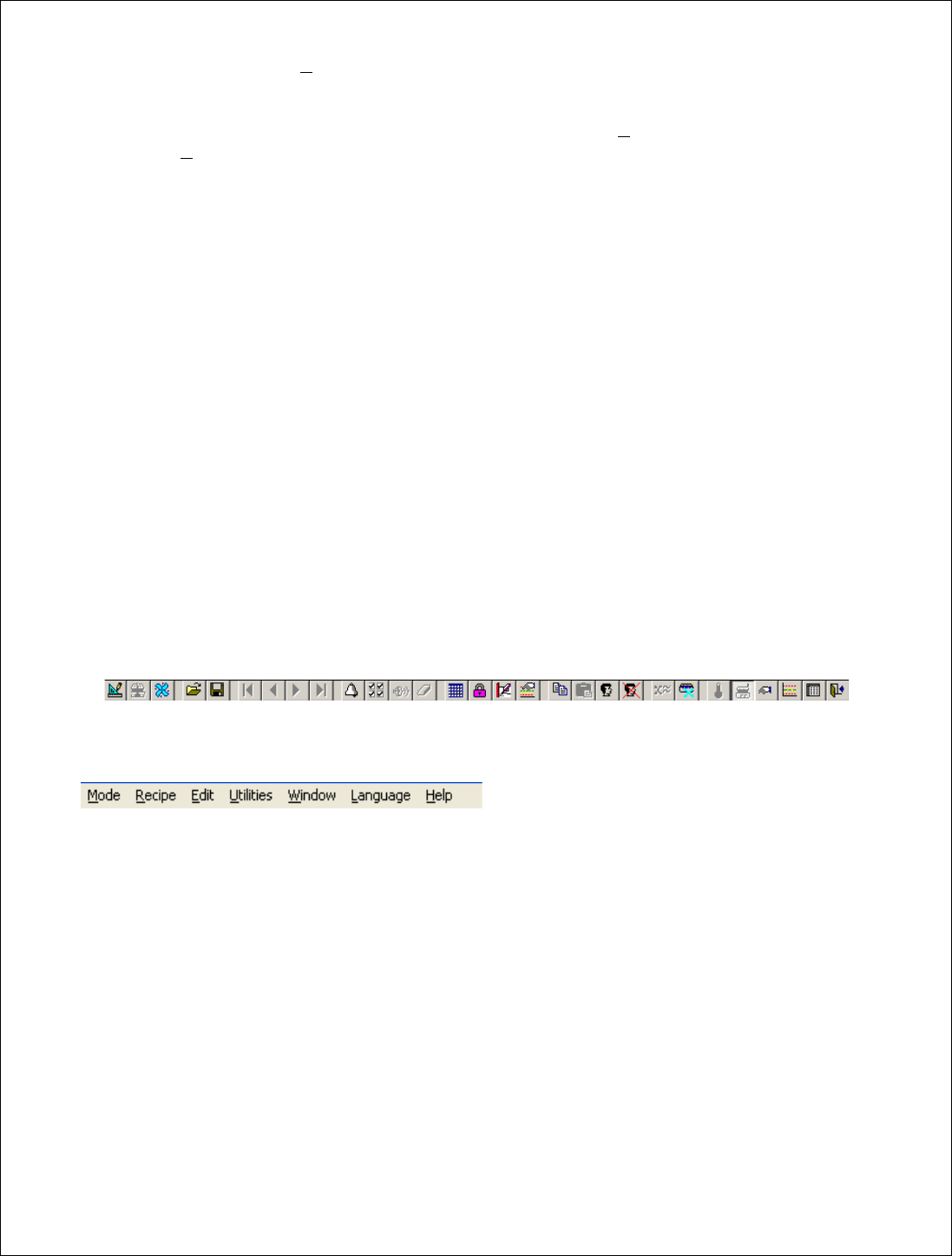
21
根据每个回流炉的选项不同,总览屏幕上的信息、参数和控制器将不同。上图仅为示例,更多参数和控
制器的完整说明请查询帮助(H
elp)菜单。
1.)每个加热区的温度控制将显示设定点(SP)和实际温度工艺值(PV)。点击温度区(SP)文本框,
然后插入新的设定值,可以对设定点进行修改。用户可在操作(O
perate)模式中编辑设定点。在操
作(O
perate)模式中持续监控和更新工艺值(PV)。
2.)屏幕顶部的说明框显示当前选择的区域。
3.)可以修改输送带的速度:点击输送带(SP)文本框,并插入速度值(单位:距离/时间)。
4.)指示灯动画跟踪回流炉的状态。红灯表示回流炉当前处于报警状态。黄灯表示警告状态或者回流炉
处于启动序列。绿灯表示回流炉处于工艺预备状态,可以接受电路板。
5.)点击(SP)文本框,插入新的宽度值(单位:长度),可以修改轨道宽度(仅适用于计算机控制的
可调节系统)。实际位置显示于(PV)文本框中。
6.)输入 0 至 100%的数字,可以调节冷却风机的速度(如果已配备)。对于具有加热冷却区的回流炉,
冷却风机的速度在 65%至 100%之间。
7.)当电路板经过进板传感器时,显示其动画,以实现在回流炉中的板跟踪监控(如果已配备)。
8.)通过点击总览屏幕上标有“氮气”字样的触发开关,可以打开或关闭回流炉的氮气供应。
9.)落板选项将允许检测在回流工艺过程中,电路板是否会从可调节轨道输送带上坠落,并发出警告信
号,这样操作人员可以采取纠正措施。
10.) 在载入特定配方后,板计数选项允许计算机显示回流炉处理的电路板数量的计数。当电路板进入
回流炉时,激活入口处传感器,计数一块板“进入”。当板离开回流炉时,激活回流炉出口处传感器,
计数一块板“已处理”。该功能可以用于统计已处理的板数量。
11.) “中心板支撑升降”按钮将允许 CBS(中心板支撑)的垂直运动(如果已配备)。
12.) 计算机控制轨道选项(如果已配备)将允许轨道的水平调节,只要输入所需轨道宽度距离值即可。
C.选择屏幕和功能
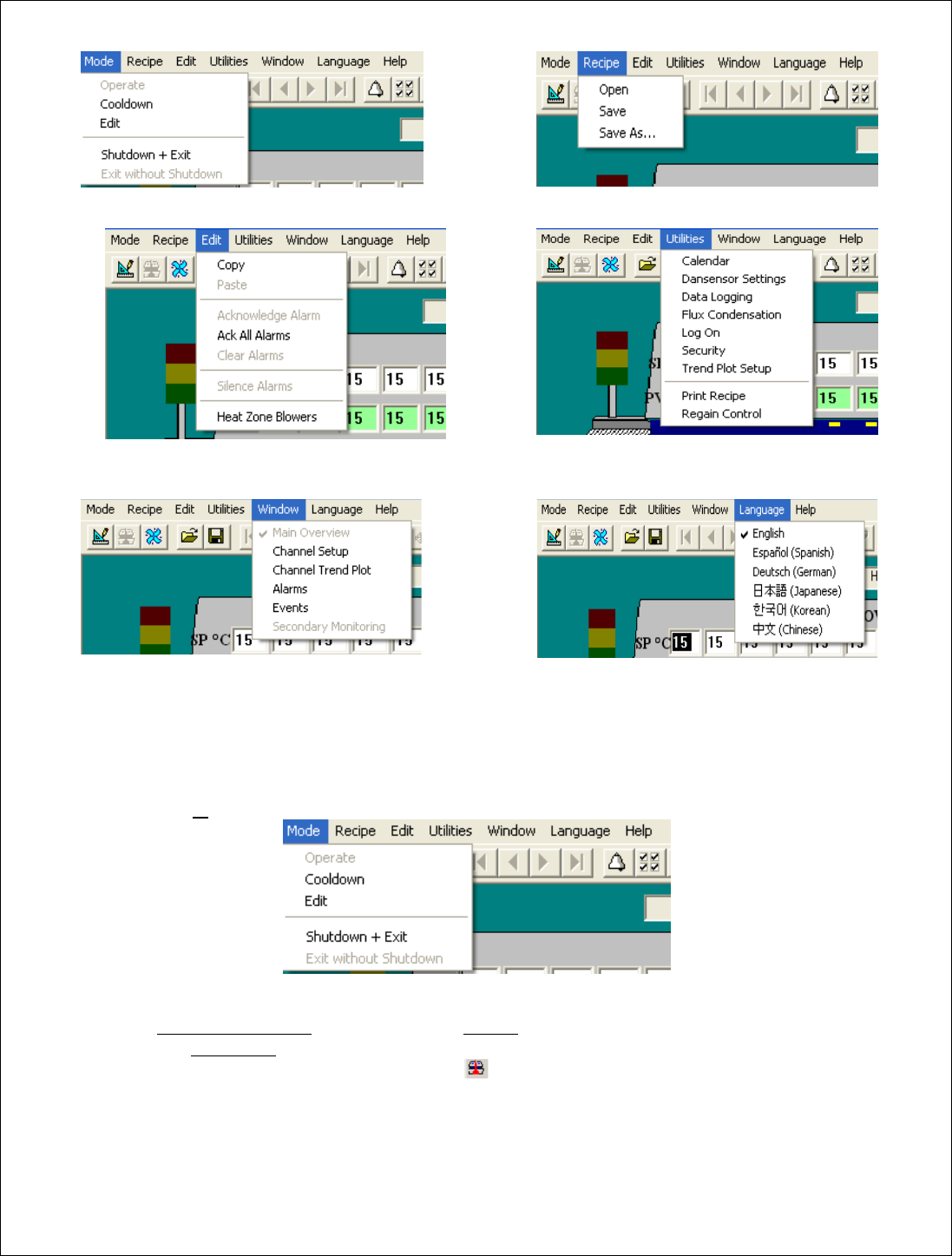
主工具栏(参见
图
5)显示了用于不同屏幕和功能按钮的图标。通过点击图标,可以显示相应的屏幕或
激活相应的功能按钮。将鼠标箭头放在图标上面,不要点击鼠标按钮,将显示所选图标的功能说明。
图
5
点击菜单栏时,将显示下拉式菜单以及图标和对应的功能(参见
图
6A
至
6G)。
图
6A
22
图
6B
图
6C
图
6D
图
6E
6F
图
6G
这两种选择屏幕和功能的方式均产生相同的效果,使用哪种方式取决于用户的喜好。
1. 模式(M
ode)
图
7
a、 操作(Operate)模式
将允许软件通过通讯端口 1 与温度控制器通讯。在计算机和主控制器之间可
使用硬件定时键
。软件将持续监视和控制所有数字输入输出(I/O),以及所有温度和输送带/轨道
控制区。点击主工具栏上的“操作”图标
,或从菜单栏选择“模式”然后选择“操作”,将提
示您打开已有文件。(参见
图
8)。要打开已有文件,单击配方名,点击“打开”或按回车键;或双
击配方名。将出现总览屏幕,软件将监控回流炉。